智能制造在汽车总装专业的应用
2023-06-30马庭松
马庭松


摘 要:汽车总装智能制造系统由各个功能模块组成,负责车身位置的实时追踪、装配力矩控制管理、加注控制管理、零部件装配防错、生产线设备的管理和技术检测,以及不合格车辆返工管理。通过生产过程数据统计分析,形成建议或决策指令,给予生产技术支持,促进生产过程管理能力提升,降低不合格品的流出。
关键词:智能制造;车身定位;RFID;工艺指令;数据驱动;智能决策
随着互联网技术的迅猛发展,越来越多的产品需要按照客户多样化的需求来组织生产销售。以汽车为例,不同的客户会有不同的使用需求,比如同一种车型要求装配不同的仪表板,不同的电气功能,多彩的内饰件等。这些个性化的需求组合在一起,相对于过去几种配置的汽车产品,会产生海量的配置差异。
对于汽车制造厂而言,生产这些定制化的产品,生产线的物料组织以及工艺设计会非常复杂。如何保证正确的零部件送到装配工位,并通过设备正确地装配到车身上,是个行业内的难题。通过电气自动化来实现这种复杂的装配要求,自动化控制系统复杂,实现的难度大。而且需求越复杂,自动化实现的成本也会越高。
本文重点介绍汽车行业总装专业一种智能制造设计方案,以提升生产线设备智能化水平,满足定制化产品生产的需要,同时提高生产线的防错能力,促进生产效率和质量的提升。
智能制造的意义
智能制造打破了传统制造业的模式,是一种全新的技术革命,通过万物互联,实现从产品设计到生产制造的高度协同。实施智能制造的意义如下。
1)从传统大批量标准化的生产方式,升级为大批量定制化生产方式,促进生产方式的改变。
2)准确的数据,以正确的路径及时传递给正确的人和设备,实现最优的资源效率优化,同时促进过程响应敏捷性的提高。
3)从传统制造业的经验决策模式,升级为数据+算法的智能决策模式。
智能制造的功能模块
智能制造在汽车总装专业的应用,主要包括车身定位、工艺指令、力矩控制、加注控制、关键件防错、辅助装配、设备管理及返工管理等功能模块,如图1所示。
1.车身定位模块
车身定位对于智能制造系统,是非常关键的一个功能模块,也是智能制造系统能否正常运转的基础。通常车身定位通过RFID实现,RFID标签与车身一一对应。RFID标签安装通常有两种形式,一种装在车身的载具上,另一种是直接安装在车身上,对于后一种,在车身装配完成下线后,需将RFID标签统一回收,送至总装生产线的起始点,循环使用。RFID标签芯片可支持反复擦写,擦写的内容根据实际工艺需求来定,比较常见的有写入车身VIN码信息、整车物料代码信息等。
总装生产线起始点以及各工段入口都装有读写头,可实时读取RFID标签信息。车身通过机运线从涂装输送到总装生产线的10点,RFID读写器读到标签信号,将该车辆的VIN码与标签进行绑定,实现标签与VIN一一对应。车身定位模块通过各工段的读写头读取车身进出工段的信息,同时监控总装机运线的线速和实际运行状态,实现车身流转的精确定位。
因智能制造系统的其他功能模块都需用到准确的车身信息,才能保证智能制造系统正确高效的运转,故车身定位模块在设计时需考虑防错机制,减少网络延迟、机运线异常等造成车身定位信息的数据异常。
2.工艺指令模块
