激光激发模式下超声信号与结构健康状态的相关性研究进展①
2023-04-26高贵龙岳猛猛
姚 东,高 波,何 兵,高贵龙,岳猛猛*
(1.火箭军工程大学,西安 710025;2.上海航天技术研究院,上海 201109;3.中国科学院 西安光学精密机械研究所,中国科学院 超快诊断技术重点实验室,西安 710119)
0 引言
结构监检测领域多年来将超声检测作为研究重点,相继发展了基于压电效应的介质耦合超声、空气耦合超声以及贴片超声等接触式方案,并在航空航天、交通运输、能源化工等领域[1-7]开展了广泛应用。超声检测的技术流程可分解为超声的受激激发、超声的结构传导、结构的信号测量,以及信号与结构健康状态的相关性研究。
对于超声信号与结构健康状态的相关性研究,其核心是建立信号(电压、位移等)对健康状态(缺陷、损伤、材料性能退化等)的表征模型,为结构的运行可靠性评估、使用安全性评价等提供输入。接触式超声检测的表征建模以扫描成像为主:通过多点位、阵列化的超声激发-信号测量,以图像方式对结构内部的缺陷进行直观展示[8-9]。随着微小缺陷探测的需求不断涌现,进一步发展了相控阵成像等表征技术[10-11]。
近年来,高品质脉冲激光器等激光器件取得长足发展,推动了热弹效应下激光-物质作用机制与超声检测技术的融合[12-15],从而催生了激光激发+压电测量等半接触激光超声方案,以及激光激发+激光测量等非接触激光超声方案。相比于传统的接触式超声检测,激光激发+激光测量等超声检测无需粘贴传感器或将探头贴近结构,可应用于高温、辐照等极端条件,并满足大范围推扫等应用需求,其不足在于:激光单色相干制约了束斑调制的能力,导致超声的时频模式受限,结构损伤阈值则限制了脉冲激光的能量,导致超声的信号强度不足。
本文聚焦结构健康状态的高分辨表征需求,从激光超声技术原理出发,概述典型应用情况,梳理论述激光激发模式下超声信号与结构健康状态相关性研究的难点,分析总结当前普遍运用的成像和解析两类方法,并针对性提出重点开展的工作等建议。
1 激光超声技术
1.1 激光超声的技术原理以及发展概况
(1)技术原理
激光与物质相互作用的物理基础是激光向结构的能量传递。当激光照射在物质表面时,一部分激光被反射,剩下部分进入材料内部并引起光化学过程[16]和光热过程[17]。光化学过程打断化学键使物质发生变化,主要应用于光刻等技术领域。光热过程中,物质吸收光子,温度上升。
