现代化锻造生产中锻件折叠成因分析及控制
2023-06-19李艳李腾飞巨军荣张向卓陕西法士特齿轮有限责任公司
文/李艳,李腾飞,巨军荣,张向卓·陕西法士特齿轮有限责任公司
根据以往生产中的实例,分析了工厂锻造生产中的折叠现象。本文从成形过程、下料、脱模剂使用、钢材表面缺陷等几个方面分析讲解了折叠的形态、成因、现场控制排除方法等,都是现场质量控制的实用型方法,文中同时讲到了新的生产线、新的锻造生产方法等内容。
随着锻造自动化生产线、精密设备(图1)的引进,我公司锻造水平得到很大的提升,锻件向小余量和精锻的方向发展;机器人的投入使用代替了部分人力,锻造自动生产线连续生产节拍时间达到6 秒,与之配套的精密剪切机每分钟可以剪切约20 件,高效率使锻造产能得到大幅度提升。自动化程度的提高对各方面配套提出了更高的要求,也要求锻造过程缺陷可控,否则会造成极大损失。虽然目视和测量能发现的缺陷容易控制,但是隐性的缺陷就很难控制了。
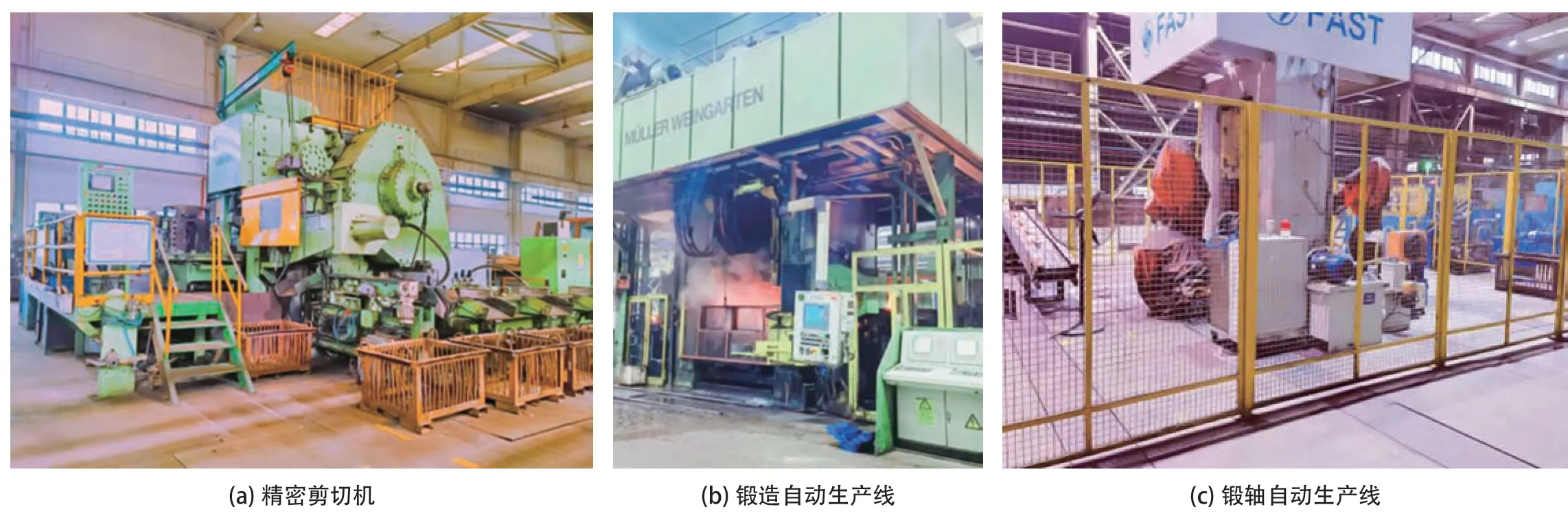
图1 自动化精密设备
提出问题
折叠的界定
公司锻造车间闭式锻造的推行,精化余量锻件,精锻齿和锻出油槽等工艺的开发使锻造工艺水平跃上新台阶。锻件成形缺陷主要有未充满、折叠、同轴度超差、磕碰、油槽变形等。其中锻造折叠因为不易被发现而最难被控制,折叠是金属变形流动过程中与氧化过的表层金属汇合到一起而形成的。折叠不仅减少了零件的承载面积,而且工作时,由于此处的应力集中往往成为疲劳源。有折叠的零件在后续工序(主要是热处理时),折叠尾端常常会扩展,在后扩展的部分形成裂纹;末端呈尖形,其表面一般无氧化、脱碳现象。折叠成为裂纹产生的一种诱因,所以折叠对锻件的危害极大,技术文件中规定锻件上一般不允许有折叠。
现状
锻造车间的锻件生产是工厂产品加工的第一道工序,后面还有粗车→精车→产品热处理等。在锻件上或成品件上,也可能出现后续工艺不当、使用维护不当或者设计与选材问题等引起的质量问题,以及其他类似裂纹的缺陷。锻件质量分析如图2 表示,在公司内部剔除热处理、表面处理、冷加工产生的缺陷,剩余就是锻件本身存在的缺陷;设计选材和使用维护的缺陷由公司定性。
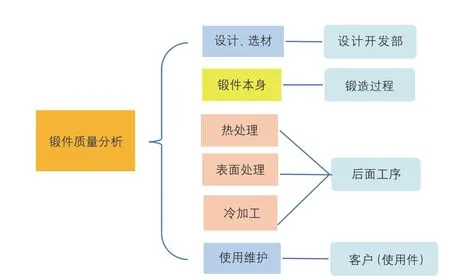
图2 锻件质量分析
因为锻造折叠通过目视不易发现,而且其和后工序产生的裂纹不易被区分,造成分析困难,所以应在锻造工序尽早控制。但是由于其成因复杂且属于隐性缺陷,难以避免被转出。基于加强工序间沟通,前工序服务后工序,所以锻造车间经常协助发现缺陷工序车间共同查找和解决问题,群策群力并以期“去伪存真”。再运用先进的BIQ(Built-In-Quality)共铸质量管理方法,对折叠从现象、原因、产生、排除等几方面层层分析,以期提高锻件质量。
技术人员于2016 年7 月在齿轮加工车间处理反馈的问题时,发现该批精车件(8620H 材质)上有图3 所示的目视缺陷,特征是在产品上分布无规律,无氧化发黑,技术人员判断其是非锻造过程引起,对其进行了送检确认,同时避免了大量的挑拣工作。基于疑似“裂纹、折叠”给锻造车间带来的大量额外工作和影响,车间技术人员有必要对锻造工序中的折叠成因进行分析,做到“知己”。

