在线打孔中支卷烟通风率稳定性的研究
2023-06-07张莉强李宇飞王贺伟卢良海
张莉强 李宇飞 刘 浩 王贺伟 卢良海
(广西中烟工业有限责任公司,广西 柳州 545005)
降焦除害是卷烟制造行业必须研究的重大课题。卷烟制造企业通常通过控制卷烟的通风率来达到降低卷烟焦油和有害成分的目的,而实现卷烟通风率稳定控制的最常用技术为在线激光打孔[2]。为了给市场提供降焦减害的产品,目前的烟草行业已开发出中支、细支等异型规格的卷烟产品。该文结合常规的卷烟降焦除害技术对中支烟进行了进一步研究,以期保证烟支内在质量的稳定性,达到持续减害的目的。
在线激光打孔技术能够增大烟支通风率,在一定程度上能稀释烟气量,进而达到减害的目的[3]。卷烟通风率的稳定性与激光打孔系统密切相关,在打孔过程中,对通风率影响最大的因素为打孔轮、拨烟轮的间距和激光打孔时间。打孔轮与拨烟轮间距不合适将会造成烟支打孔数量不足或者孔间距不匀、通风率波动大和标准偏差大;激光打孔时间不足,会造成通风率偏小且标准偏差大;打孔时间过长,则会造成烟支通风率与标准偏差均较大,烟支表面易出现灼烧焦斑。
因此,该文对打孔轮、拨烟轮的间距与激光打孔时间等因素对烟支滤棒通风率的影响进行研究,确定其最佳影响水平,可指导实际操作,以期实现打孔卷烟通风率的稳定控制。
