空调翅片成形工艺与模具设计
2023-06-25祝梦臣尤永贵金铁军
储 杰,祝梦臣,尤永贵,金铁军
(黄山三佳谊华精密机械有限公司,安徽 黄山 245041)
0 引言
换热器翅片作为空调的重要组件,关系空调的换热效率和热交换效果。翅片的成形根据批量要求,定制相应规格的级进模,一般可同时成形几十列翅片,送料步距在1~4孔距,在专用高速压力机机床上完成冲压成形。中国作为空调生产大国,翅片年需求量高达上百亿片[1-3],因此开展空调翅片成形工艺与模具设计研究具有重要的工程应用价值。
现以厚度为0.25 mm 的波纹翅片为研究对象,分析其成形工艺,并设计了自动化连续冲压成形的级进模。由于影响换热翅片冲压成形的拉深工序存在大挠度、大变形的复杂塑性变形,难以根据生产经验预测其成形质量,需要反复修改模具,利用软件对其进行有限元分析,预测在冲压成形过程中的起皱、破裂等缺陷[4-6],并通过试验验证设计的可行性。
1 工艺分析
1.1 翅片成形工艺
由于翅片形状复杂且生产批量大,需经过多次拉深、冲裁、翻边等工序成形,单工序模和复合模难以满足其生产要求,决定采用自动送料的级进模成形。翅片的材料一般采用较宽的铝箔或铜箔卷料,能够一次成形几十列,翅片孔及其孔距的精度要求较高,送料步距精度须控制在0.01 mm 以内,图1 所示为翅片典型冲压工序。

图1 翅片典型冲压工序
图2 所示为V 形波纹翅片制件,翅片表面呈波纹状,材料为0.25 mm厚8011-O铝箔,翅片翻边孔直径为φ(8.3±0.03)mm,列距为(19.05±0.05)mm,孔间距为(25.4±0.05)mm,翻边高度H为1.5~5.8 mm,翅片两边具有花纹。若采用拉深型翅片成形工艺,则冲压工序为多次拉深→波纹成形→冲孔→翻边→切边→纵切边→压花→送料→横切边,波纹成形一般与拉深最后一次设置在同一工位。
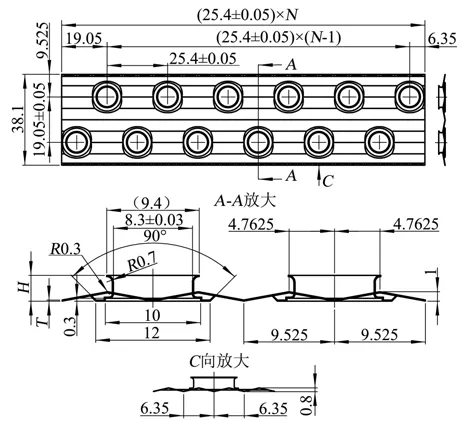
图2 翅 片
1.2 成形尺寸与排样
拉深是翅片成形最基本的冲压工序,除少数翻孔高度要求较低的翅片外,一般要经过3 次以上拉深。拉深次数取决于拉深高度的要求,并与翅片孔径有关,一般低翻边要求(翻边高度为1/3 翅片孔径以下)的翅片,孔径为φ7、φ8 mm 时拉深次数为3~4次,每次拉深系数控制在0.8 左右,如拉深次数增加1~2 次,拉深效果会更好[1]。该翅片最终成形高度为5.8 mm,属于高拉深成形,为获得更好的成形效果,确定采用6 次拉深;根据薄板翅片高凸缘成形法和参考文献[3],并结合多年生产经验,拉深凸模采用球头,可以更好地使板料在凹模内聚集,能使拉深高度更高,最终确定3种成形方案,成形翅片的拉深凸、凹模成形参数如表1所示。