在未开发智能制造系统之前,涉及零部件裝配过程的力矩、加注、零部件信息等一般设置在设备控制器中。以力矩为例,工艺指令为拧紧机的JOB号,设置在拧紧服务器或者各拧紧机的控制器中,通过操作人员扫描车身的随车卡,扫描获取的VIN码和整车物料代码信息上传拧紧服务器或者控制器,服务器或控制器调用对应的JOB号执行拧紧作业,拧紧结果存储在拧紧机控制器中并上传拧紧服务器。
在开发智能制造系统后,所有拧紧、加注工艺指令参数、零部件代码与整车物料号一一关联,关联的对应关系存储在工艺指令模块的数据库中,由各设备系统调用执行。对应关系的首次录入由工艺人员完成,后续新车型上线生产前,仍由工艺人员提前录入对应关系。
整车物料号与工艺参数指令之间的对应关系,是智能制造系统能否正常运行的基础。每次新对应关系的录入,可以根据各公司的实际运营情况,增加录入审核流程。再结合新产品首台车的生产验证工作确认录入对应关系的准确性。
3.力矩控制模块
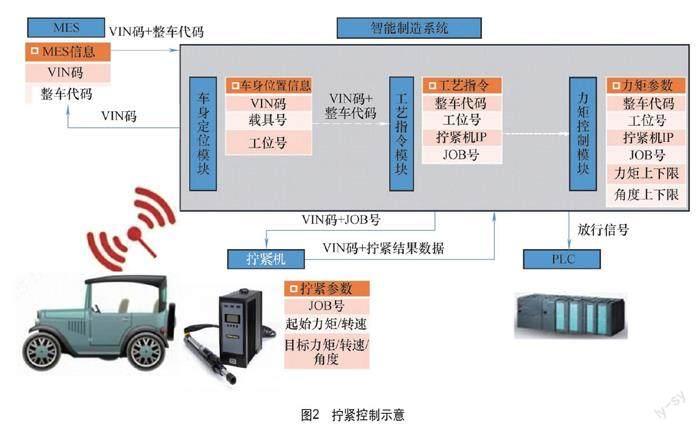
如图2所示,生产线拧紧机连接在智造系统的网络中,智造系统的力矩控制模块与每台拧紧机通信并进行相应管理,发送JOB号,获取拧紧的过程数据和结果数据。
智能制造系统工艺指令模块设定整车物料号、JOB号对应关系,拧紧机控制器中设定JOB号和拧紧点数、各拧紧点的拧紧步骤以及对应的转速和力矩目标等关系。
车身到达某一拧紧工位,车身定位系统将该车辆的VIN码交互MES,并获取整车代码给工艺指令模块,自动调取该工位拧紧机执行的JOB号给力矩控制模块,力矩控制模块将JOB号发送给指定的拧紧机执行自动拧紧,拧紧结果上传给力矩控制模块。拧紧结果合格,发OK信号给机运线PLC放行,否则通知机运线PLC运行停止。
4.加注控制模块
加注控制模块与产线所有加注设备建立通信,包括变速器油、制动液、防冻液及风窗清洗液等各种液体加注设备,同力矩控制模块,车身到达加注工位,车身定位系统将该工位的VIN交互获取整车代码给工艺指令模块,自动调用加注的JOB号给加注控制模块,加注控制模块将JOB号下发该工位的加注设备执行,加注结果上传加注控制模块,合格发送OK信号给机运线PLC放行,否则通知机运线PLC运行停止。
5.关键件防错模块
关键件防错两种模式:第一种在工位实现,零部件装配前扫描零件号,零件号上传至智造系统关键件防错模块,通过车身定位系统获取的VIN,在系统中对比对应的零件号信息,如零部件信息比对不正确,机运线停止运行,并给出错误提示;第二种在工段末端的检验工位实现,车身到达检验工位,员工集中扫描该工段装配的零部件编号,相关零件号信息上传关键件防错模块进行比对,如比对结果异常,机运线停止运行,并给出错误提示。
6.辅助装配模块
每个工位配置显示屏及刷卡装置,每班工作前,员工在工位刷卡,卡号信息上传辅助装配模块,系统自动对比数据库中信息,识别是否具备本岗位操作权限,如不具备资格,系统给出报警提示,如该工位有设备,设备锁定,禁止操作。
辅助装配模块数据库中记录每位员工的装配技能信息和历史装配出错情况,比如员工张三在装配A车型制动管时,管路走向装配错误,系统记录这一信息。张三当班时,如A车型到达张三的工位,工位显示屏显示及正确的管路走向图片,提示张三关注装配要点。
