焊接移动高斯热源数字化仿真和残余应力的分析
2023-05-06张晓程李宏媛
张晓程,付 迎,俄 馨,李宏媛
(1.兰州兰石检测技术有限公司,甘肃 兰州 730314; 2.甘肃省机械装备材料表征与安全评价工程实验室,甘肃 兰州 730314; 3.中航工业兰州飞行控制有限公司,甘肃 兰州 730070)
热弹塑性分析是焊接热循环过程中通过一步步热应变行为跟踪来计算热应力和热应变。从能量守恒的角度来讲,输入的热能在使焊件温度升高的同时,结构的膨胀变形也消耗了一部分用于结构的变形作功。焊件温度的升高,会引起焊件微观组织的变化,而焊接的膨胀变形则会引起结构的焊接变形和残余应力的产生。因此,严格地讲温度场和应力场是耦合的。
焊接时,电弧把热源传递给焊件的一部分区域,这个区域称之为加热斑点。加热斑点的热量分布不均匀,越靠近中心热量密度越大,如图1所示。费里德曼将这种现象用高斯数学模型来描述,表达式如下:

图1 高斯热源几何模型
(1)
式中:qm为加热斑点中心最大热流密度;R为电弧有效加热半径;r为A点距离斑点中心的距离。
(2)
Q=η×U×I
(3)
式中:U为焊接电压;I为焊接电流;η为热传导系数。
在已知材料的热物理性能的基础上,可以利用ANSYS有限元分析很好地仿真焊接移动高斯热源的焊接温度场和应力场的变化。
1 焊件的几何模型和ANSYS建模
假设焊件的长度为1000 mm,宽度为50 mm,高度为6 mm,焊件的几何模型如图2所示,焊接参数见表1。在ANSYS软件环境中进行几何建模,移动热源在焊接试板上沿直线运动,因此在分析时选取试板的一半进行分析。

表1 焊接参数

图2 焊件几何模型
在ANSYS中试板在进行热力学分析时,采用PLANT55单元对试板进行拉伸处理;采用SOLID70单元分析其残余应力。
2 材料的热物理性能和网格划分
图3~图7分别为材料的热膨胀系数、屈服应力、密度、比热容和弹性模量&泊松比随温度的变化曲线。由图3~图7可知,材料的物理性能参数一般都是随温度呈非线性关系变化。焊接过程是温度剧烈变化的过程,因此,在分析过程中,要给出物理性能参数随温度变化的数值,以提高分析的精度。建模完成后,在ANSYS中输入材料的热物理性能参数[1],见表2。

表2 焊接试板材料性能表

图3 热膨胀系数随温度的变化曲线

图4 屈服应力随温度的变化曲线
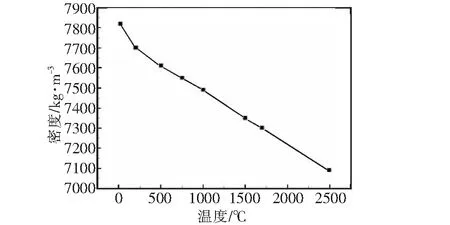
图5 密度随温度的变化曲线

图6 比热容随温度的变化曲线

图7 弹性模量&泊松比随温度的变化曲线
材料的热物理性能输入完成后,对模型进行网格划分,如图8所示。在网格划分的过程中,为了保证分析精度,在远离焊缝的地方网格划分比较疏松,在靠近焊缝的地方网格划分比较稠密。本文设置网格大小由中心向边缘依次为0.0012、0.0025、0.0050和0.0065。网格划分情况如图9所示。

图8 焊接试板的网格划分

图9 焊接移动高斯热源的加载
3 边界条件的施加
3.1 边界换热系数
焊接过程中的热交换包括对流和热辐射,焊接过程主要的热损失为辐射,对流相对较小[2]。为了方便计算,换热系数是随温度变化的(见图10)。在ANSYS中,一般采用总的换热系数。因此边界换热而损失的热能可以表达为:

图10 热导率随温度的变化曲线
qs=β(T-Ta)
(4)
式中:T为焊件表面温度,℃;Ta为周围介质温度,℃;β表面换热系数,W/m2·℃。
本文设置导热系数见表3。

表3 换热系数随温度的变化
3.2 设立载荷步选项
热分析的载荷主要有温度、对流、热流密度和生热率。在ANSYS 中可以用热流密度和生热率两种载荷加载。在瞬态分析中,施加的载荷是随时间变化的,对于每一个载荷步,必须定义载荷值和时间步以及载荷的增加方式。
时间步长对计算精度有很大的影响。步伐越小,计算精度越高。本文中焊接过程中步长设置为0.2 s;在冷却过程中可以适当增加时间步长至0.5 s。
3.3 移动热源的加载
焊接移动高斯热源有两种加载方式。一种是利用ANSYS中参数设计语言APDL编制子程序,依次加载到表面节点;第二种是利用ANSYS函数加载功能。在每个载荷步中,以热源中心为中心,按照高斯热源变化在面上加载[3]。本文采用第二种方式,对移动高斯热源进行加载。
4 结果分析
上述设置完成,激活计算。焊接开始10 、20 、50和100 s后热源的变化情况如图11所示。由图11可知,焊接过程中热源的分布从焊接电弧中心到周围依次减小,符合高斯分布。

(a)焊接开始10 s;(b)焊接开始20 s;(c)焊接开始50 s;(d)焊接开始100 s
焊接电弧中心的最高温度为2233 ℃,在焊接过程中电弧的温度场基本保持不变。
5 残余应力的分析
5.1 焊接应力场的分析方法
焊接应力场分析方法有直接法和间接法。直接法是使用具有位移和温度场的耦合单元,同时分析温度场和应力场。间接法是先进行温度场的求解,再进行应力场的求解。本文采用间接法进行应力场分析,即在温度场计算的基础上进行应力场分析[4-5]。
5.2 求解计算
焊接属于大变形问题,在设置分析选项中应当打开大变形开关。此外,采用完全牛顿-拉普森进行平衡迭代(见图12),并激活自适应下降功能。打开自动时间步长,以加快计算收敛。焊接20 、50和100 s的等效应力如图13所示。

图12 残余应力分析设置
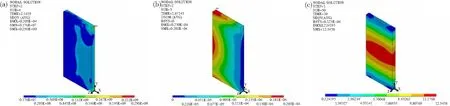
(a)焊接20 s;(a)焊接50 s;(a)焊接100 s
6 结论
1) 焊接过程中热源的分布从焊接电弧中心到周围依次减小,符合高斯分布;
2) 焊接电弧中心的最高温度为2233 ℃,在焊接过程中电弧的温度场基本保持不变;
3) 焊接时间在20~100 s范围内,当焊件在焊接100 s时应力最大,最大应力出现在焊件的中间部位。