图3 目视缺陷
查找与排除问题
如图4 所示,从本厂生产实际出发,技术人员总结出锻造生产中的折叠成因,主要产生在以下几个方面。
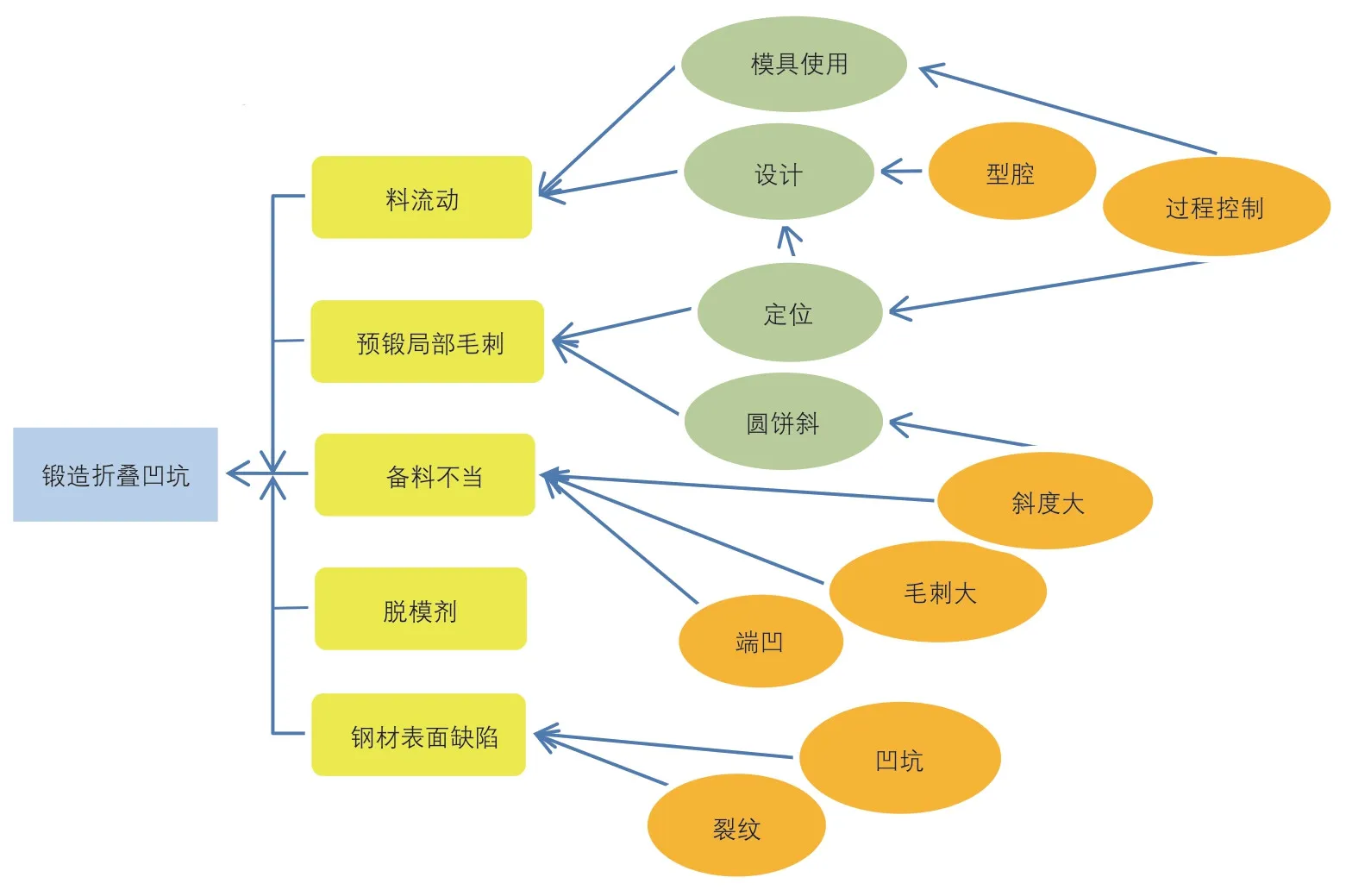
图4 锻件上的折叠形成因素