光热过程通过电子和晶格的相互作用,实现激光与物质的能量传递,按能量传递后温度上升的程度,进一步分为热蚀效应和热弹效应。热蚀效应下,物质发生熔化甚至气化,表现为质量损失、局部结构缺损;热弹效应下,温度升高、能量积累的程度不足以产生融化或气化。光热过程的时间特性表述如下[18-19]:
阶段1:电子吸收光子后,在大致10-13s时间内达到准热平衡状态;阶段2:10-13~10-12s时间内,电子能量的弛豫过程;阶段3:10-12s之后进入声子动力学阶段,被吸收能量分布接近热平衡状态;阶段4:在10-11s量级,能量在晶格间进一步扩散。若激光的时域分布满足一定条件,上述4个阶段在各脉冲之间循环,形成超声的激光激发效应:材料表面因激光的热弹效应形成瞬态温度场,瞬态温度场导致热膨胀,从而形成瞬态位移场并激发超声。
(2)发展概况
激光超声检测发端于1963年WHITE提出的利用脉冲激光在固体材料中激发超声波的理论,ROSE等通过点状激光源在金属表面激发超声波的解析求解,阐述了脉冲激发的纵波、横波等的指向特性[20],为激光超声检测的应用研究奠定了基础。2001年,DUQUENNOY等利用激光在钢棒表面激发的瑞利波,通过测量波速定性表征了钢棒表面残余应力[21]。2007年,YASHIRE等将该类激光超声技术应用于检测纤维复合材料层压板的冲击损伤以及剥离损伤[22]。LIM等与日本制铁会社合作开发了一套基于激光超声衰减法检测晶粒尺寸的设备[23],并将该套设备成功的应用在了热轧钢的试运行生产线中。2008年,加拿大国家研究委员会工业材料学院和美国洛克希德·马丁公司共同开发研制了名为激光超声检测系统(Laser Ultrasonic Inspection System,LUIS)的装置,通过激光激发、激光测量的非接触优势,用于飞机机翼、机身等关键部位的脱粘进行检测。莫斯科国立大学较早开展激光超声无损检测技术的研究,并于2011年左右开发了多通道数字化激光超声无损检测技术。
