碳中和目标背景下包装行业发展的对策
2023-06-15李梓昱杨倩倩蒋海云张巍然吴威吴国华曾海兰
李梓昱,杨倩倩,蒋海云,,张巍然,吴威,吴国华,曾海兰
(1.湖南工业大学 包装与材料工程学院,湖南 株洲 412007;2.湖南工业大学 先进包装材料研发技术国家地方联合工程研究中心,湖南 株洲 412007)
自工业革命以来,全球发展在很大程度上依赖于对自然资源的过度开发。随着化石燃料的广泛使用,大气中温室气体浓度不断增加,从而导致全球变暖。因此,碳中和逐渐被提上日程,即要求进入大气的温室气体排放量和吸收量之间达到平衡。
碳中和不仅是环保问题也是贸易问题。目前,中国是世界上最大的碳排放国,2021 年中国的碳排放占全球二氧化碳排放量的45%[1-2],并且还呈现增长趋势。美国和欧洲在2010 年以前碳排放量就已经达到峰值。在绿色革命的浪潮下,未来已经实现碳达峰和碳中和的国家可能会在征收碳关税上不断加码,这将使得中国等发展中国家高碳排放产品越来越缺乏竞争力。因此,碳中和对中国发展的战略地位极其深远。
2020 年9 月22 日,在联合国大会上,中国承诺将采取更加有力的政策和措施,力争到2030 年达到碳排放峰值,到2060 年实现碳中和。目前已经发布了指导方针和行动计划,以推进低碳技术和可再生能源的发展和推广。包装行业作为中国国民经济发展的重要组成部分,也是实现碳中和目标至关重要的一部分。目前,碳中和技术围绕着能源结构、可再生能源利用和碳吸收开展。从包装生命周期来看,包装在废弃处理过程中由于焚烧造成二次碳排放以及在制造过程中使用碳排放因子较高的化石能源是包装行业高碳排放的主要原因[3]。由上述分析可知,为实现包装行业碳中和目标,可以从减少碳排放和增加碳吸收两方面进行探索。
本文结合包装生命周期理论,从减少碳排放和增加碳吸收两方面,总结碳中和技术的现状、应用前景,并分析包装行业实现碳中和目标存在的问题与挑战。
1 碳减排策略
人类活动导致了地球变暖和出现极端天气条件的频率增加,其主要原因是化石资源的开采导致CO2的大量排放[4]。以2019 年为例,塑料生产消耗了全球石油供应总量的5%,向大气中释放了8.5 亿t 的CO2,占全球CO2总排放量的2%[5]。与塑料相关的CO2排放中,61%是由原料提取产生的,30%来源于聚合物生产,而只有9%与废弃物处理阶段有关[4-5],并且露天焚烧塑料废弃物可能会增加1 亿t CO2当量的排放量[6]。石化塑料产能正在增长,到2050 年,这种增长可能导致塑料生产和焚烧产生280 亿t 的CO2排放量,占全球CO2排放量的10%~15%[4-5,7]。并且,由于新冠疫情的影响使得一次性包装制品用量增加,会进一步增加碳排放量。研究结果表明,回收现有的塑料可以减少25%左右的CO2排放量,将现有工艺转换为可再生能源供应将减少62%的CO2排放量[8]。因此,碳减排策略可围绕新材料和新能源展开。在新材料方面,包装行业可以按照图1 的方式,通过研发可取代石油基聚合物的包装材料和开发包装材料高效回收技术实现碳减排。在新能源方面可配置清洁能源加工生产包装材料及制品达到碳减排的目的。
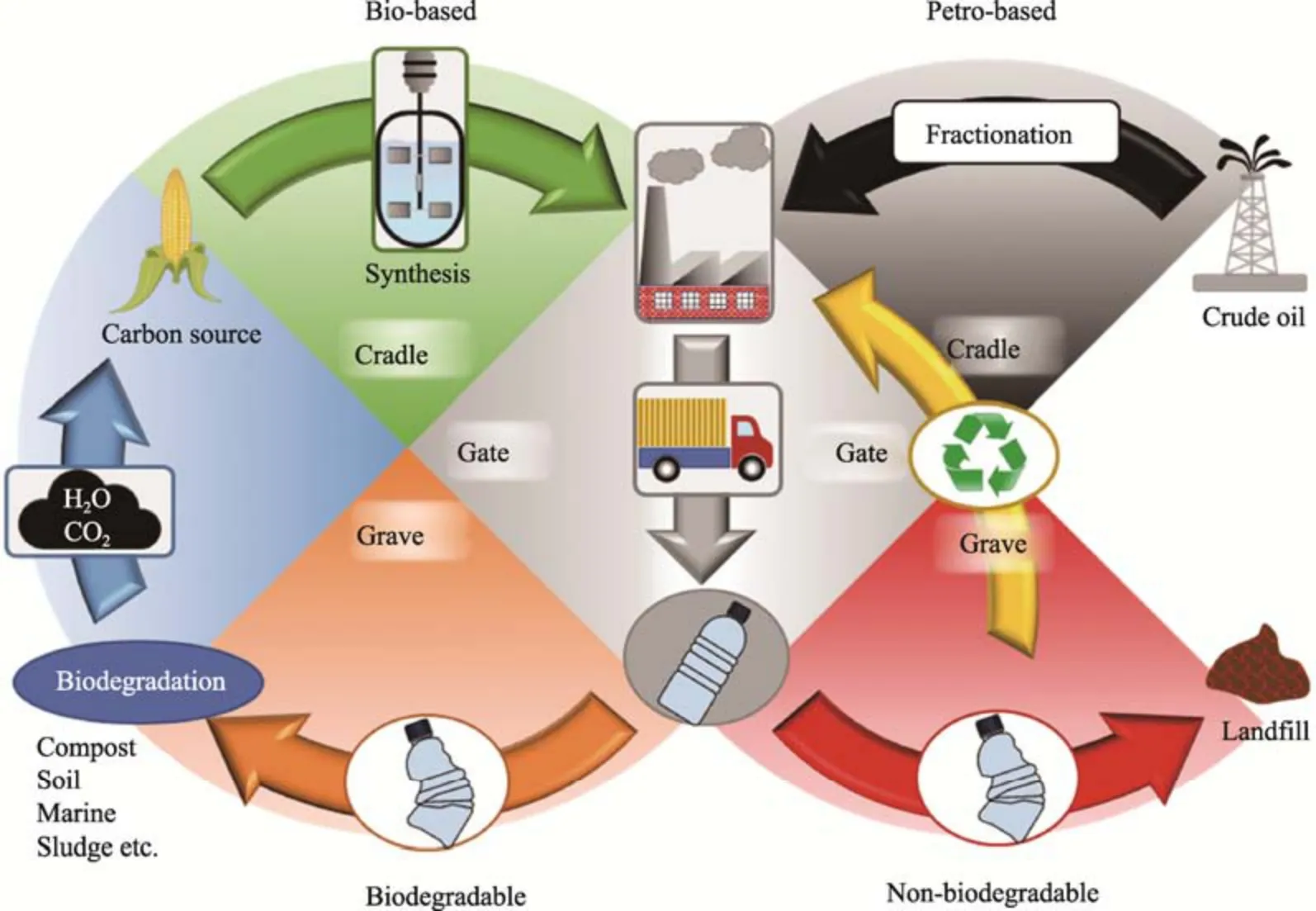
图1 包装材料碳减排减排方式[9]Fig.1 Carbon reduction emission reduction methods of packaging materials[9]
1.1 可取代石油基聚合物的包装材料
