密珠夹具在汽车齿轮加工中的应用
2023-06-30王斌王炳荣
王斌 王炳荣
摘要:芯轴式滚齿夹具上的工件安装偏心,对其齿距累积偏差影响较大,采用密珠衬套结构,即可便于工件的装卸,同时可减少工件与芯轴的配合间隙,从而提升该类工件的齿距累积偏差精度等级。为中小型客车变速器和轻型货车变速器的超速挡齿轮滚剃齿提升加工精度,提供一种经济可行的新方案。
关键词:安装偏心;芯轴式滚齿夹具;密珠衬套;齿距累积
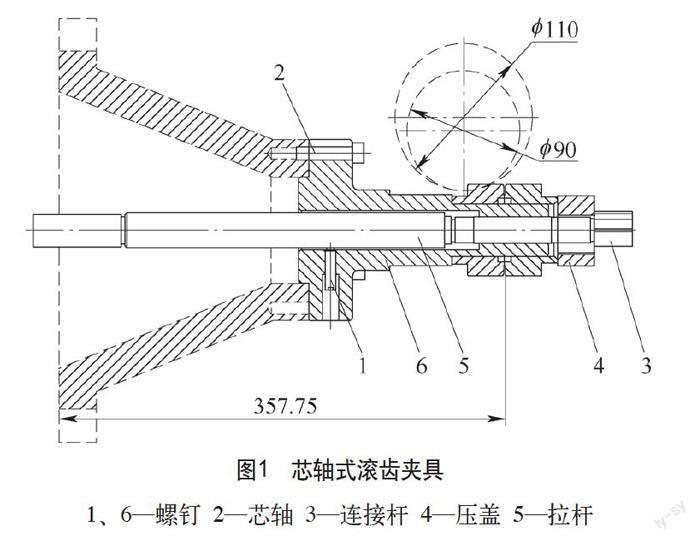
中小型客车变速器和轻型货车变速器的齿轮加工,目前主要齿部加工工艺为滚齿和剃齿工艺加工。滚齿序需要的滚齿夹具因内孔较小,对超速档齿轮,滚齿序无法设计涨套式滚齿夹具,目前普遍采用芯轴式滚齿夹具(见图1)。该结构夹具因装卸工件需要,工件内孔与芯轴须设计一定配合间隙,该间隙造成加工与齿部精度检测时不同心,进而对工件的齿距累积偏差评价产生明显影响。
此处以芯轴式滚齿夹具为例,通过分析装夹偏心对齿距累积精度的影响值,说明减小配合间隙对提升齿距累积误差的效果,并提供一种配合间隙较小且经济可行的夹具方案。
加工现状及问题分析
1.加工现状
以某一产品为例,工件内孔f39.775/39.755mm,其滚齿夹具芯轴尺寸f39.747/39.742mm,配合间隙为+0.008~+0.033mm。
使用芯轴式滚齿夹具径向圆跳动调整至0.005mm以内,连续滚齿加工30件,检测并统计见表1。
2.问题分析
本次30件试验件,内孔为连续加工,一致性较好,内孔尺寸f39.77mm,滚齿夹具芯轴尺寸f39.742mm。滚齿机为新设备,滚齿夹具芯轴径向圆跳动0.005mm以内,可认为滚齿夹具回转中心线与工作台中心线重合。测量设备为格里森齿轮测量中心,检验心轴为格里森阶梯心轴,此工件滚齿序齿距累积要求7级精度,试验结果有1/3超出要求。
如图2所示,对装夹误差进行分析,建立工件安装偏心几何模型,O为被加工齿轮的几何中心,O1为齿轮磨床主轴回转中心,将安装偏心OO1用矢量e表示,将安装偏心e沿OD和O1D(与OB垂直)方向分解。
由几何关系得,OD与AB相等。AB长度为微米级,可认为BF与渐开线CBFE近似相切于B点,则直线AB与BF的夹角为α(分度压力角),AF垂直于OA。将渐开线CBFE定义为1号齿的左齿面,齿轮齿数为z。则齿轮安装偏心对其齿距累积偏差的影响值eFpk为:
eFpk=e[sin(θ-θ1+360j/z)+cos(θ-θ1+360j/z)tan α]-e[sin(θ-θ1)+cos(θ-θ1)tan α][1] (1)
θ1=tanα-α
j=0,1,2,…,z-1;
k=1,2,…,z-1。
该产品齿部參数为:法向模数mn=2.67 ,a=21°,z=20,螺旋角β=27.8°,其安装偏心与齿距累积偏差的数值关系如图3所示[2],当安装偏心最大0.028mm时,齿距累积偏差约0.044mm,其滚齿、剃齿齿部精度报告如图4所示。
因而,针对此类产品的滚剃齿加工,需尽可能减小配合间隙,又便于装卸工件,且同时具有结构简单、精度较高、寿命长及经济性较好的滚剃齿工艺装备。
改进措施
密珠衬套是一种在精密仪器上用于定心的结构,如图5所示。该衬套在精密检测设备、精密加工设备上应用较多,具有制造和回转精度较高、摩擦力矩小、承载能力强、使用寿命长、应用范围广及性价比高等优点。其使用原理如图6所示,类似于轴承的结构原理,被加工工件等同于轴承外圈,夹具芯轴等同于轴承内圈,钢珠和钢珠保持架就等同于轴承钢珠和保持架。
此类衬套所用钢珠通常为滚动轴承用钢珠,由专业滚动轴承钢珠厂家按GB/T 308.1—2002《滚动轴承 钢球》标准生产,材料为轴承钢,硬度63HRC以上,衬套所用钢珠的精度通常为GB/T 308.1 G10等级,球直径的最大变动量0.25μm,以轴承钢珠目前技术水平,该等级的钢珠直径公差可控制在1μm以内,故可以忽略钢珠直径公差。与轴承不同之处为轴承钢珠在固定轨道中转动,密珠衬套钢珠放置在衬套的固定位置,随衬套整体移动。
此类密珠衬套在淘宝、米思米、怡合达等购物商城上,也叫钢珠衬套、钢珠套,其保持架材质有铜套、铝套、塑胶套,尺寸选择时,密珠衬套外径计算公式为:外径=内径+(2×钢球直径),有标准尺寸,也可非标定制。
设计时,密珠衬套应在夹具上有一定的轴向移动量,配合反向轴用弹性挡圈和反向孔用弹性挡圈,可精简轴向尺寸,且便于装卸工件。装入时,将衬套靠近外端,工件放入后,工件随衬套内移,整体滑入;卸下工件时,工件带动衬套外移,衬套移动,带动钢珠向外滚动。装卸过程中,均有钢珠的滚动,在给定合适的过盈量配合时,装卸较为省力,且定心好。
