基于线激光扫描的叶片三维型面重构方法
2023-04-29董洁王宗平欧登荧陈龙庆谢罗峰殷国富
董洁 王宗平 欧登荧 陈龙庆 谢罗峰 殷国富
叶片作为航空发动机的核心部件,对整机的安全性和可靠性起着关键性作用.一直以来叶片型面的尺寸、形状精度在加工和检测过程中均有着严格要求.为此,本文提出一种基于线激光扫描的叶片三维型面重构方法.首先,基于研制的叶片四轴检测装置,结合线性编码器与线激光传感器实现了叶片型面的快速扫描与数据采集.然后,提出基于叶片基准面几何特征的多视场扫描数据拼接方法,完成了叶片型面的高精度重构.最后,以典型叶片为实验对象进行型面重构实验,并将重构数据与三坐标测量结果进行对比.结果表明叶片截面轮廓的平均偏差在0.040 mm以内,标准差小于0.028 mm.验证了提出的叶片型面重构方法的精确性与可行性.
线激光; 叶片型面; 三维重构; 多视场数据拼接
Th741A2023.034001
收稿日期: 2022-09-22
基金项目: 四川省科技厅项目(2022YFG0358, 2021YFG0049); 四川省科技计划(2022ZDZX0034); 德阳市科技计划(2021JBJZ001); 中央高校基金业务费(2021SCU12146)
作者简介: 董洁 (1991-), 女, 甘肃庆阳人, 博士研究生, 主要研究方向为航空发动机叶片光学检测. E-mail: 250511550@qq.com
通讯作者: 王宗平. E-mail: 1522156141@qq.com
Reconstruction method of blade 3D profile based on line-laser scanning
DONG Jie1,3, WANG Zong-Ping2, OU Deng-Ying2, CHEN Long-Qing4, XIE Luo-Feng2, YIN Guo-Fu2
(1.Chengdu Aeronautic Polytechnic, Chengdu 610100, China; 2. School of Mechanical Engineering, Sichuan University, Chengdu 610065, China; 3. School of Aeronautics and Astronautics, Sichuan University, Chengdu 610065, China; 4. Key Laboratory of Radiation Physics and Technology of the Ministry of Education, Institute of Nuclear Science and Technology, Sichuan University, Chengdu 610065, China)
As the core component of aero-engine, the blade plays a key role in its safety and reliability. The dimension and shape accuracy of the blade profile have always been strictly required in the process of blade machining and measuring. Thus, in this paper we propose a method for reconstructing the three-dimensional profile based on line-laser scanning. First, based on the developed four-axis blade measurement device, the rapid scanning and data acquisition of the blade profile are realized by combining the linear encoder and the line laser sensor. Then, a registration method based on the geometric features of the blade datum plane is further proposed to align the multi-view scanning data of blade profile, and the high precision reconstruction of the blade profile are achieved accordingly. Finally, a typical blade is taken as the experimental object for profile reconstruction experiment, and the profile reconstruction data is compared with the CMM measurement results from the same blade. The results show that the average deviation of cross-sections in blade profile is less than 0.040 mm and the standard deviation is less than 0.028 mm. This demonstrates the accuracy and feasibility of the proposed method.
Line-laser; Blade profile; 3D reconstruction; Multi-view data registration
1 引 言
叶片作为航空发动机中为数众多的核心部件,通常在高温、高压、高载荷等恶劣环境中长期循环往复工作,使得发动机的综合性能在很大程度上取决于叶片的设计与制造水平[1,2].此外,作为能量转换的核心载体,叶片在制造过程中还必须满足较高的尺寸与形状精度以及严格的表面完整性[3].因此,开展叶片型面高精度重构与检测研究,对提高叶片整体加工质量与保障航空发动机工作可靠性具有重要意义[4].
