锻造工艺和热处理工艺对TC4-DT合金锻件组织性能影响
2023-06-19兰宝山贵州航宇科技发展股份有限公司
文/兰宝山·贵州航宇科技发展股份有限公司
TC4-DT 钛合金是我国自行研制的一种典型的中高强损伤容限钛合金。本文主要对TC4-DT 钛合金锻造工艺、热处理工艺、微观组织和力学性能之间的关系进行了研究,利用光学金相组织观察、力学性能测试等研究手段,总结出不同锻造工艺和热处理工艺对该合金的组织和性能的影响规律。
TC4-DT 作为适应现代材料科学发展的一种损伤容限合金,必须具备良好的综合力学性能。钛合金的性能和其组织形态关系密切,钛合金的组织形态往往是由冶炼与后续的锻造工艺和热处理工艺决定的。钛合金的热处理强化的基本原理,既与铝合金相似,属于淬火时效强化类型,又与钢的热处理相似,也有马氏体相变。
TC4-DT 合金的力学性能主要由冶炼过程、锻造过程和热处理过程决定。通过不同的锻造和热处理工艺可以获得不同显微组织的TC4-DT 合金,以获得最优的强度、塑性、断裂韧性,以满足不同的使用要求。因此,探讨TC4-DT 钛合金的锻造与热处理工艺与显微组织、力学性能之间的关系有着重要的意义。
TC4-DT 锻造原材料
TC4-DT 原材料化学成分
锻造用原材料(棒料)为西部超导提供的直径d为300mm 的720℃退火态的车光棒,采用金相法测得该批TC4-DT 原材料的β 相变点为(970±5)℃。原材料化学成分见表1。

表1 TC4-DT 原材料化学成分(wt%)
TC4-DT 原材料超声波探伤
由表2 可知,锻造用TC4-DT 原材料超声波探伤结果未见超标单显,但杂波水平超标,φ1.2mm 平底孔半声程杂波水平为-2dB ~+2dB,判定为组织不均匀造成的散射混响引起轻微的杂波水平超标。

表2 TC4-DT 原材料超声波探伤标准
TC4-DT 锻件自由锻工艺研究
锻造工序后的锻件尺寸要求见图1,锻造成形工步采用α+β 常规两相区锻造。锻造坯料下料长度为φ300mm×(623±3)mm,坯料倒角R15mm。锻造设备为40MN油压机,锻造加热采用普通的箱式电炉,控温精度为±10℃,坯料到温装炉。为防止变形热的急剧上升,要求操作的过程中控制镦粗或整体压扁的压下间隔时间、压下量和采用中等变形速率。
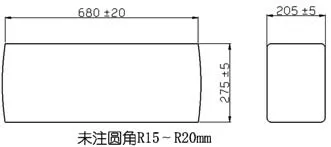
图1 锻件尺寸要求