为了减少对化石资源的依赖,生物基聚合物可以通过使用可再生的非化石资源降低碳排放。遗憾的是,相关研究还不够充分,尚且无法准确评估生物基聚合物的使用对包装行业碳减排会产生多大影响。目前研究人员使用生命周期评价(Life Cycle Assessment,LCA)等工具评估生物基聚合物和化石基聚合物对环境的影响。研究结果显示,使用生物基聚合物取代石油基聚合物每年可以节省2.41~3.16 亿t CO2当量的排放[10-13]。对于总体环境变化,由于缺少足够的相关数据支撑,尚不能确定生物基聚合物取代石油基聚合物将产生积极作用。
大量LCA 的研究显示,生物基聚合物使用可再生资源生产能大大降低全球变暖的可能性。然而,这种积极作用往往被原料种植时使用肥料和杀虫剂导致土地酸化和富营养化的副作用所抵消[10,14-15]。改善原材料的供应链,采取措施减少农药使用和废弃物焚烧可减少使用生物基塑料带来的负面影响[16]。LCA 的结果在很大程度上还取决于生产阶段使用能源和加工效率的假设。一些LCA 会将生物基聚合物与较高的能源使用联系起来,从而对最后结果造成影响[10,14,17]。生物基聚合物如果使用填埋的方式进行废弃物处理往往导致LCA 的研究结果较差,而一旦考虑到回收情况就会比较乐观[17]。所以,生物基聚合物减少碳排放的能力高度依赖于材料制造工艺和废弃物处理方法。
目前,生物基聚合物可分为2 种:天然生物基聚合物和合成生物基聚合物。天然生物基聚合物已广泛用于制备包装材料,例如纤维素、淀粉、蛋白质等,并且都具有可生物降解性能。合成生物基聚合物主要来源于小分子生物质,例如氨基酸、植物油、呋喃和脂肪酸等。但是合成生物基聚合物不一定具有可降解性能,因此,开发和使用可降解的生物基聚合物成为了研究热点。目前,可降解的生物基聚合物主要分为3类:由生物质衍生单体合成的聚合物、由微生物或细菌制成的聚合物和天然聚合物。在包装中应用最多的可降解生物基聚合物有聚乳酸(Polylactic Acid,PLA)、淀粉、纤维素、聚羟基链烷酸酯(Polyhydrox-yalkanoates,PHA)及其衍生物。
1.1.1 生物质衍生单体合成的聚合物
常见的生物质衍生单体包括脂肪酸、氨基酸、木质素等。生物质衍生单体可以直接从生物质原料中提取,也可以通过化学或生物转化分解得到。
PLA 是典型的由生物质衍生单体合成的聚合物。PLA 是由右旋型乳酸(D-Lactic Acid,DLA)和左旋型乳酸(L-Lactic Acid,LLA)对映异构体聚合而成。因为PLA 具有高机械强度、优异的热成型能力、生物相容性、单体可再生性和易于堆肥,已经在食品包装中获得应用[18–20]。此外,与传统的石油基聚合物相比,PLA 的生产可减少15%~60%的碳排放和25%~55%的能源消耗[21]。但是PLA 固有的脆性、低耐热性和水蒸气阻隔性差,限制了其在包装中的广泛使用[22]。改善PLA 性能的技术包括共聚改性法和物理共混[23]。使用PLA 与三甲基六亚甲基二异氰酸酯(Trimethylhexamethylene Diisocyanate,TMDI)反应得到力学性能明显改善的PLA[24]。对于质量分数为5%TMDI 改性的PLA,断裂伸长率从2.5%可增加到52.8%,抗冲击强度从46.3 J/m2可提高到73.2 J/m2。