1 材料与方法
1.1 材料与设备
激光打孔装置:LASER JK350,江苏瑞驰机电科技有限公司。烟用材料:柳州卷烟厂。卷烟机:ZJ17,常德烟草机械有限责任公司。检测仪器:烟用量棒、OM-Ⅱ综合测试台,北京欧美利华科技有限公司。试验牌号:某牌号,卷烟烟支滤棒通风率设计标准为(25.0±4.0)%,烟支圆周设计标准为(20.00±0.20)mm。
1.2 试验方法
打孔轮与拨烟轮的间距、激光打孔时间,两者为独立的变量因素,采用回归试验分析方法进行试验[4]。
样品的制备:每次试验随机取样,以200 支卷烟为1份样品。根据《GBT 16447—2004/ISO 3402:1999 烟草及烟草制品 调节和测试的大气环境》相关要求进行样品平衡。
样品的检测与评价:从不同状态下采集的每份样品中随机取样30 支,按照《GB22838.15—2009/ISO 9512—2002 卷烟和滤棒物理性能的测定》要求进行烟支滤棒通风率的检测,并按照回归试验分析方法对检测结果进行分析与评价。
2 试验与结果分析
2.1 打孔轮与拨烟轮间距回归分析试验参数的确定
基于在线激光打孔的卷烟生产设备原理,确定拨烟轮与打孔轮处于6 种不同的间距状态,分别为5.7mm、5.8mm、5.9mm、6.0mm、6.1mm 以及6.2mm,然后对每间距状态下的烟支产品进行取样,再从每份样品中随机取样30 支进行滤棒通风率的测定、记录,求出该组数据的均值及对应的标准偏差,最后对不同组的均值、标准偏差进行统计分析。
2.2 打孔轮与拨烟轮间距试验结果与分析
为研究不同的拨烟轮与打孔轮间距对烟支通风率稳定性的影响,该文按照试验流程及相关标准进行试验,获得6 组不同拨烟轮与打孔轮间距(C11)下相对应的滤棒通风率的标准偏差(σ),结果如图1 所示。
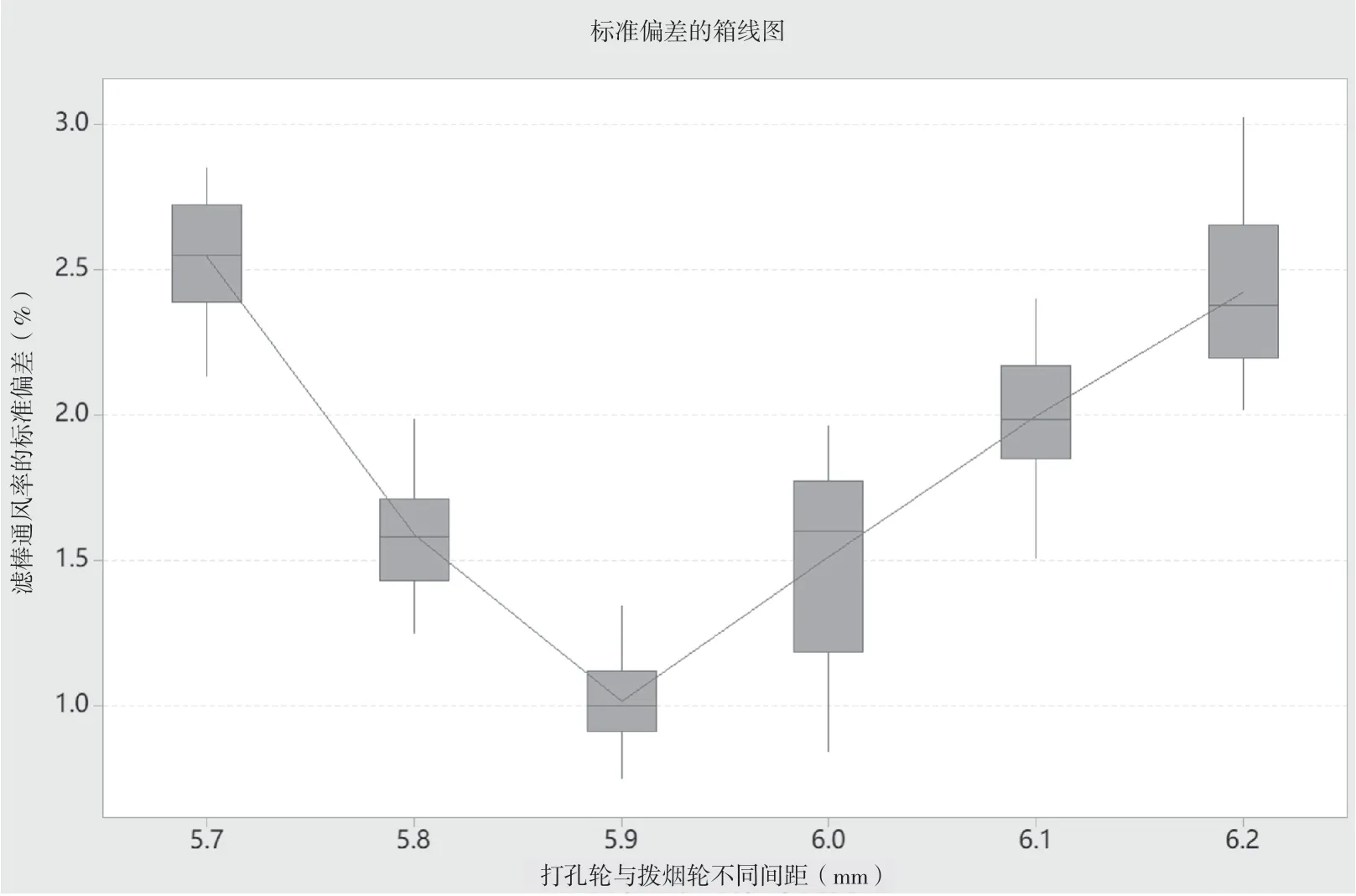
图1 不同间距下的通风率标准偏差分析
由图1 可知,当间距(C11)为5.7mm 时,标准偏差(σ)最大,即此时烟支滤棒通风率的稳定性最差。当间距(C11)为5.9mm 时,标准偏差(σ)最小,表明此时烟支滤棒通风率的稳定性最好。
采用回归分析方式对试验数据进行拟合,以观察烟支滤棒通风率各组标准偏差与不同拨烟轮、打孔轮间距之间的变化规律,结果如图2 所示。
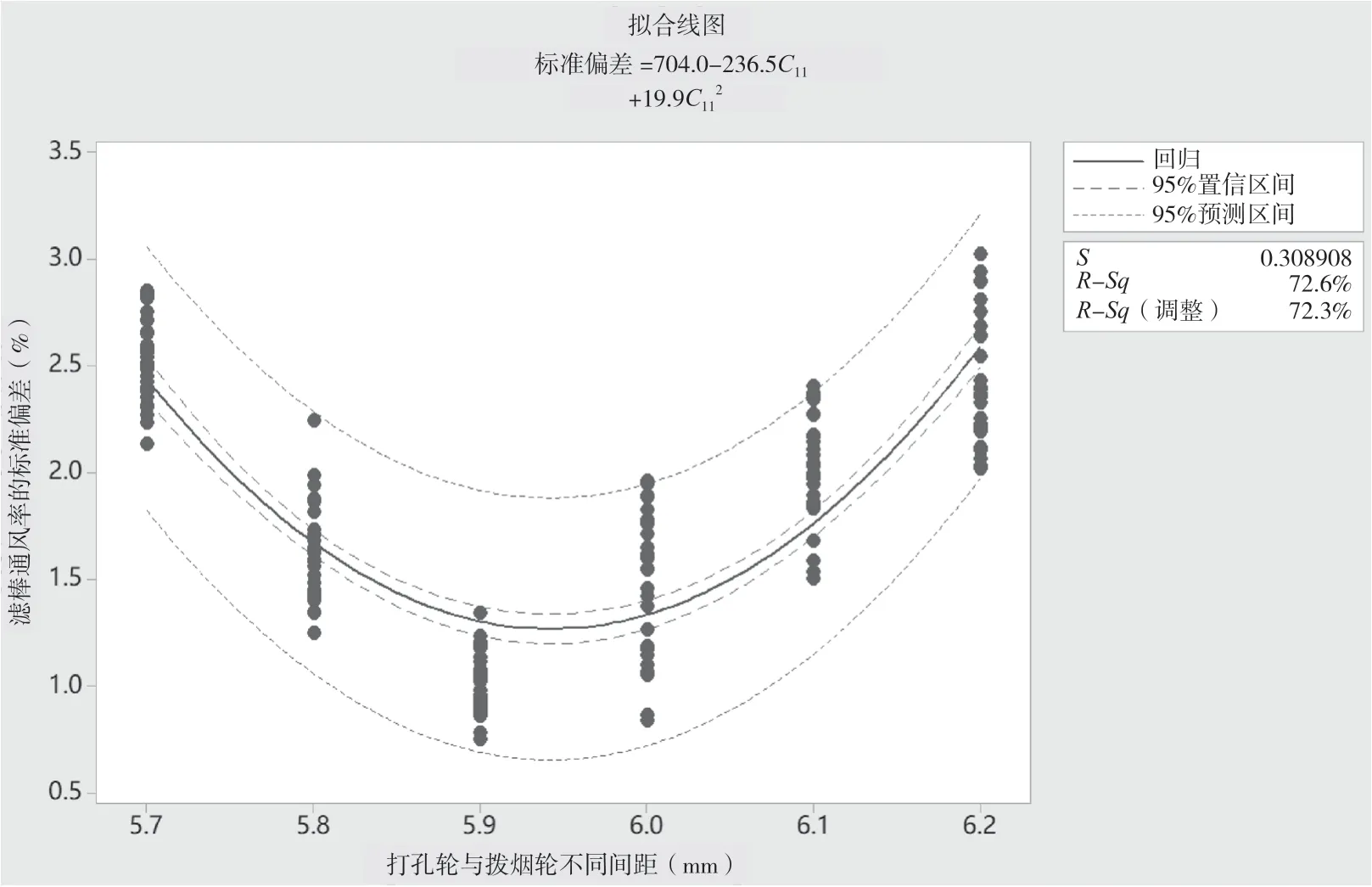
图2 不同间距下通风率标准偏差的回归分析
多项式回归分析:对数据组进行拟合,求得两者间的回归方程如公式(1)所示。
式中:σ 为标准偏差;C11为打孔轮与拨烟轮间距,mm。