分车型统计每个班次生产质量问题、AUDIT信息及售后问题等信息,上述问题如果是制造过程造成的,车间工艺人员落实到具体的装配工位,并在系统中维护装配要点和核查要点,当该车型到达该装配工位时,系统推送具体装配要点,通过工位显示屏提示。对应的车型到达工段末端的检验点,系统推送针对性的核查要点,通过工位显示屏提示。
7.设备管理模块
设备管理模块除了传统的设备可动率、设备故障管理、维修数据统计分析等功能,还可通过安装传感器,监控电动机运行电流、温度以及设备振动情况,对于超出正常运行范围报警,通知保全人员及时检查处理,减少故障的发生。并根据设备易损件的历史消耗记录,在部件损坏前提前提醒保全人员更换,做到预测性维护。如图3所示。
8.返工管理模块
对于车辆线下返工,设置单独的返工站点,系统的返工管理模块进行相关管理工作。需返工的车辆到达返工站点,只有具备返工授权的人才可以登录系统并进行相关的返工操作,同时只有具备返工确认授权的人员检查返工质量,并在系统中完成返工质量确认操作。否则,返工车辆无法完成MES系统的最终交付。
车辆的返工信息包括更换零部件的信息、装配力矩等信息,与VIN对应,可以实现后期追溯。
智能制造的数据驱动
车身定位模块是制造系统运行的重要基础,工艺指令模块是系统的执行指令,力矩、加注、关键件防错、辅助装配、设备管理及返工管理模块是系统具体的执行,执行会产生大量的过程数据和结果数据,这些数据不仅仅是用于后期的追溯,更重要的是如何利用好这些数据提高生产管理水平,这里就要提到智能制造系统的一个重要組成部分——数据驱动。
数据驱动是将生产工艺人员分析这些数据的逻辑规则,通过编程语言编译成软件算法,智能制造系统通过这些软件算法对收集的数据进行统计分析,自动生成有针对性的建议和决策。比如每个班次生产各车型的螺栓拧紧情况,有无力矩异常的拧紧点,异常点是否已由相关资质的人处理,处理的结果有无按工艺规定要求进行确认,这些力矩异常点是不是集中同一个车型,是不是同一个拧紧工位,再对比之前生产的拧紧数据,判断是否是批量问题,根据拧紧曲线初步判断是否是标准件异常还是拧紧机异常等,再给出检查建议,系统通知相应的人员,检查标准件和拧紧机的拧紧精度是否异常。对于质量检查出来的装配问题,根据装配辅助模块的作业人员信息以及实际作业时间,初步分析是否与个人操作方法有关,如果是,提示班组长对该操作人员进行针对性的作业培训。如果通过数据分析是共性问题,提示工艺人员分析是否与装配工艺有关,如是则优化装配工艺。
结语
本文重点描述了汽车总装智能制造的场景设计(物料系统本文未做描述),实现了智能制造系统从MES获取生产信息,驱动并管理生产线设备运行,同时采集过程中的设备加工数据及结果数据,通过一定的软件算法,代替人工自动分析这些数据背后隐含的意义,最终生成决策指令或建议,通知相应的人员去处理,解放了人的部分脑力劳动,提高了问题处理的响应速度,促进生产效率的提升,减少不合格品的流出。
随着智能制造技术的发展,智能制造不仅仅是生产制造过程的智能化,最终发展为从客户需求开始,涵盖从根据需求定制的产品设计到工艺开发设计,以及零部件采购、生产制造、销售及售后服务等全过程的智能化。
为了实现这些场景的智能化,传感器、自动化设计能力、信息化网络技术及软件算法等都需要进一步升级发展,最终实现无人工厂。