图5 锻件凸圆弧上的折叠

图6 模具圆弧塌陷引起的折叠
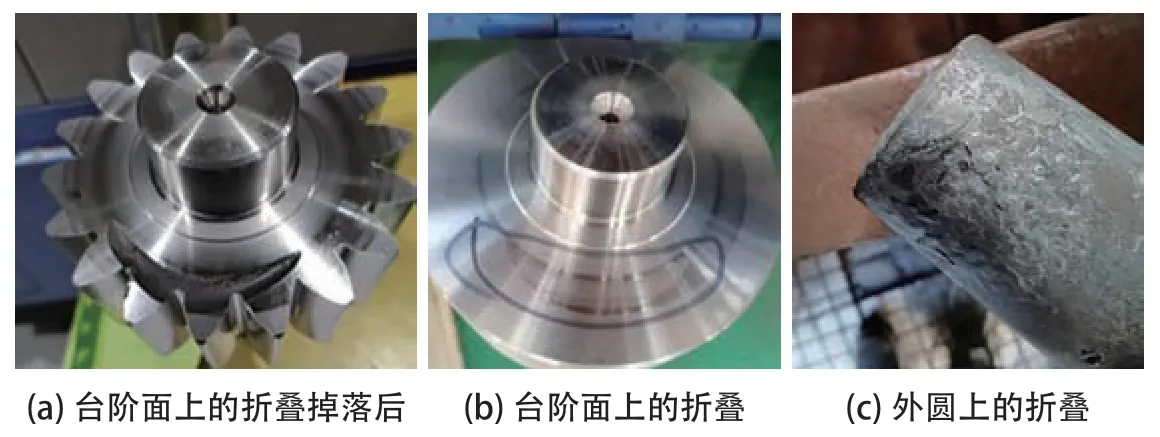
图7 刮料压折
锻造成形折叠
锻造折叠可以是两股(或多股)金属对流汇合而形成;也可以是一股金属的急速大量流动将临近部分的表层金属带着流动,两者汇合而形成;也可以是由于金属发生弯曲、回流而形成;还可以是部分金属局部变形,被压入另一部分金属内而形成,一般发生在圆角部位。我公司锻造设计中使用DEFORM-3D 模拟软件,主要用来分析金属流动的趋势,在设计工作中可以有效分析金属流动情况,对成形折叠的发生起到一定的预防作用。几种常见成形折叠见表1。
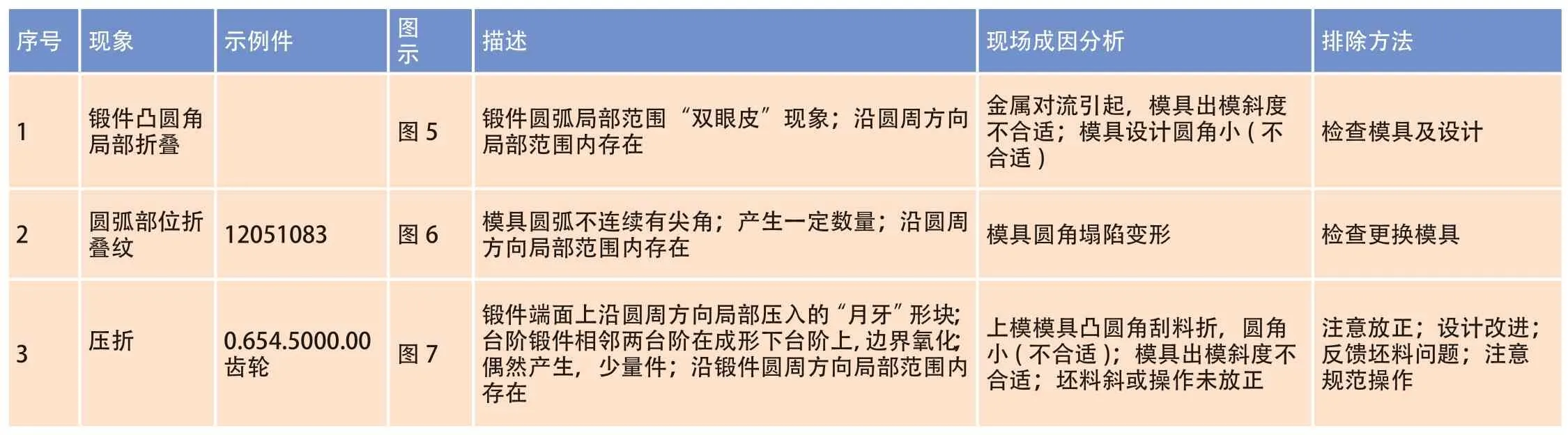
表1 几种常见成形折叠
闭式锻造预锻毛刺压入锻件、异物压入锻件
锻件在热模锻压力机(图8)上进行闭式锻造,有镦粗、预锻、终锻三道工步。回转体锻件由于镦粗制坯分料不均匀,造成预锻成形时局部会挤出毛刺,终锻时毛刺压折在锻件上端面外圆处形成折叠;型腔中掉落的异物被毛边压折在锻件端面或其他部位也会引起折叠。压入折叠实例见表2。

表2 压入折叠实例

图8 热模锻压力机

图9 挤出毛刺压折