目前,国内外的叶片型面重构与检测方法主要分为两大类,即接触式与非接触式.其中,前者主要以基于三坐标机(Coordinate Measuring Machine,CMM)的测量方式为主[5-7]. CMM经多年发展,相关技术较为成熟,是当前叶片制造业中应用最为广泛的检测方法.但接触式测量原理使得该类方法的效率相对较低,且逐点测量也使得三维型面的重构难以实现.因此,近年来随着机器视觉[8]等技术的快速发展,基于光学的非接触式测量手段因其良好的检测效率与柔性,在叶片型面的重构与检测中受了广泛关注[9].
在当前国内外研究中,根据光源形式,非接触式光学检测方法又可分为点光源法[10,11]、线光源法[12,13]和面光源法[14,15].其中,He等[10]基于点光源测量方法对叶片特定截面的二维轮廓数据进行采集,然后基于该数据实现了三维型面重构.Sun等[11]采用线激光位移传感器搭建了一套叶片四轴检测装置,并基于提出的标定方法实现了叶片特定截面的重构与检测.文献[12,13]中则采用线光源测量手段并基于搭建的多轴检测系统,完成了叶片三维型面的快速扫描与数据采集.此外,Wu等[14,15]在工业机器人上搭载面光源扫描传感器,构建了一套具备较高柔性的叶片三维型面重构系统,并基于多视场下采集到的数据对叶片型面进行快速重构.文献[16]中将面光源扫描传感器与高精度转台相结合并开发了特殊标定手段,实现了汽轮机叶片的型面多视场数据采集与拼接.Yilmaz等[4]基于面光源扫描传感器,完成了航空发动机叶片修复过程中的三维型面高效重构.
就目前国内外的相关研究而言,点光源法测量精度较高,但单次测量只能获取单个点的坐标信息,难以完成叶片型面大范围检测与全型面重构任务.实际中,通常仅能在叶片特定的二维截面上实现重构与检测.其次,面光源法虽然在单次测量中可获取较多的三维型面数据,但数据整体精度相对有限.此外,精加工叶片型面通常较为光滑,具有较高反光特性.该类型检测手段容易造成测量数据的密度差异性较大甚至缺失.为避免上述问题,通常需提前在型面上喷涂特殊的显影剂[14],但这会降低检测精度和效率.相较于点、面光源法,线光源法单次可获取叶片型面的一段线轮廓数据,具备较好检测精度与效率,能克服型面高反光特性带来的数据缺失等问题.
因此,本团队基于线光源检测手段,开展了大量的叶片二维截面检测研究[17-19].本文将在上述研究基础上,进一步开展叶片三维型面的重构和检测研究.结合研制的叶片型面线激光检测装置,提出了基于连续线扫描模式下的叶片型面重构方法,克服了传统方法中因叶片型面复杂空间特征、高反光等特点带来的数据不完整、数据点密度差异性较大等问题.型面重构过程中,为实现多视场扫描数据的快速、高精度整合,提出了基于叶片基准面特征的数据拼接方法.该方法充分利用了叶片基准面具备较高尺寸与形状精度这一特点.有效降低了拼接过程中的误差累积、提高了型面重构精度.与现有典型方法相比[14-16],本文方法的型面数据完整性更好,且避免了重构前喷涂显影剂等复杂过程,有效提高了重构效率.
最后,以典型 叶片作为实验对象,对其型面进行了重构实验.为评价重构精度,引入型面上目标截面的CMM检测结果作为基准轮廓,并将本文结果与之对比.对比结果显示,目标截面的平均偏差在0.04 mm以内,标准偏差小于0.028 mm,验证了本文方法具备良好的精度性能,可满足工业现场的叶片型面重构要求.