使用聚己内酯–g–淀粉纳米晶和PLA 共混得到的复合材料[25],在添加聚己内酯–g–淀粉纳米晶的质量分数为5%时,抗拉强度从43.4 MPa 增加到57.2 MPa,断裂伸长率也达到纯PLA 的10倍以上。采用共混法制备得到的PLA和乙烯乙基醇(Ethylene -Vinyl Silane,EVOH)共混物[26],当EVOH 的质量分数为50%时,PLA 的氧气渗透系数从17.5 mL·mm/(m2·d)降低到5.5 mL·mm/(m2·d),水蒸 气 渗 透 系 数 从 1.5×10−14kg·m/(m2·s·Pa)降 低 到0.6×10−14kg·m/(m2·s·Pa),氧气和水蒸气阻隔性能都得到了提升。通过一系列的改性方法确实提升了PLA的应用性能,并使得聚乳酸成为当前使用量较大的生物基塑料。
值得关注的是生物质衍生单体可以减轻与材料制造、使用或降解相关的毒性影响。例如,双酚A可赋予材料刚性,是塑料包装材料的常用添加剂。但它也是一种内分泌干扰物,摄入过量不利于人体健康。采用生物质衍生芳香族单体替代双酚A,通过额外的环取代可降低相关材料毒性和对内分泌的干扰[27-28]。因此,生物质衍生聚合物具有应用于食品包装中的潜力和优势。除此以外,羟基酸、内酯、胺、醛和酮在生物质中也普遍存在,因此存在着用生物基聚合物替代石油基聚合物的可能。
1.1.2 微生物或细菌制成的聚合物
PHA 是由微生物通过各种碳源发酵而合成的不同结构的脂肪族共聚聚酯。目前通过单体单元的潜在组合可以形成无数种PHA 共聚物。研究发现有超过91种构成不同的聚羟基链烷酸,且数量还在不断增加[29]。其中,聚3–羟基丁酸酯(Poly-3-hydroxybutyrate,P3HB)具有较好的等规性,因而具有较好的结晶度[30],使得其具有优于其他塑料包装材料的气体阻隔性能。并且凭借其可生物降解的特性,PHA 形成了从原料到制品再到原料再生的闭环,很大限度地减少了对环境的影响[31],显示出替代当前一次性制品的潜力,如一次性瓶子、瓶盖、泡罩包装等。但由于材料本身的气味问题限制了PHA 在包装上的应用[32]。
1.1.3 天然聚合物
天然聚合物是从天然原料和可再生资源中提取的聚合物。在包装方面应用最多的天然聚合物主要有淀粉、纤维素和藻类。
1.1.3.1 淀粉
淀粉是一种自然界大量存在的天然聚合物。淀粉包括支链淀粉和直链淀粉2 种类型。两者的比例显著影响着聚合物的物理化学性质,较高的直链淀粉含量有助于提高聚合物的强度,支链淀粉会导致聚合物的拉伸强度降低。天然淀粉在自然界中多以杂聚物的形式存在,并以不同的形式与常规聚合物共混生产生物基聚合物。多项研究表明[33–38],淀粉共混聚合物具有低透水性、高拉伸强度和更好的热稳定性,并且在好氧和厌氧环境中都容易降解,释放出的副产物可作为化学产品。再加之淀粉基聚合物具有资源可再生、可生物降解和氧气阻隔性高的特点,其在包装领域的应用前景广阔[39-40]。
1.1.3.2 纤维素
纤维素同样具有来源广泛和可生物降解的特点。纤维素原料可来源于棉绒、玉米壳、小麦、稻米、玉米和大麦秆等植物副产品或农业废弃物,在价格上具有竞争力。由植物副产品或农业废弃物改性得到的醋酸纤维素(Cellulose Acetate,CA)在土壤和水中都能有效分解,并且回收效率较高。由亚麻纤维和棉绒制成的CA 在堆肥模拟实验中14 d 内分别损失了初始质量的44%和35%[41]。除此以外,纤维素和纤维素衍生物制成的涂层和可食用薄膜还能有效提高新鲜农产品的保质期。纤维素胶可防止水果的酶促褐变,并且添加蛋白质可进一步增强纤维素胶对新鲜水果氧化的抑制作用[42]。与其他生物基聚合物相似,纤维素类聚合物的机械强度不高,而且纤维素材料的溶胀行为、低抗润湿性限制了其在包装行业中的应用。目前,已有通过羟基酯化的方式来提高机械强度[43]和采用表面疏水改性的方法提高纤维素类聚合物的抗湿性能[44-46]的报道,进一步增加了纤维素类聚合物作为包装材料应用的可能。