图10 异物压伤
剪切坯料端面缺陷及引起的锻造缺陷
精密剪切机是一种高效自动化的下料设备。表3列出了我公司的老式剪切机易出现的缺陷,我公司锻造车间备料二期和三期引进的万阳精密剪切机,在刀座的上刃下方设计了托料器,相比老式剪床剪切质量改善明显,如图11 所示。

表3 剪切缺陷实例

图11 剪切料断面质量良好

图12 端斜和压扁

图13 剪切裂纹
在备料工段,圆锯机锯切出的料端面质量好,料段重量精确。普通带锯机精度低,锯切时易出现端面斜度大的料。生产中个别轮辐窄的锻件,例如出口件23160(副箱中间轴传动齿轮,材质8620RH),极小的剪切毛刺(符合剪切质量要求)也会引起折叠。经过分析该类锻件轮辐窄,毛刺料水平流动范围小,由于流动时受阻积留在锻件轮辐部位。这类品种现场将剪切下料改为锯切下料,以消除毛刺,消除这个品种的轮辐折叠。
自动生产线脱模剂失效引起的折纹
公司的锻造自动生产线(图14)是锻造车间自动化程度最高的生产线,冲孔后的锻件自动转入正火炉,主机的两条步进梁代替人工操作,产能提升很大。主要生产镦粗类圆饼件,除了锻造成形的常规折叠外,偶然有自动喷雾润滑时润滑剂失效,造成金属流动受阻造成的折纹(图15),一般形状不规则,但这种缺陷极少出现。