2 基于线激光的叶片型面检测装置
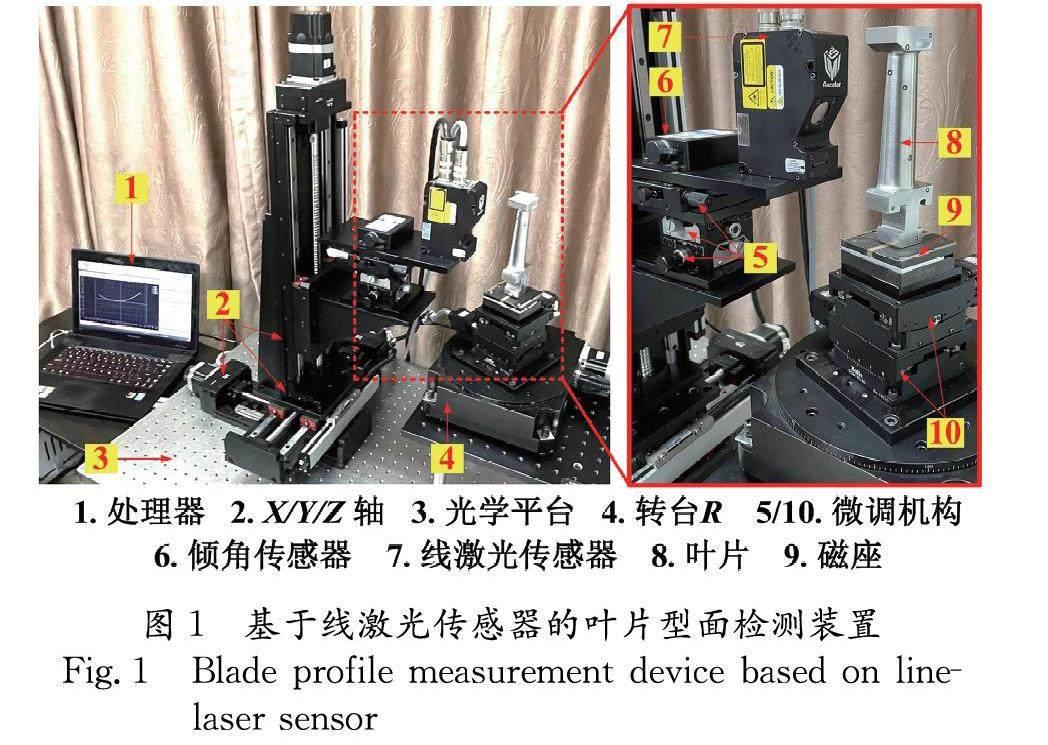
图1所示为研制的基于线激光扫描测量的叶片型面重构与检测装置.其主体结构为四轴运动平台和高精度线激光传感器(图中8),四轴运动平台包含平移轴X/Y/Z(图中2)与转动轴R(图中5).其中,线激光传感器为Gocator2520(LMI Technologies),具有精度高、扫描速度快、性能稳定等特点,其具体参数可见文献[17].此外,X/Y轴分别为卓立汉光的KA100与KA150高精度电动位移台,Z轴为KA300-Z电动升降台.X/Y/Z轴的行程分别为100、150和300 mm,均采用滚珠丝杠作为传动机构,配置高精度二相步进电机,可实现微米级位移移动.转轴R为RAK200高精度电动旋转滑台,采用蜗轮蜗杆作为传动机构,其重复定位精度可达0.005°.此外,为实现四个轴的协同控制,采用卓立汉光MC600-4B作为平台的运动控制器.其次,X/Y/Z轴上还安装了高精度线性编码器,在MC600控制下,闭环精度可达1 μm.
图1右所示为检测装置的运动轴末端.检测前,为实现传感器和叶片的位姿校准与标定,引入了多个角度微调机构(图中5和10),详细标定过程可见文献[18].
3 叶片型面重构方法
3.1 转轴标定
检测装置的转台R(图1中4)上部安装两个角度微调机构,主要用于叶片位姿调节.但转台与下方支撑板之间进行安转时,仍会存在一定误差,导致转台面原始状态下未能与惯性坐标系间绝对平行.因此,首先需要将上述安装误差进行标定和消除.