密珠衬套夹具设计时,在直径方向存在过盈量,过盈量过大时,芯轴和工件表面会留有钢珠的运动痕迹,影响定心精度和装卸顺畅性。我国推荐采用的过盈量为2~4mm,德国丰谱公司推荐的过盈量为7~12mm,其对应的钢珠承载力见表2。
另外,钢珠个数不宜过多,否则滚动摩擦阻力随之增大,影响装卸顺畅性。设计时,钢珠直径和钢珠数量可参考密珠衬套厂家的推荐值。因工件结构和加工环境不同,密珠夹具制造完成后,应进行一次试装卸验证,确定适合该工件的配合关系,避免因配合关系不当造成装卸时划伤工件内孔,影响后序加工及检测。
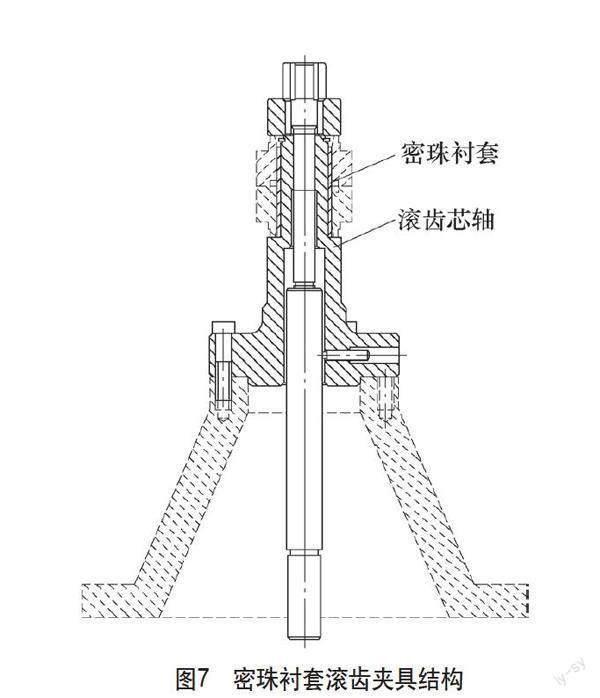
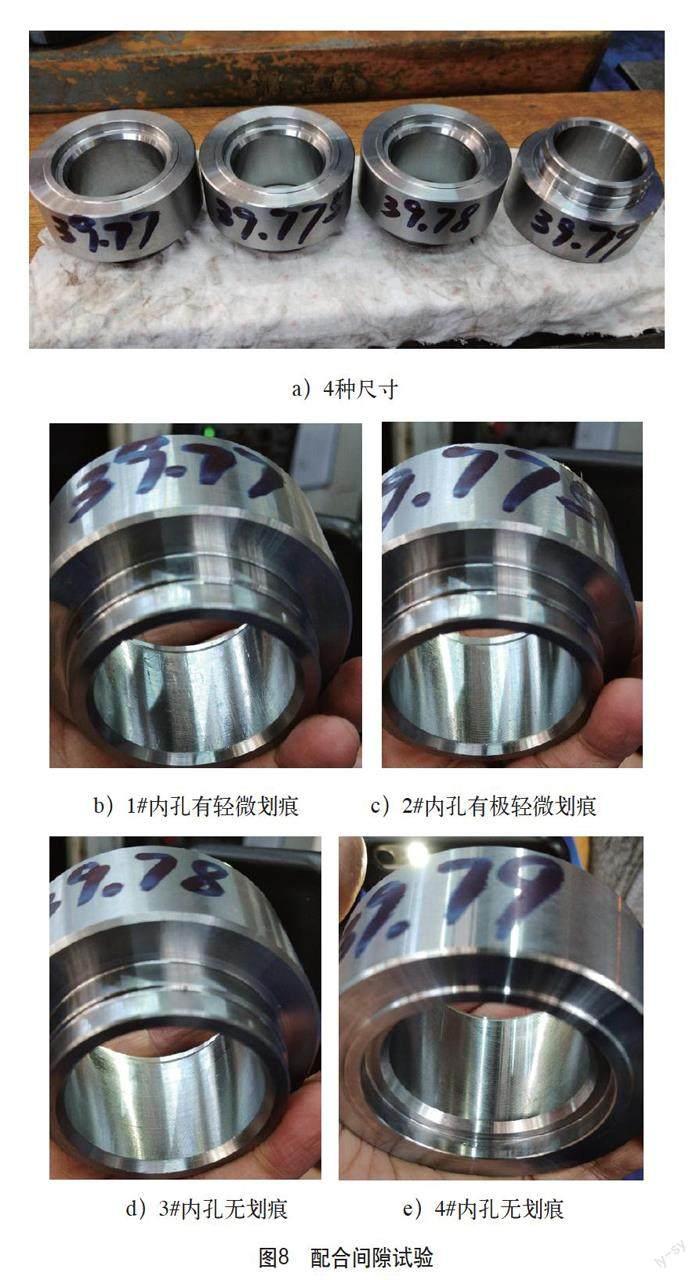
现针对试验产品设计密珠衬套滚齿、剃齿夹具,该工件内孔f39.775/39.755mm,结构如图7所示,根据厂家推荐,钢珠直径选f3mm,设计该滚齿、剃齿夹具芯轴外径f33.77/33.773mm,夹具到货后,加工4种内孔尺寸工件,进行过盈配合试验,如图8所示,试验数据见表3。确定工件内孔尺寸为f39.79/39.77mm,连续加工30件试验件,应用密珠衬套滚齿夹具如图9所示,密珠衬套剃齿夹具如图10所示。
使用效果
改进之后,在同等试验条件下,密珠衬套夹具连续加工30件,滚齿、剃齿测量统计见表4。
结语
1)工件与密珠衬套滚齿夹具合适的过盈量关系:工件内孔尺寸为f39.79/39.77mm,密珠衬套夹具(f33.77/33.773mm+f6mm),过盈量-0.003~+0.02mm,为过渡配合。
2)在过渡配合情况下,密珠衬套夹具装卸方便,该配合对芯轴式夹具,很难装卸。
3)密珠夹具到货后,应进行一次试装卸验证,确定适合该工件的配合关系。
4)相对芯轴式夹具,密珠衬套夹具使用中不容易夹铁屑,对内孔清洁度不敏感。
参考文献:
[1] 王立鼎.在用分度盘分度的磨齿机上被磨齿轮周节精度的研究[J].精密制造与自动化,1981(3):35-41。
[2] 宋洪侠,等.降低齿轮齿距累积偏差的方法[J].光学精密工程,2012,20(8):1796-1801.
[3] 王应龙.综合测量仪使用的精密密珠旋转轴系[J].测量仪器,1997(12):67-70.
[4] 刘庆胜.影响密珠轴系转动灵活性的原因分析[J].工具技术,2008(12):116.