图14 自动生产线成形

图15 轮辐折叠
轧制过程中的螺旋形折纹
我公司的楔横轧成形是一种采取回转成形方法,通过局部连续塑性成形轧制轴类件。与锻造成形相比,工作载荷小、设备质量轻、生产率高、产品精度高、工作环境好,易于实现机械化和自动化。由于楔横轧的成形特点,容易出现由模具引起的表面缺陷,如螺旋状凹痕和中心疏松等,这些缺陷与外部螺旋形连续压折区别明显,而从外部螺旋形连续压折判断,明显是由于原材料裂纹所引起。如图16 所示的67051105(二轴)出现的对称或非对称连续线,特征包括较长范围,少数件(一般产生在一根上,有时在某炉号钢材集中出现)。生产中由操作工仔细观察,并挑出隔离缺陷件,同时向上级反馈。

图16 轴表面压折
供楔横轧机(图17)生产用的锯切好的料段,轧制时如果表面有压折就需要对其做磁粉探伤以剔除缺陷料。钢材内部缺陷对轧件质量影响较大,在生产中对轧件心部的质量检测一般使用超声波探伤仪。

图18 钢材表面螺旋形凹坑
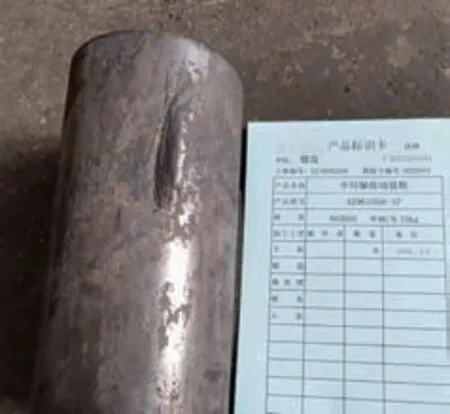
图19 钢材表面凹坑

图20 钢材表面轴向细裂纹


图21 圆饼鼓形部分竖裂纹

图22 锻件外圆轴向裂纹

图23 锻件端面径向细纹

图24 直供件表面凹坑

图25 机加工时出现的目视缺陷
钢材表面缺陷压入锻件表面形成的裂纹等其他缺陷
工厂采购的轧制钢材表面,由于生锈(也称黄皮料)和轧制氧化(青皮料)的原因,在生产中不易发现其表面缺陷,但在散开和锯切备料时可以发现部分表面缺陷。常见钢材表面缺陷及引起的后续工序缺陷见表4。

表4 钢材缺陷及引起的后续缺陷实例
以上钢材表面缺陷分析未对成因做深入研究,只对缺陷现象做了较细致归类,以方便生产中操作者做比对筛出。钢材经过加热、锻造,其表面缺陷会压在锻件表面,外观类似锻造折叠,造成质量隐患。锻造车间必须剔除材料问题,排除干扰“因素”才能有效分析整个锻造过程。锻造车间鼓励员工积极反映材料的外观问题,并且奖励贡献大的个人,且报送公司授奖。这极大提高了职工的积极性,使材料问题应发现尽发现,并可以得到快速处理。公司材料中心和质量检验部门通过先进的理化手段,能够迅速对发现的材料内外部缺陷定性。
总结
根据锻件上的缺陷在下料、锻造工序以前是否存在来划分缺陷责任,锻造成形折叠、闭式预锻毛刺压入、异物压伤,剪切坯料端面缺陷等引起的折叠都属于是锻造过程引起。
根据以上“折叠”成因分析,锻造过程中折叠和钢材表面缺陷是折叠产生的两个方面。在发现钢材缺陷方面,本公司锻造车间采取生产中本工序筛查隔离,同时报质量部门,质量部门通知后工序进行示警。在隔离钢材缺陷方面,锻造车间做了很多工作,对后面工序发现的裂纹,经由锻造技术人员在服务中采用确认是锻造折叠还是钢材裂纹。分辨锻造折叠和材料裂纹时,技术人员采用互为确认、排除的方法,从缺陷的外观形态和形成过程进行分析,以达到快速分辨并给质量部门提供初判意见。粗车→精车→产品热处理也有自己的技术手段来分析本工序缺陷,质量管理部采用的这种逐单位责任分离的方法有利于准确快速地解决问题。
在提升锻件质量的道路上,我们锻造人一直在努力。