图2所示为提出的转台位姿误差标定原理.其中,为快速获取转台面在各方向上的倾角误差,引入倾角传感器(无锡北微传感科技有限公司,BWS2000).BWS2000为数字输出的双轴超高精度倾角传感器,测量范围为±15°,精度可达0.001°,具体标定步骤如下.
(1) 将倾角传感器安装于转接板上,由于转接板与转台为刚性连接,所以可视当前倾角传感器在xr轴和yr轴的倾角读数βx和βy为转台在两个方向上的偏转误差.其中,角β为转台面法线与理想轴线间的角度,即转台面相对于惯性坐标系X-O-Y面之间的倾角误差.
(2) 固定位置P2的安装螺母,即限定转台位置P2处的Z向高度.观察此时倾角传感器沿xr轴的偏转读数,调节P1处安装螺母使转台上下移动,直到读数βx接近0为止.
(3) 观察此时倾角传感器沿xy轴的偏转读数,对P3位置的安装螺母进行调节使转台上下移动,直到读数βy接近0为止.
(4) 驱动转台在下一个任意位置,转动角为βt(图2右上角所示),并多次观察传感器在两个轴上的读数均接近0时,可认为转台面与惯性坐标系X-O-Y面之间完全平行.
最后,锁紧三个位置的安装螺母,可保证转台与下方安装板连接平稳,即完成转台位姿标定.
3.2 型面快速扫描
图3所示为基于线激光的叶片型面扫描原理,已知X/Y/Z分别表示三个轴的平移运动,R为装置的旋转运动.O-XYZ、os-xsyszs、ob-xbybzb分别为惯性坐标系、传感器坐标系以及叶片坐标系.此外,Tx/Ty/Tz分别表示平移轴末端的微调运动(用于传感器位姿调节,即图1中的标注6),Rx/Ry为旋转轴末端的微调运动(用于叶片的位姿校准,即图1中标注10),相应的位姿标定见文献[17,18].
叶片型面扫描时,首先利用轴Z驱动传感器,使其激光面与与基准面C重合,即与叶片坐标系ob-xbybzb的xb-ob-yb面重合.然后,将传感器设置为编码器触发模式,并设置触发距离为dz,即传感器沿扫描方向运动距离为dz时,安装于Z轴的编码器便向传感器发送一个脉冲信号使其对当前型面线轮廓进行数据采集.图3右所示为型面单一视场下的扫描结果,触发距离dz=0.04 mm(即数据沿扫描方向上的间距为0.04 mm),横向距离dx=0.02 mm.
完成上述扫描后,驱动传感器至初始位置(激光面与基准面C重合),然后驱动转台(R)调整叶片与传感器之间位置关系,即下一个视场.然后继续沿扫描方向对型面进行扫描,直到完成型面扫描.
3.3 型面数据采集与拼接
图3右所示为叶片单一视场下的型面扫描结果,由于叶片具备较为复杂的空间扭曲等特性,所以通常需要在多个视场下对型面进行扫描和数据采集.因此,定义某一叶片完成型面扫描所需的视场数为N,并表示视场n下的扫描数据为Vn.其中
Vn=xVn1yVn1zVn1xVn2yVn2zVn2xVn3yVn3zVn3………xVnKnyVnKnzVnKn3×Kn(1)
式(1)中,Kn为扫描点数量,并表示此时检测装置的运动坐标为
Mn=(TxnTynTznθn)T(2)
式中,Txn,Tyn,Tzn分别为检测装置X,Y和Z轴基于坐标原点(O-XYZ的原点)所对应运动坐标;θn为当前视场下转轴相对于初始位置的转动角.为实现多视场扫描数据的整合,需要将所有视场下的数据统一在同一坐标系下,即叶片坐标系ob-xbybzb下.但扫描数据Vn是基于传感器坐标系os-xsyszs的,因此需要通过外部标定等手段构建坐标系os-xsyszs与ob-xbybzb之间的空间关系,即叶片坐标系标定.