其中拟合优度R-Sq=72.63%,能在较大程度上说明打孔轮与不同间距下的烟支滤棒通风率标准偏差之间的规律性,可以根据拟合公式进一步推算除试验间距外的不同间距下对应的烟支滤棒通风率标准差。由公式(1)可知,回归方程为二次函数,C11=5.9mm 时的σ 值最接近该函数的最低点,也表明了在设定的6 组间距中,该组间距下的烟支滤棒通风率的稳定性最好。
方差分析:通过方差分析可以判断不同打孔轮与拨烟轮间距产生的烟支通风率的均值和标准偏差之间的显著性是否明显,相关评价指标见表1。

表1 不同打孔轮与拨烟轮间距产生的烟支通风率的均值和标准偏差之间的显著性评价指标

表2 不同打孔时间下的烟支通风率均值对标准偏差的显著性评价指标
通过图2 可知,在试验的6 组拨烟轮与打孔轮间距中,当间距为5.9mm 时,标准偏差最小,即此时烟支滤棒通风率的稳定性最高。同时,在方差分析中对应回归项的P 值=0.000 <0.05,可判定拟合模型有效[5],说明不同打孔轮与拨烟轮间距导致的烟支通风率的均值对标准偏差具有显著影响。
2.3 打孔时间回归分析试验参数的确定
根据烟支打孔的实际效果和参数常规设定区间,确定5个不同打孔时间梯度,分别为40μs、45μs、50μs、55μs 和60μs,然后对每个梯度状态下的烟支产品进行取样检测,再从每份样品中随机取样30 支进行滤棒通风率的测定、记录,求出该组数据的均值及标准偏差,最后对不同组的均值、标准偏差进行统计分析。