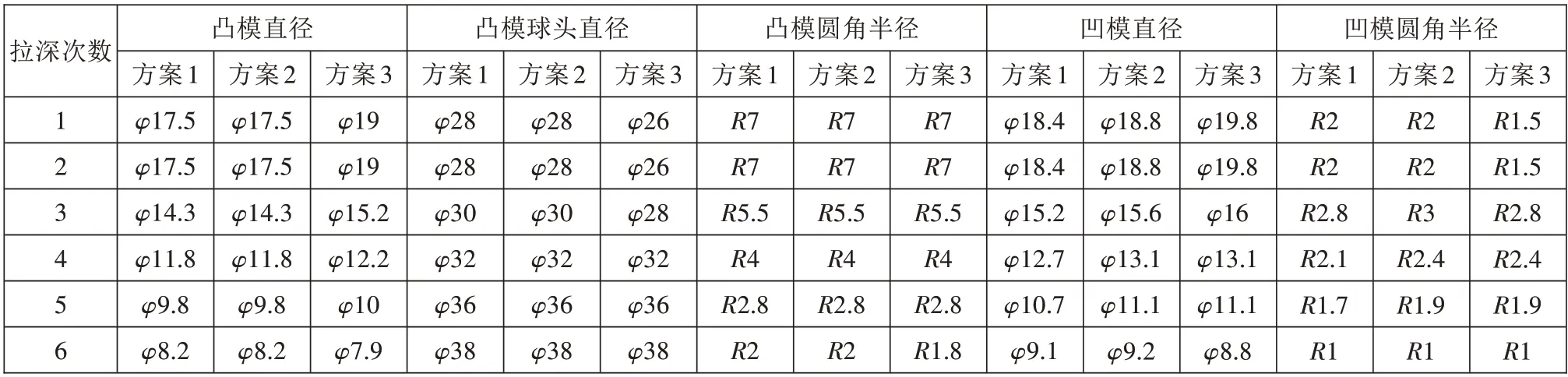
表1 拉深凸凹模成形参数 mm
由参考文献[1]可知,预成形小孔直径为d0=kmindm,则小孔直径为φ6.8 mm,换热翅片级进模冲孔凸、凹模刃口尺寸与翅片孔径之间关系为:
翻边凸模工作时,翅片会在切向拉应力作用下减薄,翻边间隙的选取要合理,一般取(0.9~0.95)t0,翻边间隙取0.24 mm,翻边凸模直径为φ8.25 mm,翻边凹模直径为φ8.49 mm。
翅片的排样决定级进模设计的成败,需综合考虑各工序在步距送料下的位置、压力机工作台面的空间等,排样如图3所示。
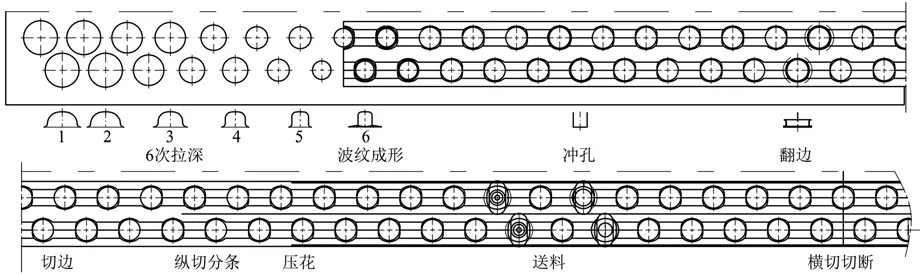
图3 翅片成形排样
2 模具设计
模具结构如图4 所示,冲压工序包括:压料、拉深、冲孔、翻边、切边、纵切边、压花、送料、横切边。模具长1 230 mm,宽580 mm,闭合高度245 mm,采用四导柱滚珠模架结构;为保证模具的导向精度,在拉深、冲孔、翻边工序均设置小导柱、导套导向;各模块均采用直杆型定位销与上下模座实现精确定位。压料、拉深、冲孔、翻边、切边、纵切边由压力机提供动力,滑块上下运行一次,模具开合一次,实现1 步送料步距,冲制12 列翅片,横切模块由PLC控制,在到达设置制件长度时动作,实现翅片任意长度的切断。
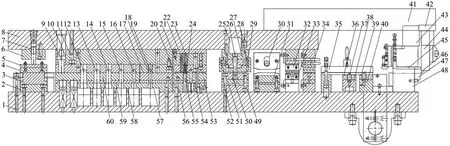
图4 模具结构
3 有限元分析
拉深是换热翅片冲压成形的关键,也是换热翅片级进模最重要的冲压工序,决定了翅片的成形高度和质量,翅片成形时具有大挠度、大变形的复杂塑性变形特点。新产品研发时难以根据生产经验预测其成形质量,需要反复修改模具,因此对翅片多工位拉深进行有限元模拟,验证设计的可行性很有必要[7,8]。
为提高模拟效率,采用两列拉深成形方式进行模拟,建立6次拉深模型,导入Dynaform 中。模拟采用单动成形,工具参考面为上、下模,凸模固定不动,凹模向下运动成形的方式,在第1次拉深模拟结束后,将模拟结果导入第2 次拉深中,继续成形,直至6 次拉深成形结束。图5 所示为第1 次拉深仿真模型,其余5 次与第1 次类似,为真实再现翅片成形过程,采用实际冲压速度180 mm/s,压边力为400 N进行模拟。
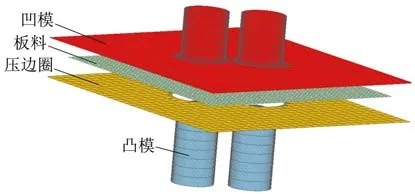