为完成上述标定任务,现有方法中通常会引入一些特殊的标定物,如标准块[10]、圆柱[15]、标准球[18]等.该过程通常较为繁琐且随标定物的差异导致方法之间的通用性较差.此外,标定误差也更容易传递至最终的拼接结果中,造成叶片型面的重构精度较差.因此,本文利用叶片基准面具有较高的尺寸和形状精度这一特点,提出基于叶片基准面特征的坐标系标定方法,避免外部标定物的引入.不仅可以提高标定方法通用性,还有效减少标定过程中的误差累积.标定原理如图4所示,具体标定步骤如下.
(1) 基于图3中的扫描数据并根据数据的Z向坐标,可提取视场1下扫描数据V1中包含基准面A和B的数据,将其定义为点云PV1(图4所示).同理提取V2中包含基准面A和B的数据并定义为点云PV2.
(2) 基于PV1和PV2,对两个视场下的基准面数据进行平面拟合,表示拟合后视场1下的基准面分别为PA1和PB1;同理拟合后视场2下的基准面为PA2和PB2.表示此时各基准面方程如下.
PA1: aA1x+bA1y+cA1z+dA1=0PB1: aB1x+bB1y+cB1z+dB1=0PA2: aA2x+bA2y+cA2z+dA2=0PB2: aB2x+bB2y+cB2z+dB2=0(3)
(3) 分别计算两个视场下基准面A和B之间的角平分面,如图4所示,分别定义为PAB1和PAB2.根据式(3),角平分面所对应的法向量可计算为
nAB1=aA1+aB12bA1+bB12cA1+cB12T nAB1=aA2+aB22bA2+bB22cA2+cB22T (4)
进而可计算PAB1与PAB2之间的交线,即转台的转动轴线.
(4) 由于所有扫描数据均在传感器坐标系os-xsyszs下,所以由步骤(3)中计算得到的转轴位置坐标即为坐标os-xsyszs与ob-xbybzb之间的转换关系,并定义为Ts-b,即标定完成.
需说明:os-xsyszs的xs-os-ys面与ob-xbybzb的xb-ob-yb面是完全重合的,且经传感器位姿与叶片位姿标定后,os-xsyszs与ob-xbybzb之间的坐标轴完全平行.因此Ts-b实际上就是ob-xbybzb原点ob在os-xsyszs中的位置向量.
基于图3和图4中的坐标关系以及求解的转换关系Ts-b,可以将任意视场下的扫描数据转换到叶片坐标系ob-xbybzb中,即
Vobn=fVn,Mn,Ts-b=
Rθn·Vn+TxnTynTznT+Ts-b(5)
式(5)中,R(θn)为转动矩阵,即
R(θn)=cosθn-sinθn0sinθncosθn0001(6)
结合式(1)(2)(5)(6),则所有视场下的扫描数据可统一到叶片坐标系下,即
Profiles=∪Nn=1Vobn=∪Nn=1fVn,Mn,Ts-b(7)
最后,将Profiles导入三维重构软件(Geomagic)中,并进行去噪、补缺、平滑等操作后可输出完整的型面文件,即完成叶片型面的重构任务.