除特别注明外,镦粗压下时间间隔为10 ~15s,当锻造坯料尺寸大于300mm 时,单次压下量为小于20mm;当锻造坯料大于200mm 小于300mm 时,单次压下量小于15mm;当锻造坯料小于200mm 时,单次压下量小于10mm。拔长时压下间隔时间为5 ~10s,拔长过程中不宜出现折叠缺陷,采用逐步送进的方式进行拔长,不允许在同一位置连续压扁拔长。镦粗和拔长的过程中可以翻面交替进行,为避免坯料和模具直接接触和温降过快,与油压机接触的坯料端面必须垫上石棉,如果石棉破碎或被压成粉末状应进行更换。锻造的过程中如果出现裂纹、折叠等缺陷,应排除缺陷后再加热进行锻造,锻造坯料修伤的宽深比大于10,圆滑过渡。本文共研究了3 种锻造工艺,分别标记为锻造工艺A、锻造工艺B 和锻造工艺C。
锻造工艺A
⑴锻造工艺A 的技术参数。
锻造工艺A 采用两相区反复镦拔工艺。温度达到设定温度装入到箱式电阻炉,炉温均匀性为±10℃,加热温度为(Tβ-40)℃,最短保温时间按0.7min/mm×有效厚度计算,最长保温时间按小于1.2min/mm×有效厚度计算,趁热回炉且保温时间减半。终锻温度大于850℃,锻后置于料架上风冷或趁热回炉。
⑵锻造工艺A 的变形工步。
锻造工艺A 变形工步见表3。
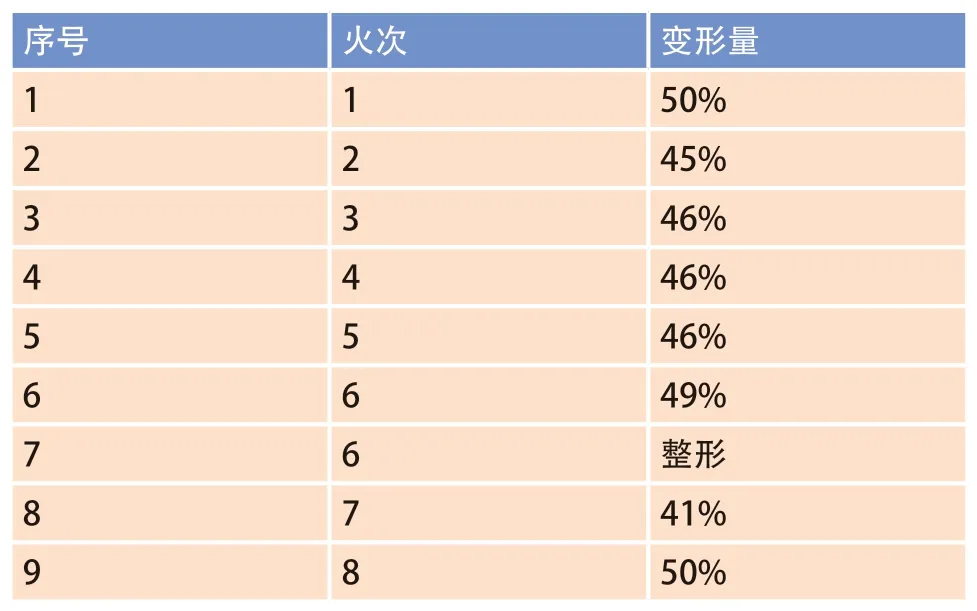
表3 锻造工艺A 变形工步
锻造工艺B
⑴锻造工艺B 的技术参数。
锻造工艺B 采用钛合金两相区锻造+β 相区锻造+两相区锻造技术,最终两相区成形。到温装入到箱式电阻炉,炉温均匀性±10℃。两相区加热温度为(Tβ-40)℃,最短保温时间按0.7min/mm×有效厚度计算,最长保温时间按小于1.2min/mm×有效厚度计算,趁热回炉保温时间减半。终锻温度大于850℃,锻后置于料架上风冷或趁热回炉,β 相区锻造前1 火采用水冷工艺,为了保证冷却效果,水箱的容积必须足够。
β 相区加热温度(Tβ+20)℃,保温时间按实际有效厚度×0.4min/mm 计算,坯料最长保温时间小于0.7min/mm。β 相区锻造时不能在高温(Tβ+20)℃炉中趁热回炉,但可以回(Tβ-40)℃炉中保温后,进行后续工序锻造或置于料架上分散风冷。
β 相区锻造时变形量控制:镦粗压下时间间隔为10 ~15s,当锻造坯料尺寸大于300mm 时,单次压下量为小于30mm;当锻造坯料大于200mm 小于300mm 时,单次压下量小于25mm;当锻造坯料小于200mm 时,单次压下量小于20mm。