1.1.3.3 藻类
藻类塑料具有较高的光合效率和生长速率,也逐渐受到关注。藻类生物质不与食物来源竞争,有可能成为生物基聚合物持续的来源。到目前为止,已有2种方法可从藻类中获得生物基聚合物。一种是在机械或物理挤压后将藻类生物质与增塑剂和添加剂进行复合得到;另一种方法是提取在藻类细胞内培养的生物基聚合物,例如淀粉和聚羟基丁酸酯。小球藻和螺旋藻均已用于制备生物基聚合物。小球藻主要用于生物质和塑料共混材料中。通过使用甘油等增塑剂[47]和马来酸酐(Maleic Anhydride,MAH)等增容剂[48],使得藻类生物基聚合物材料的拉伸强度得到了提高,并且MAH 的添加也增强了材料表面光滑度[49],拓宽了其在包装中的适用范围。由于氨基酸含量不同,螺旋藻表现出与小球藻不同的混合特性[33]。可使用螺旋藻作为填料制得热塑性塑料,当螺旋藻质量分数达到30%时,其拉伸模量可从36.5 MPa 提高到273.1 MPa,而样品的水接触角可从41°降低到22°[50]。三角褐指藻、莱茵衣藻[51]及其联合体[52]被用于生产细胞内生物基聚合物(如淀粉或PHA)。但是,制备过程中因使用化学添加剂和增塑剂限制了它们在食品、饮料和药品包装中的应用。
虽然与石油基聚合物产品相比,生物基聚合物具有众多优点但也存在不足。尽管生物基聚合物减少了对化石燃料消耗的压力,但其生产工艺复杂导致成本较高,部分工艺不够成熟限制了它们的普及。随着可生物降解聚合物工业规模化生产的势头越来越大,生产工艺的不断改进,成本有望大幅降低。此外,回收的生物基塑料外观看起来与传统塑料相似,但如果没有贴上适当的标签加以区分,可能会污染现有的回收系统,甚至对野生动物和海洋环境有害[53]。而且,用于生物基塑料生产的作物种植可能会与用于粮食生产的作物形成竞争[54]。尽管如此,在过去几十年中,生物基塑料的使用量显著增加。为了推广生物基聚合物废物的大规模应用,实现可持续生产、使用和管理,需要建立适当的标准和指南。对生物基塑料进行生命周期评价,评估其对环境的影响[55],建立科学合理的生产、管理制度。
1.2 废弃包装循环利用技术
为了减少石化资源的使用和碳排放,另一个较理想的解决方案是通过化学循环的方式将包装废物直接转化为性能不变的聚合物生产原料(图2),即聚合物单体。

图2 通过解聚对聚合物废物进行化学回收[56]Fig.2 Chemical recovery of polymeric waste by depolymerization[56]
聚合物解聚成单体形式进行回收要满足热力学和动力学条件[57]。解聚反应焓必须超过聚合物单体平移所损失的熵才能使反应进行。反应达到平衡状态是指在该温度下吉布斯自由能的变化为零,意味着达到系统的临界温度。聚合物系统在低于临界温度时有利于聚合,而在高于临界温度时有利于解聚。为实现单体转化率大于99%的目标,系统必须远高于临界温度。焓与熵比值的大小决定了单体和聚合物之间完全互相转化所需的温度之差。许多聚合反应温度差大大超过了这个阈值,并且由于吉布斯自由能太高,无法实现单体与聚合物之间的循环。所以,成功的化学回收过程必须在聚合和解聚能量之间取得平衡。