4 叶片三维型面重构实验
4.1 实验设置
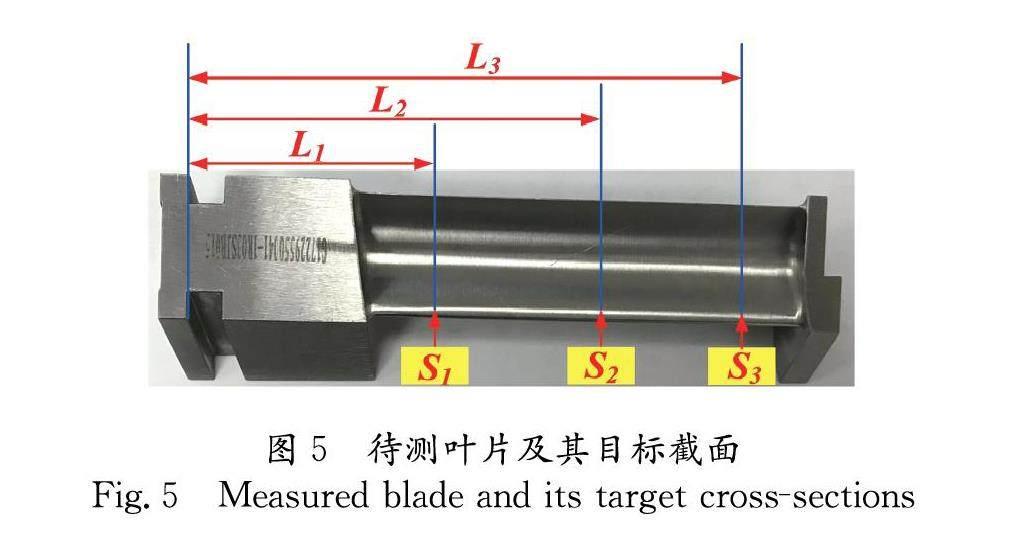
为评估本文提出的叶片型面重构方法的精度,选取某型号气轮机静叶片作为实验对象,如图5所示.实际中,对于任意叶片,其真实三维轮廓未知.所以不能直接基于本文重构的型面数据进行精度评价,因该过程没有基准数据(轮廓).
为此,实验过程中参考当前工业中的叶片检测标准,选取CMM的测量结果(二维截面)作为叶片基准数据进行对比.需说明:由于CMM检测精度较高(可达3 μm),所以实验中将CMM检测结果近似作为叶片二维截面的真实轮廓.其中,叶片的目标截面如图5所示(S1、S2和S3).然后,从重构的三维型面中提取出相同截面的数据与CMM结果进行对比,进而将二者的偏差作为重构精度评价指标.
4.2 结果与分析
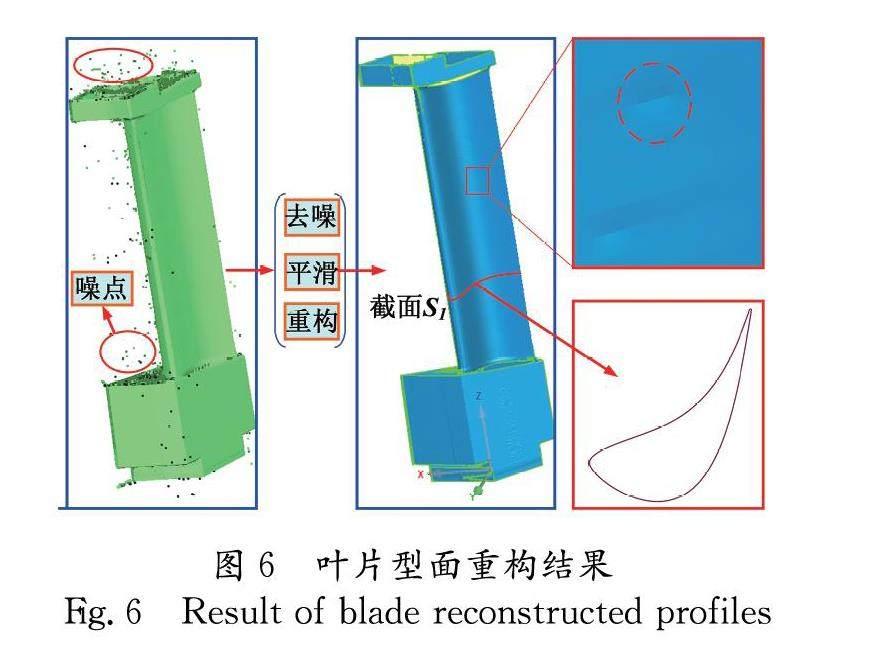
根据上节中介绍的重构方法,对叶片进行多视场扫描与拼接,结果如图6所示.可看出型面轮廓较为完整,但明显存在诸多噪点,所以首先对其去噪.然后,基于点云进行轮廓重构,即生成三角面片文件(.stl文件).由于此时轮廓中依然存在一定的噪声与缺陷,所以基于Geomagic软件对型面轮廓进行平滑和补缺处理.图6右上角所示为叶片型面的局部缺陷,图6右下角为基于重构轮廓提取的截面S1轮廓.