图5 仿真模型
分别对方案1、2、3 进行模拟,发现方案1 拉深高度最高,能够达到制件高度要求。图6~图11所示为方案1 的1~6 次拉深成形极限,由图6~图11 可知,其拉深部分成形良好,无破裂和起皱,边缘部分起皱可通过后续切边工序切除。图12 所示为拉深次数与拉深深度、减薄率之间的关系,拉深深度随拉深次数的增加先增至7.6 mm 后缓慢降至6.4 mm,减薄率随着拉深次数的增加而缓慢增加。
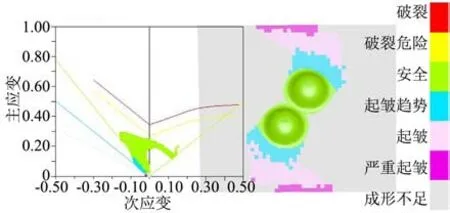
图6 第1次拉深成形极限
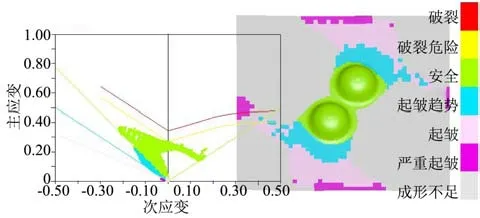
图7 第2次拉深成形极限
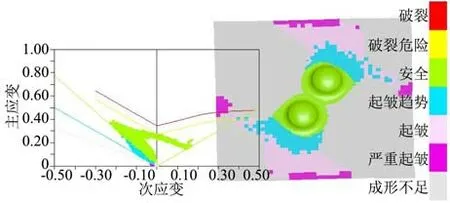
图8 第3次拉深成形极限
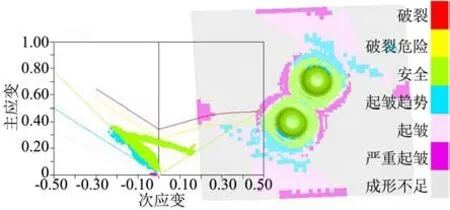
图9 第4次拉深成形极限
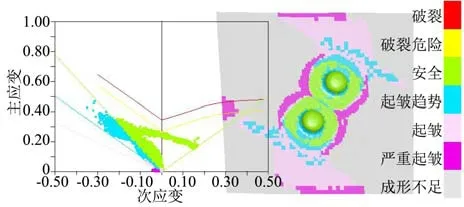
图10 第5次拉深成形极限
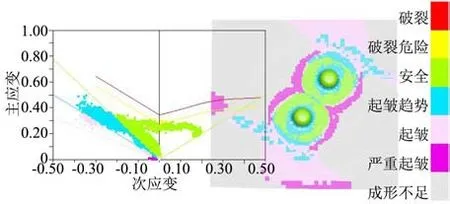
图11 第6次拉深成形极限
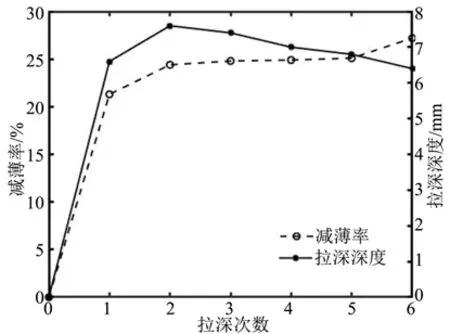
图12 拉深次数与拉深深度及减薄率之间的关系
4 试验验证
试验采用YKC 系列空调翅片闭式高速冲压自动生产线,额定压力为1 000 kN,滑块行程为40 mm,装模高度为280~330 mm,冲次为150~250次/min,图13 所示为冲制翅片的片头,各工位成形良好,无起皱、破裂等缺陷,验证了设计的可行性。
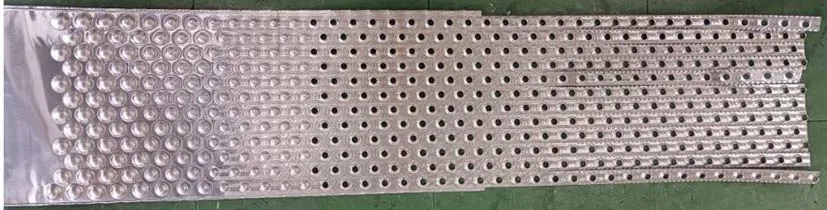
图13 冲制翅片的片头
5 结束语
以厚度为0.25 mm 的波纹翅片为研究对象,确定了6次拉深→波纹成形→冲孔→翻边→切边→纵切边→压花→送料→横切边的成形工艺。拉深和翻边模块采用整体式斜楔数字显示调节机构,每次高度可调;利用翻边凸模的导向定位作用取代导正模块;模具可实现1~12 列任一列直线切断,并通过气动、电控装置实现间歇性横切切断,满足不同片形的生产需要。
利用Dynaform 对6 次拉深进行有限元模拟,拉深深度随着拉深次数的增加先增至7.6 mm 后缓慢降至6.4 mm,减薄率随着拉深次数的增加而缓慢增加,翅片无起皱破裂等缺陷。试制结果表明:翅片成形良好,模具结构合理,为类似翅片成形提供了参考。