2.4 打孔时间试验结果与分析
为研究不同的打孔时间对烟支滤棒通风率的影响,该文按照试验流程及相关标准进行试验,得到6 组不同的打孔时间下相对应的滤棒通风率的均值,结果如图3 所示。
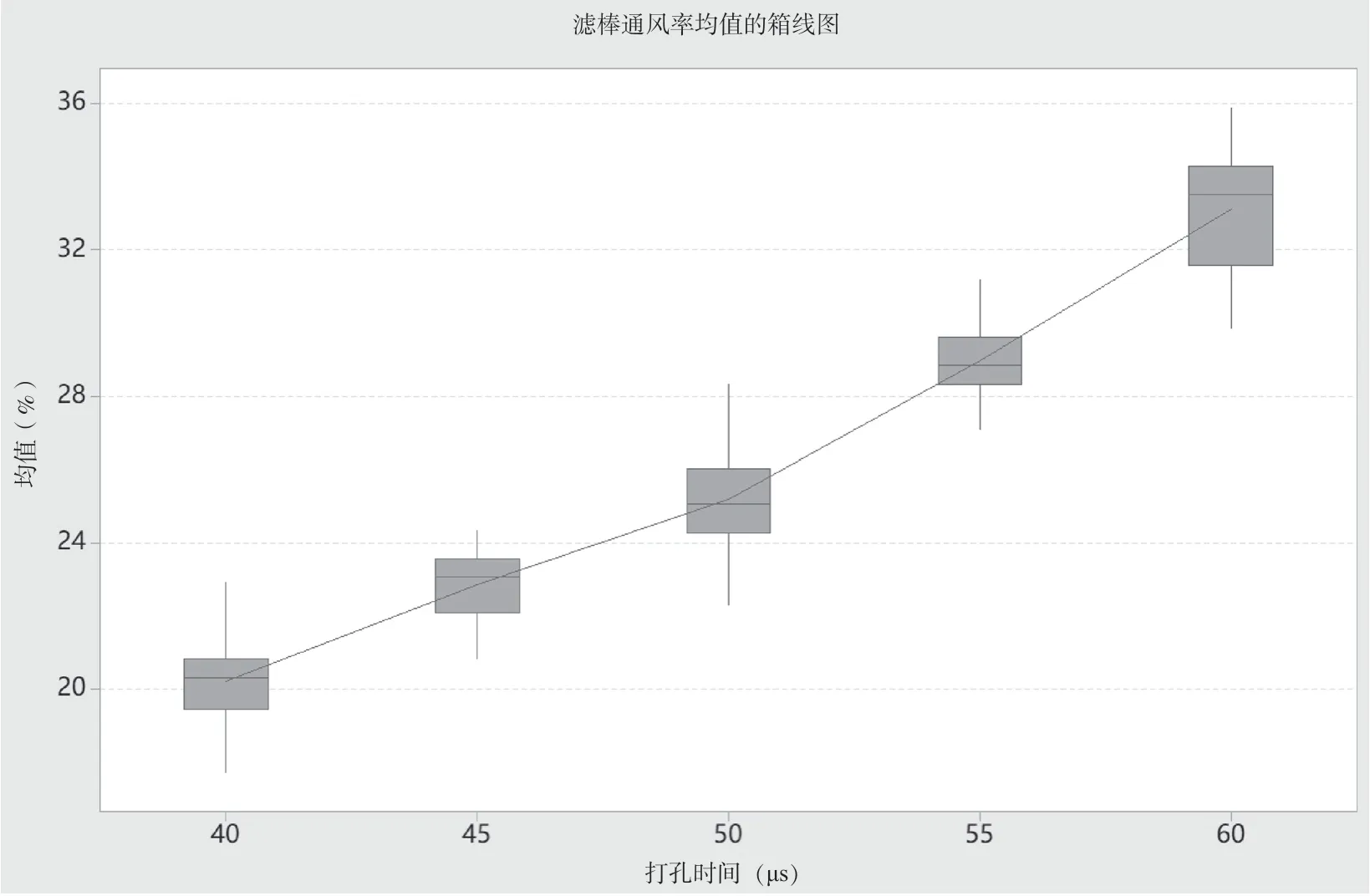
图3 不同打孔时间下的通风率均值
由图3 可知,在线激光打孔过程中,不同打孔时间下的烟支滤棒通风率也不同,两者之间呈一定的线性关系且随着打孔时间的增加,烟支滤棒通风率也随之增加。
对该数据组进行拟合,运用回归分析方法对试验数据进行分析,其结果如图如图4 所示。
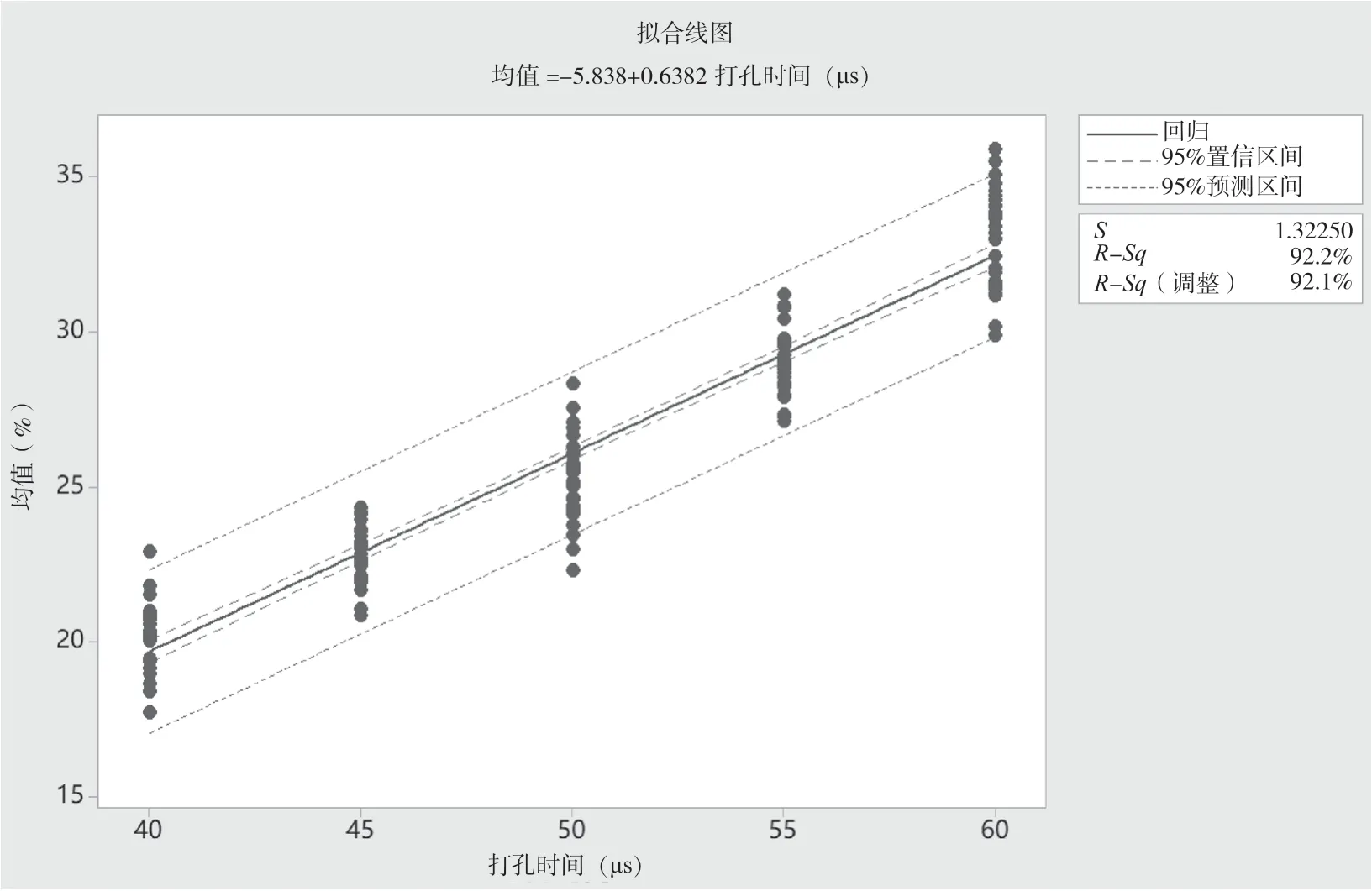
图4 不同打孔时间下通风率均值的回归分析
多项式回归分析:对数据组进行拟合,求得两者间的回归方程,如公式(2)所示。
式中:X为 通风率均值;C为打孔时间,μs。
该组数据的拟合优度为R-Sq=92.2%,接近于1,说明该回归方程可以充分反应不同打孔时间下对应的烟支滤棒通风率的均值,并可进一步推算出除试验外的不同打孔时间下的滤棒通风率均值,为满足后续不同通风率生产工艺的要求提供了有效的时间确定。由公式(2)可知,打孔时间与两者间呈一次线性关系。