为评价重构精度,将从重构型面中提取出三个目标截面,即S1、S2和S3.需说明:由于真实的三维全型面数据未知,因此精度评价过程中,仅通过特定的截面进行评估.且如前所述,CMM具有较高检测精度是当前叶片制造业应用最为广泛的检测方法,所以将CMM检测结果视为型面的真实值,即作为对比过程中的基准轮廓.
图7所示为三个重构轮廓中提取的截面数据与CMM检测结果之间的偏差分布情况.由图可以看出,重构数据与CMM检测结果之间的重合度良好,即数据本身具有较高的可信度.随着截面高度依次升高,在后缘出呈现出从正偏差向负偏差改变的规律.同时相比于CMM结果,三维型面数据中截取到的轮廓数据呈现一定的起伏,也说明叶片本身的轮廓不完全平整,更为真实的反映了型面的表面状况.
为进一步量化重构精度,如7b中局部视图,点a和b为重构型面中提取出的任一轮廓点.以点a为例,定义其偏差为CMM轮廓切线方向过点a的线段长度.偏差值表示为Dv=(dv1…dvK),其中K表示轮廓点的数量.然后以Dv的极值、均值和标准差作为精度评价指标,对重构精度进行量化分析.具体提取出的参数如表1所示.
由表1可以看出,与CMM结果对比,叶片三个截面上的最大偏差为0.094 mm.平均偏差在0.040 mm以内,最大标准差为0.028 mm,反映了本文重构方法具有良好的精度.
此外,考虑到叶片实际检测过程中,还需提取目标截面的几何参数并作为叶片加工合格与否的评价指标.为此,参考当前的叶片检测标准,进一步基于目标截面轮廓数据提取出检测过程中所需的几何参数,并与CMM结果进行对比,以侧面验证本文方法的精度性能.具体几何参数包括:弦长、最大弦长、最大厚度、前缘半径和后缘半径,相应结果如表2所示.
由表2可看出,弦长和最大弦长的偏差均在0.100 mm以内,其最大厚度的偏差在0.070 mm以内.表明基于本文方法所得到的目标截面轮廓数据与CMM结果重合度较高,且在相应的几何参数上也具有较小的差异性,验证了本文方法同时具备较为出色的型面检测能力.其次,最大前缘半径偏差为0.112 mm,最大后缘半径偏差为0.022 mm.也可以看出,本文方轮廓度偏差和特征参数误差均较小,再次验证了本文方法具备较好的可靠性.
5 结 论
本文提出了一种基于连续线扫描测量模式下的叶片三维型面快速重构方法.首先,基于研制的叶片自动化四轴检测装置,采用线激光传感器与高精度直线编码器相结合的方式,实现了叶片三维型面的快速、高精度扫描与数据采集,有效保证了重构方法的效率与精度.然后,结合叶片基准面具备较高的尺寸和形状精度这一特点,提出了基于基准面几何特征的多视场扫描数据拼接方法.相较于传统方法,该方法可减少了拼接过程中的误差累积,有效提高整体的型面重构精度.最后,为综合评估提出方法的精度性能,以典型叶片为实验对象并对其进行型面重构实验.并引入高精度CMM检测结果作为基准轮廓,将重构结果与之对比,结果显示二者的轮廓重合度较高,且轮廓平均偏差小于0.04 mm,说明了本文方法具备较好的精度性能.