⑵锻造工艺B 的变形工步。锻造工艺B 变形工步见表4。
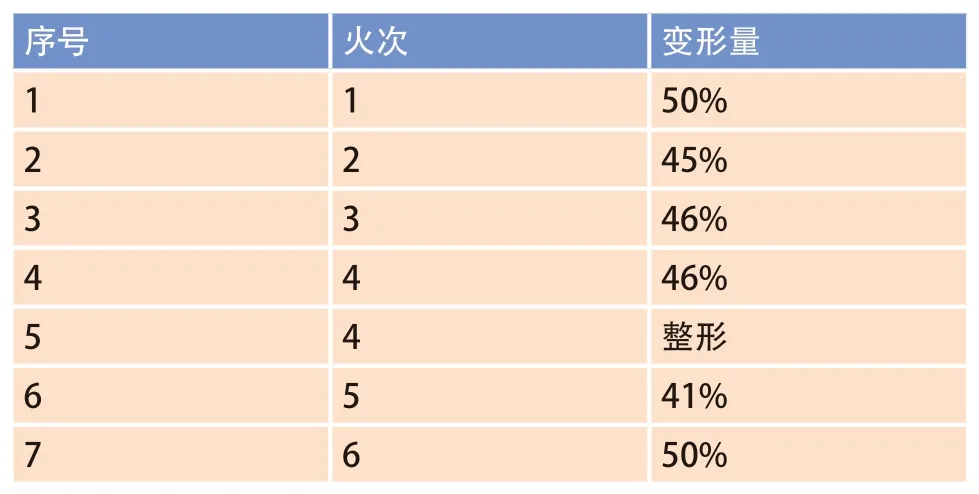
表4 锻造工艺B 变形工步
锻造工艺C
⑴锻造工艺C 的技术参数。
锻造工艺C 采用两相区改锻,两相区成形工艺。每火次变形量小于30%,但应避免落入临界变形区。温度达到设定温度装箱式电阻炉,炉温均匀性±10℃。加热温度为(Tβ-40)℃,最短保温时间按0.7min/mm×有效厚度计算,最长保温时间按小于1.2min/mm×有效厚度计算,趁热回炉且保温时间减半。终锻温度大于850℃,锻后置于料架上风冷或趁热回炉。
⑵锻造工艺C 的变形工步。
锻造工艺C 变形工步见表5。
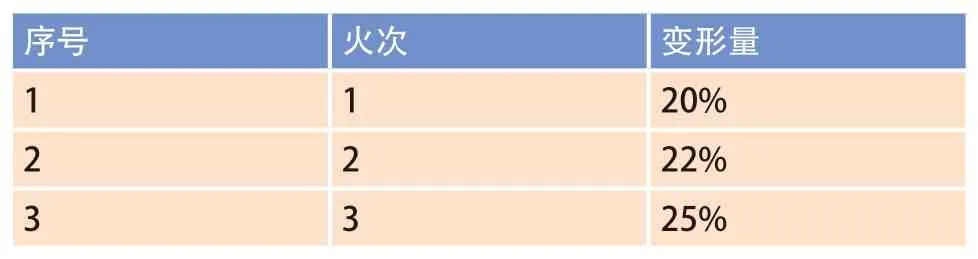
表5 锻造工艺C 变形工步
TC4-DT 锻件热处理工艺研究
本文研究了在普通退火工艺下对材料微观组织的影响,制定的热处理工艺为普通退火750℃×120min/空冷。为获得好的材料损伤容限值,控制准β 退火工艺对材料微观组织和性能的影响,制定的热处理工艺为945℃×150min+985℃×25min/风冷+730℃×200min/空冷。另外,通过固溶与时效可以得到一定的强化效果,获得良好的强度、塑性、断裂韧性等性能的匹配,还制定了期望获得较好的综合力学性能930℃×60min/空冷+550℃×360min/空冷的热处理制度。
热处理设备:高温箱式电阻炉、中低温箱式电阻炉,炉温均匀性±10℃。准β 退火工艺第二阶段(β区加热)炉温均匀性±6℃。
普通退火对合金组织的影响
图2为不同锻造工艺在750℃退火后的显微组织。从图2 中可以看出,锻造工艺A 和锻造工艺B 相较锻造工艺C 退火后的α 相含量相对较少,α 相尺寸更小,分布更加均匀。
图2 不同锻造工艺750℃退火后的显微组织
准β 退火对合金组织的影响
准β退火应得到网篮组织,在实际的工业生产中因为影响合金组织因素众多,对准β 退火热处理工艺应当谨慎使用,尽量缩短在β 相区的停留时间,可在α+β 相区上部保温后,再升到β 区上部短时快速保温。当加热到β 转变温度以上时,晶粒长大迅速。
图3 给出了不同锻造工艺准β 热处理后的显微组织,可以看出经过准β 热处理后显微组织为网篮组织,或网篮组织+少量的等轴α 相。