聚烯烃由sp3杂化C−C 和C−H 键组成,解聚需要克服苛刻的条件才能实现热解相关的高活化势垒[58]。聚乙烯(Polyethylene,PE)和聚丙烯(Polypropylene,PP)就是典型的通过C−C π 键加成形成的聚烯烃,很难通过热解的方式解聚成为单体。PE 的热解对单体仅实现了适度的选择性,转化率只能达到25%,大多数产物是其他气体或者少量的碳[59]。PP 只有在使用电感耦合等离子体反应器时才能实现转化率大于94%的高选择性[60]。聚氯乙烯(Polyvinyl Chloride,PVC)由于竞争反应,永远不会生成氯乙烯单体。聚苯乙烯(Polystyrene,PS)的解聚会产生大量的副产物,如苯乙烯、甲苯、α–甲基苯乙烯、1,3–二苯基丙烷以及苯乙烯二聚体和三聚体[61],使得回收后的分离过程极为烦琐。但还是存在聚烯烃可以完全转化成单体的案例。聚甲基苯乙烯(Polyparamethylstyrene,PAMS)和聚甲基丙烯酸甲酯(Polymethyl Methacrylate,PMMA)都可以几乎完全恢复为单体[62-63]。然而,他们的力学性能无法与聚烯烃相比,都没能在商业中广泛运用。
理论上,任何通过开环聚合生成的高分子都可以实现化学单体循环。多数聚酯都是通过开环反应制备,并且存在易受亲核攻击的高极性sp2氢化羰基键(C=O),因此聚酯是化学回收的理想候选者[64]。聚对苯二甲酸乙二醇酯(Polyethylene Terephthalate,PET)是包装中用量最大的聚酯类材料,同时PET也是在聚合物化学回收方面研究最多和商业应用最为成熟的材料。如图3 所示,目前PET 主要的化学回收反应:水解为对苯二甲酸,甲醇分解为对苯二甲酸二甲酯,氨解为对苯二胺,对苯二甲酸氨解成二元胺,糖酵解为双2–羟基乙基对苯二甲酸酯和还原性解聚[65]。除此之外,由七元环ε–己内酰胺合成的尼龙 6 也是化学单体回收的理想材料。自 1960年以来,人们一直在研究尼龙6 的解聚回单体的技术,并且尼龙6 的化学回收已经有了几十年的商业运营[66-67]。但是通过化学回收获得的单体来生产的尼龙6 只占到了全球每年尼龙6 产量的2%[68]。从尼龙6、PMMA 和PAMS 的例子中可以看出,即便聚合物满足化学循环的热力学和动力学要求,也不足以确定其商业实用性。

图3 PET 化学回收方法[69]Fig.3 PET chemical recycling method[69]
在聚合物单体化学回收方面还存在着一些挑战。可化学循环材料的回收量与它们的生产规模大致成反比。PS 和PET 的产量与其他包装材料的产量相比较低,但PS 和PET 的单体回收率都可达到90%以上[51,65]。然而,对于生产量最大的3 种聚合物,PVC、PE 和PP 的回收率却不尽如人意。PVC 在化学原理上是不可能实现单体回收的[70],PE 和PP 是极不易进行单体回收。另外,目前研究关注单体回收的都为单一树脂,但包装废弃塑料多为复杂的混合物,除了多层复合材料外,还包括染料、稳定剂、增塑剂、填料和其他制造添加剂[71]。这些助剂的加入可能会对聚合物系统的临界温度和单体回收率产生影响。目前,仅有少量通过共价适应网络(Covalent Adaptable Networks,CANs)来实现单体与材料添加剂分离的案例。Christensen 等[72]通过动态共价二酮烯胺键实现塑料的闭环回收。在强酸性条件下,单体从染料、无机填料、阻燃剂中回收和分离。对大部分复合材料体系还需要开展大量的研究工作。