方差分析:对该组数据进行方差分析,可分析出不同打孔时间下的烟支通风率均值对标准偏差的显著性。
通过图4 可知,烟支滤棒通风率与在线激光打孔时间呈一次线性关系,当打孔时间增加时,滤棒通风率的均值也随之增大。在方差分析中,对应回归项的P 值=0.000 <0.05,可判定拟合模型有效,说明不同打孔时间下的烟支通风率均值对标准偏差的影响较为显著。
3 结论
根据上述试验与分析,并将分析结果在其他同类设备及同类产品上进行相关验证,可以得出以下结论:1)烟支滤棒通风率与卷烟机拨烟轮、打孔轮间距呈二次函数关系,生产中必须根据产品的设计调整卷烟机拨烟轮与打孔轮的间距,以降低烟支滤棒通风率的标准偏差,减少该指标的波动,提高烟支滤棒的通风率稳定性及感官质量。2)烟支滤棒通风率与在线激光打孔时间存在线性关系,随着在线激光打孔时间的增加,烟支滤棒通风率也会随之增大。在实际生产中,应根据产品所设计的感官质量与工艺指标,并结合设备状况,通过梯度试验选择合适的打孔时间。
在进行卷烟通风度的研究过程中,应针对不同影响因素采用不同的试验分析方法对各个参数进行试验分析,找出影响烟支通风率的最主要的影响因素,进行有针对性的改进,不断提高产品质量的稳定性。