图3 不同锻造工艺准β 热处理后的显微组织
固溶、时效对合金组织的影响
在固溶处理的过程中,加热温度影响初生α 相的含量,加热时间和保温时间主要影响固溶体的过饱和度和固溶体的晶粒大小。固溶处理的时间不足,会造成固溶体的饱和度低,从而影响到随后的时效处理,导致正常的时效硬度偏低。固溶时间偏长,导致固溶体的晶粒长大变粗,使材料的组织恶化和性能降低。
从图4 可以看出,不同锻造工艺固溶与时效后的显微组织为双态组织,锻造工艺A 和锻造工艺B 的α 相尺寸较锻造工艺C 尺寸小,分布更均匀,可以认为采用适当增加锻造变形量或在两相区大变形锻造后增加水冷工艺,再采用两相区固溶、时效处理制度后能够起到细化的晶粒作用。
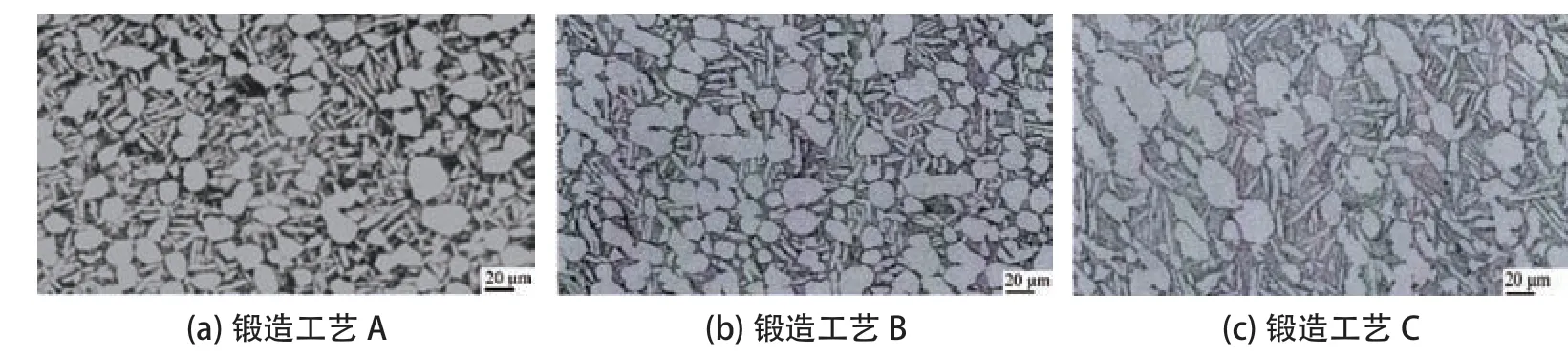
图4 不同锻造工艺固溶与时效后的显微组织
锻造与热处理工艺对合金拉伸性能的影响
表6 给出了经过锻造工艺A、B、C 和经过普通退火750℃后的室温拉伸性能。从表6 可以看出,采用普通退火工艺时,如在锻造过程中采取较大的变形量或采用锻后水冷工艺,有利于提高TC4-DT 合金的拉伸性能。

表6 经过锻造工艺A、B、C 和750℃退火后的室温拉伸性能
表7 给出了经过锻造工艺A、B、C 以及准β 退火工艺945℃+985℃+730℃后的室温拉伸性能。从表7 可以看出,采用准β 退火工艺时,如经过锻造工艺A,由于发生了再结晶,出现了混晶组织,降低了TC4-DT 合金的拉伸性能。锻造工艺B 经过大变形和水冷工艺及准β 退火工艺时,没有发现再结晶混晶组织,可能是因为增加了水冷工艺,产生了足够多的晶体缺陷,在再结晶的过程中,形成了足够多的晶核而并未出现二次或三次再结晶现象。锻造工艺C 经过小变形和准β 退火工艺也没有发现二次或三次再结晶现象。经过锻造工艺A,再经过普通退火或两相区固溶+时效热处理后,也没有发现二次和三次再结晶现象。所以,经锻造工艺A 和准β 退火热处理工艺出现的二次或三次再结晶,可能是因为锻造工艺A变形产生的晶体缺陷和β相区加热综合因素造成。

表7 经过锻造工艺A、B、C 和945℃+985℃+730℃准β 退火后的室温拉伸性能
表8 给出了经过锻造工艺A、B、C,以及930℃+550℃固溶加时效热处理后的室温拉伸性能。从表8可以看出:

表8 经过锻造工艺A、B、C 和930℃+550℃固溶与时效后的室温拉伸性能
⑴采用两相区固溶+时效工艺时,如在锻造过程中采取较大的变形量或采用锻后水冷工艺,有利于提高TC4-DT 合金的拉伸性能。
⑵比较表6、表7、表8 的拉伸性能可以看出:两相区固溶+时效工艺能得到较好的强度和塑性指标。
锻造与热处理工艺对合金断裂韧性的影响
表9 给出了经过锻造工艺A、B、C 以及普通退火800℃、准β 退火工艺945℃+985℃+730℃和930℃+550℃固溶加时效热处理后的断裂韧性。从表9 可以看出:
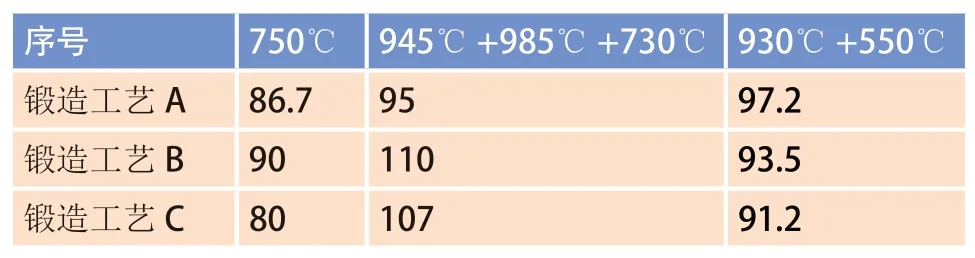
表9 断裂韧性(MPa·mm1/2)
⑴采用普通退火工艺时,如在锻造过程中采取较大的变形量或采用锻后水冷工艺,有利于提高TC4-DT 合金的断裂性能。
⑵β 退火工艺和两相区固溶+时效工艺能得到较好断裂韧性指标。
结论
本文主要研究了不同锻造与热处理工艺对TC4-DT 合金自由锻件的显微组织和力学性能的影响。不同的改锻工艺、不同的变形程度以及不同的热处理制度对TC4-DT 合金的组织演变规律,并探讨了其对室温拉伸性能、断裂韧性的影响,得到以下结论:
⑴TC4-DT 两相钛合金在α+β 两相区锻造时,随着变形量的增加,晶粒被逐步拉长、破碎与变形。初生α 相将呈球化趋势,部分发生β 转变,α 相含量相对变少,且尺寸也相对变小,同时组织更加均匀。
⑵TC4-DT 两相钛合金在α+β 两相区锻造过程增加水冷工艺,组织中存在马氏体转变,在后续的变形过程中部分片层α 相得到破碎,并容易发生再结晶,能导致α 相含量相对增多,次生α 相长宽比变小,后续的变形过程中产生许多细小晶粒。由此可知,水冷工艺能够细化晶粒。
⑶在较大截面或大型TC4-DT 自由锻件在大变形锻造之后,由于变形不均匀,冷却速度不均匀,晶格缺陷和位错密度增高或畸变能增高等综合因素,在β相区加热和冷却后,为个别晶粒的粗大提供了条件。对于较大截面或大型的TC4-DT 自由锻件应避免采用β 相区加热的热处理工艺。如为获得高的损伤容限值而必须采用时,可考虑采用多道次、小变形的锻造方式或者热处理时减少锻件的有效截面,或者采用大变形量和锻后水冷的锻造工艺避免晶粒的局部粗大。
⑷采用适当增加锻造变形量或在两相区大变形锻造后增加水冷工艺,再采用两相区进行固溶、时效处理制度后能够起到细化晶粒的作用。