1.3 清洁能源
使用清洁能源和改善能源结构是实现碳减排的另一种重要途径。2021 年,全球能源燃烧和工业生产过程中的CO2排放量回升,达到有史以来的最高水平[73],并且与2020 年相比排放量增长了6%,达到36.3 千兆t[73]。预计到2050 年温室气体排放量将增加50%,并且其中增量的70%与能源相关[74]。由此可知,清洁能源的使用将减少大部分的碳排放。使用清洁能源也是包装行业实现碳中和目标的重要途径。当前主要的清洁能源技术如表1 所示。从表1 可知,推广应用太阳能、风能等可再生能源被认为是实现碳中和的最重要和最有效的手段。核能和氢能因具有资源消耗低、污染风险低的优势,被确定为保障国家能源安全和实现“碳中和”目标的战略途径。此外,生物质能源的利用也是能源结构重组的关键。

表1 清洁能源技术Tab.1 Clean energy and technology
木质纤维素生物质既是纸包装原料,也是常见的生物质燃料。因其来源广、产量大,是包装行业值得关注和利用的能源转换材料。其能量转化方式包括化学转化和生物转化。化学转化方式主要包括气化、热解和燃烧。通过燃烧产生的生物质能大约占化学转化方式能源总量的90%[74]。热解可以在没有氧气的情况下,在400~1 000 ℃的温度下通过热分解将生物质转化为酸、酯和醇等化学产品。气化转化则通过使空气、氧气或蒸汽在500 ℃以上的温度下反应,将碳质材料转化为可燃气体或合成气体,产生H2、CO 和CH4等[75-76]。此外,化学转化还可通过酯化或酯交换将植物油和动物脂肪转化为脂肪酸酯以生产生物柴油[77]。生物转化最常见的方法是发酵和厌氧消化,将生物质转化为醇和烷烃等液体燃料、氢气或类胡萝卜素等不同类型的生物产品[78]。
尽管生物质资源丰富,但生物质能作为生产能源仍需解决一系列的问题。生物质运输到生物能源生产地点的高成本以及生物能源原料生产的可持续性较差的问题是制约生物质能使用的主要原因。目前,在生物质能利用方面的主要工作是提高生产力和降低成本,进一步扩大生物质能在能源消费总量中的比重。
煤炭、石油和天然气等化石能源仍占全球能源消费总量的主导地位。相比之下,不产生碳排放的太阳能和风能仅占能源消耗的小部分,而且存在不能持续供应的问题。如果用一刀切的方式来停止化石能源的使用既不现实,也会对国家经济造成影响。应采取逐步过渡的措施,考虑构建多种能源混合的体系。如图4,由能源和化学部门联系将灰色和绿色能源转化为甲醇和氨作为能源载体,能源转化为化学产品的过渡方式会更加平稳有效[79]。例如,近些年所提出的液态阳光,将太阳能与捕获的二氧化碳和水相结合,产生甲醇和酒精等绿色液体燃料[80]。

图4 多能耦合系统[79]Fig.4 Multi-energy coupled system[79]
2 碳移除途径
CO2捕获、利用和封存(Carbon Capture, Utilization and Storage,CCUS)技术是实现CO2移除目标的必要技术。CCUS 技术包括3 个不同的过程:将CO2从排放源中分离出来,CO2转化和利用,以及长期与大气隔离的地下储存。
2.1 碳捕捉
如图5 所示,CO2捕集的技术路线主要有燃烧后捕捉、燃烧前捕捉和氧燃料燃烧。
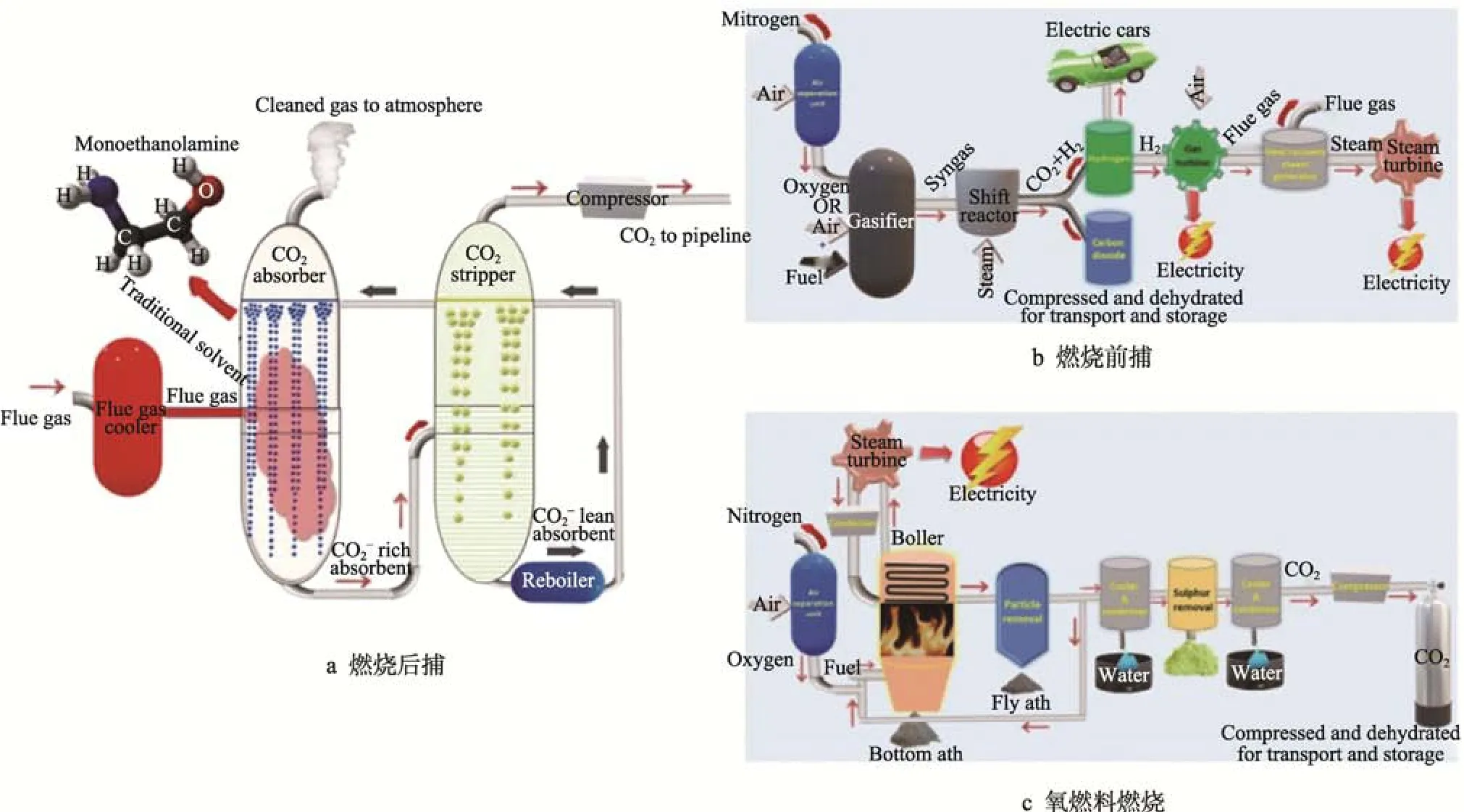