参考文献:
[1] 李学哲.航空发动机叶片免形状测量关键技术研究[D].北京: 北京工业大学, 2019.
[2] 张炜. 航空发动机叶片复杂曲面轮廓测量关键技术研究[D].合肥: 合肥工业大学, 2017.
[3] Peng W, Wang Y, Miao Z, et al. Viewpoints planning for active 3-d reconstruction of profiled blades using estimated occupancy probabilities (EOP)[J]. IEEE T Ind Electron, 2021, 68: 4109.
[4] Yilmaz O, Gindy N, Gao J. A repair and overhaul methodology for aeroengine components [J]. Robot CIM: Int Manuf, 2010, 26: 190.
[5] Yan C, Wan W, Huang K, et al. A reconstruction strategy based on CSC registration for turbine blades repairing [J]. Robot CIM: Int Manuf, 2020, 61: 101835.
[6] Gao F, Pan Z, Zhang X, et al. An adaptive sampling method for accurate measurement of aeroengine blades[J]. Measurement, 2021, 173: 108531.
[7] Zhang Y, Chen Z, Zhu Z, et al. A sampling method for blade measurement based on statistical analysis of profile deviations[J]. Measurement, 2020, 163: 107949.
[8] 刘明宇, 佃松宜. 基于机器视觉的金刚线表面质量检测[J].四川大学学报: 自然科学版, 2020, 57: 920.
[9] Peng W, Wang Y, Zhang H, et al. Stochastic Joint Alignment of Multiple Point Clouds for Profiled Blades 3-D Reconstruction[J]. IEEE T Ind Electron, 2022, 69: 1682.
[10] He W, Li Z, Guo Y, et al. A robust and accurate automated registration method for turbine blade precision metrology [J]. Int J Adv Manuf Tech, 2018, 97: 3711.
[11] Sun B, Li B. A rapid method to achieve aero-engine blade form detection [J]. Sensors, 2015, 15: 12782.
[12] 廖骏.基于线结构光的航空发动机叶片三维形貌测量技术研究[D].南昌: 南昌航空大学, 2017.
[13] 刘博文.叶片轮廓快速扫描系统开发与研究[D].天津: 天津大学, 2016.
[14] Wu H, Wang Y, Vela P A, et al. Geometric inlier selection for robust rigid registration with application to blade surfaces [J]. IEEE T Ind Electron, 2022, 69: 9206.
[15] Wu H, Wang Y, Zhang H, et al. Rigid shape matching for 3-D robotic grinding measurement with applications to blades [J]. IEEE T Instrum Meas, 2021, 70: 3517309.
[16] 陈俊宇, 殷鸣, 殷国富, 等. 燃机叶片型面三维光学扫描检测方法研究[J].中国测试, 2015, 41: 7.
[17] 刘浩浩, 殷鸣, 王宗平, 等. 基于线结构光的叶片型面特征检测方法研究[J]. 中国测试, 2021, 47: 6.
[18] 郑昊天, 殷鸣, 王宗平, 等. 基于前缘特征标定的叶片型面光学检测[J]. 组合机床与自动化加工技术, 2022(4): 74.
[19] Wang Z, Yin M, Ou D, et al. Optical measurement method for blade profiles based on blade self-features [J]. IEEE T Ind Electron, 2022, 69: 2067.
引用本文格式:
中 文: 董洁, 王宗平, 欧登荧, 等. 基于线激光扫描的叶片三维型面重构方法[J]. 四川大学学报: 自然科学版, 2023, 60: 034001.
英 文: Dong J, Wang Z P, Ou D Y, et al. Reconstruction method of blade 3D profile based on line-laser scanning [J]. J Sichuan Univ: Nat Sci Ed, 2023, 60: 034001.