图5 CO2 捕集技术[86]Fig.5 CO2 capture technologies[86]
在燃烧前分离CO2的方法称为预燃烧。燃料气化成由CO 和H2组成的混合气,然后转化为CO2和氢气,再从H2中分离出CO2[81]。这一过程可以生成氢燃料,也可以妥善处理CO2,并且随着液化天然气技术的发展,运用得越来越广泛。
燃烧后从废气中分离出CO2,是能源系统中CO2回收的最简单方法。燃烧后捕集技术所采用的气体分离技术包括物理吸收、化学吸收、膜分离等。由于燃烧后烟气处理量大且CO2浓度低,所以化学吸收法是用于燃烧后二氧化碳捕获最合适的分离技术[82]。燃烧后捕集的优点是操作方便,不需要对发电系统进行过多的改造。但是由于N2稀释使得能源系统尾气中CO2的浓度通常很低,仅通过改进吸收器和优化工艺很难显著降低分离能耗。目前,燃烧后分离的研究重点是寻找高效吸收剂,并优化分离工艺以降低CO2分离的能耗。
针对常规空气燃烧存在稀释CO2的问题,研究人员提出了氧气燃烧法。如图5c 所示,燃料在O2和CO2的环境中燃烧,一部分烟气返回系统循环。通常烟气中CO2体积分数可达95%以上,所需的O2主要通过空气分离产生。其中空气分离技术包括使用聚合物薄膜、变压吸附和低温技术[82-84]。氧气燃烧的优点是烟气主要由CO2和蒸气组成,因此CO2分离的能耗接近于0。但由于需要制氧,空气分离装置的能耗较大,同时也会增加系统的额外投资。
目前碳捕获技术主要应用于电力行业,捕集由化石燃料燃烧产生的烟气中的CO2[85]。碳捕集技术可以被视为降低化石燃料燃烧造成CO2大量排放的一种补救手段。目前还没有碳捕集技术应用在包装行业中的案例。通过当前碳捕集技术的发展现状可知,碳捕集技术在包装废弃物焚烧处理和传统石油基聚合物包装材料生产过程中最具有应用潜力,因为这2 个过程中都伴随有大量的含CO2烟气排放。如果可以对包装废弃物焚烧过程中产生的CO2进行捕集并加以利用或封存,从包装的整个生命周期来看将极大地减少因碳排放而造成对环境的影响,甚至可能产生对可降解包装材料的挑战。因此,运用LCA 法比较使用碳捕集技术后的难降解包装和可降解材料之间碳排放的差异将具有重要意义。
2.2 碳利用
CO2化学利用指在一定的温度、压力和催化剂存在的条件下,将CO2转化为其他化学品的过程。CO2化学利用可以直接实现CO2的转化利用,具有一定的直接减排效果[87]。同时,这类技术还可以形成新的化学合成路线,替代石化燃料或原材料。为了促进二氧化碳的转化,人们开发了多种方法,如热化学催化、光化学催化、电化学催化等。
在CO2转化的各种方法中,热化学过程已得到深入研究,有些已商业化。在热化学催化中,将CO2整合到某些有机底物中,在催化剂的作用下形成新的C−X 键[76–92],以产生有价值的化学品。因为CO2在热力学上是稳定的,且在动力学上是惰性的,所以许多反应要在高温或高压下进行,使得光化学和电化学催化成为有吸引力的替代技术。光化学催化以取之不尽的太阳光作为能源,利用各种半导体作为光催化剂,在光照下进行CO2光还原。近年来,TiO2、ZnO、ZnS、SrTiO3和CdS 及其改性材料被用作催化材料,应用于将CO2催化还原为CO、CH4、CH3OH、HCOOH等燃料[93–97]。通过电化学方法将CO2还原是实现碳中和要求的重要途径[98-99]。电化学法能够将来自阳光和风的间歇性可再生电力转化为可储存的燃料和有用的化学产品。但是,光化学和电化学催化CO2转化尚未实现大规模的应用。因此,需要做更多的工作来提高现有路线的转化效率和探索高效的催化剂和反应介质。
除了上述3 种催化方式外,CO2的酶促和有机金属转化也是极具吸引力的碳利用方式。目前,已经成功应用上述方法获得各种有用的CO2还原产物,如CO、羧酸和环状碳酸酯[100–103]。然而,这些领域的发展仍处于起步阶段,需要付出相当大的努力来理解控制催化活性的结构特征和获得适用于将CO2转化为有用化学品的实用催化剂[104]。因此,应当加强催化剂的开发与应用。不论是在聚合物化学回收中还是在二氧化碳的利用中,合适的催化剂将有利于实现聚合物到单体的完美循环和产物的转化,并减少能量的消耗。催化剂结构微小的变化都会对聚合物的合成产生巨大影响,包括速率、拓扑结构、分散性、立构规整度和共聚单体的掺入。机器学习和分子动力学等计算方法可以成为帮助预测催化剂结构的工具[105-106]。
在现有的研究中,对CO2的利用通常都是将其转化为更有价值的产品。包装行业中可将CO2转化为可生物降解的塑料。例如,使用紫色硫细菌利用CO2和阳光生产PHA[107],以及将CO2作为原料制备具有化学循环功能的聚合物,如CO2和环氧化合物共聚合成脂肪族聚碳酸酯[108-109]。这些碳利用的例子不仅有利于碳中和目标的实现,还能够在包装行业发展循环经济。除此之外,包装行业还具有直接利用CO2的优势。例如,在食品包装中将CO2作为碳酸饮料的注入气体,利用CO2的抑菌作用还可以将其作为食品包装的保护气[110-111],以及使用CO2作为气柱袋的填充气[112]。利用以上优势,碳利用技术在包装行业实现碳中和目标过程中显示出了相较于碳捕捉和碳储存技术更好的适应性,巧妙地在包装生命周期中实现碳循环。
2.3 碳储存
自然封存是直接利用植物自身的固碳能力,通过对生态系统的修复和提升来封存CO2。自然封存可以同时兼顾环保和经济发展,但是周期较长且投入较高。人工封存是指通过工程技术手段将捕获的二氧化碳储存在地质构造中,可以实现从大气中长期隔离二氧化碳。封存地质体主要包括陆上含盐含水层封存、海底含盐含水层封存、枯竭油气田封存等[113]。但是,大量CO2注入引起的地震活动不仅本身会直接造成经济损失和人员伤亡,而且会使储存的CO2从地下泄漏,进而对周围的植物、动物和人类健康造成危害[114-116]。因此,运用地质封存的方法还需要进一步的评估。此外,在使用自然封存手段时要因地制宜,评估不同地区的自然封存能力。
3 结语
实现碳达峰和碳中和的目标还面临着很多挑战,需要多学科研究人员共同协作、共同努力。
随着碳中和目标的推进,新一代的包装材料可能会在这一过程中诞生。可以通过选择性转化植物和其他非化石生物原料来获得具有独特化学功能的生物基化合物,以开发新的聚合物来取代化石原料产生的聚合物。除此以外,还需要开发更高效、更具有选择性、更低能耗的包装制品回收工艺来处理来自石油基包装的废弃物。
对于达到碳中和的目标,首要解决的是能源问题。当提出碳中和目标时,希望清洁能源可以替代所有的石化燃料。然而,由于清洁能源不稳定,尚不能满足能源安全的要求。尽管大规模储能可以增强可再生能源的稳定性,但需要重新考虑其总成本和环境影响。此外,向清洁能源的过渡可能意味着需要对当前以化石燃料为基础的能源生产、传输和供应系统进行彻底的重建或改造,而这一成本是巨大的。所以,包装行业在推进碳中和目标时要从能源、经济、环境、政策等多方面进行考量,选取合适的低碳能源和碳中和技术。