2010年以来,美国PaR Systems公司采用CO2点源激发、Nd:YAG激光干涉检测的技术路线,开发了激光超声无损检测系统(图1),用于F-35机翼等大型复合材料缺陷检测;其检测距离大于0.5 m,单次检测区域1.3 m×1.3 m@1.8 m,最大检测深度50 mm,检测精度2 mm,最高扫查速率14.4 m2/h。

图1 美国PaR systems公司开发的激光超声无损检测系统
2019年,麻省理工学院与桑迪亚实验室基于干涉阵列线源激发、激光干涉检测的技术路线[24],采用激励光与探测光的一体化结构,实现了辐射条件下材料性能参数的原位监测,见图2和图3。
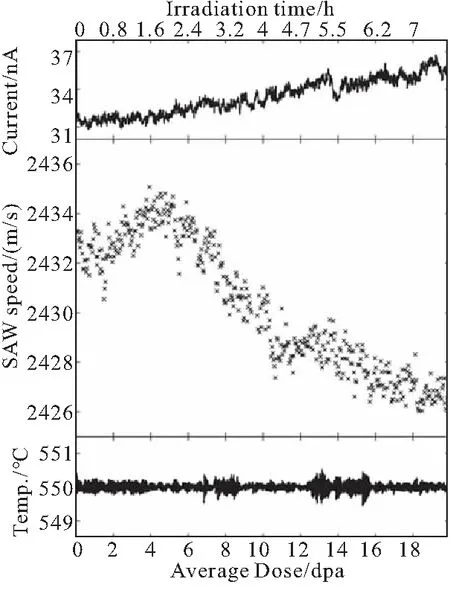
图2 镍暴露于550 ℃、31 MeV自离子时,离子束电流、声表面波速度和表面温度随声激发深度上线性平均剂量变化[23]
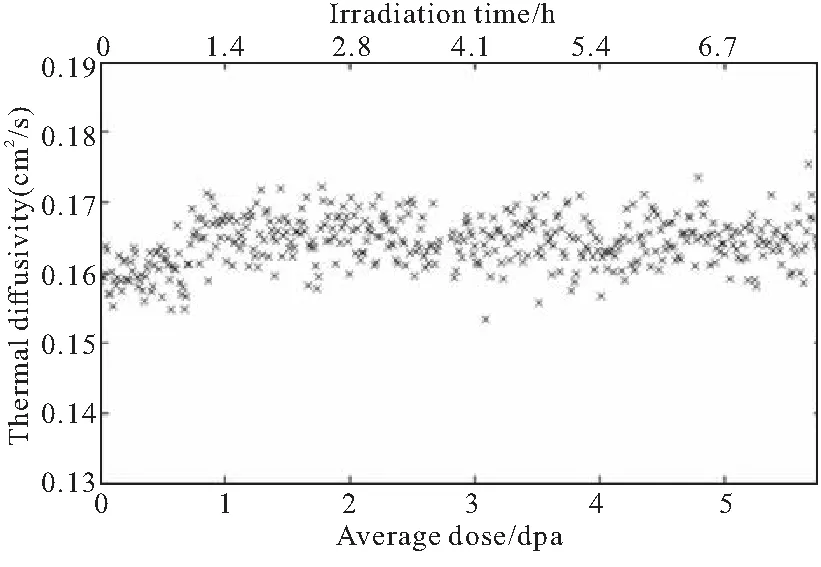
图3 镍暴露于550 ℃、31 MeV自离子时,热扩散率随热扩散深度平均剂量变化[23]
2011年,沈中华团队基于激光声表面波的光热调制原理,针对发动机叶片研究了疲劳裂纹的检测。2012年,哈尔滨工业大学利用激光超声技术实现了非接触检测高温下蓝宝石弹性模量[25]。2021年,袁久鑫等[26]基于点源激发、激光测振的方案,研究了激发源接收源同步移动扫描检测方式,通过传播路径和检测波型的分析,得到了增材制件缺陷反射波成像,准确探测出10 mm深度内直径为1 mm的内部缺陷。该方法采用点源激发超声,激光单脉冲能量为50 mJ,见图4和图5。
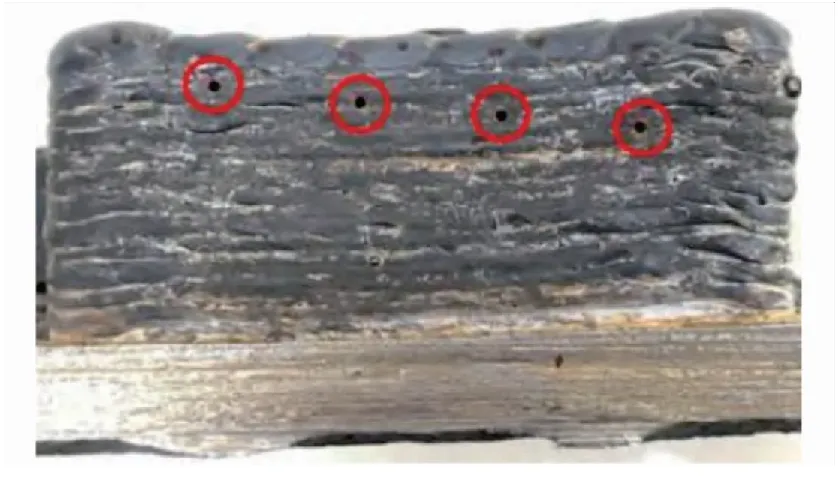
图4 电弧增材制造试块的人造缺陷[25]
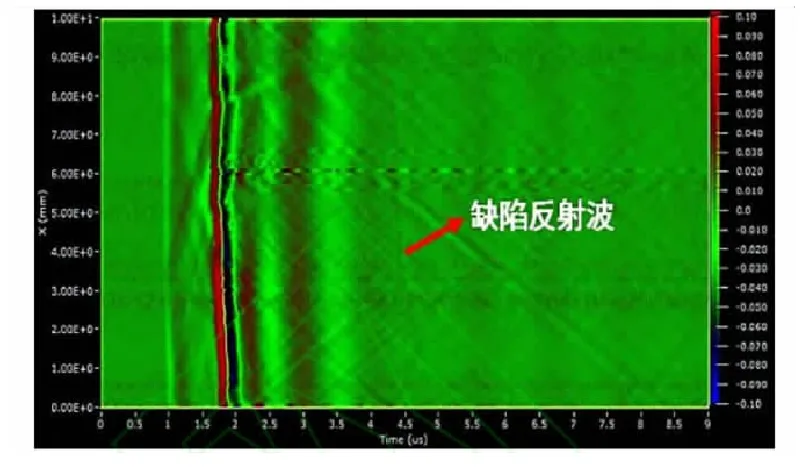
图5 电弧增材制造试块10 mm深度缺陷的B扫结果[25]
2021年,西安交通大学裴翠祥团队基于相位掩膜板产生的激光超声,开展了微应力、微裂纹检测等大量研究工作[27-28]。
卢明辉等[29]从激光检测技术的优势出发,总结了激光超声无损检测技术在工业中的应用案例,梳理分析了存在的问题,并对其在先进制造中的应用前景进行了展望。
1.2 在固体发动机行业的应用
固体火箭发动机广泛应用于导弹、运载火箭,具有结构可靠、易于维护等优点。受到固化成型以及长期贮存、勤务处理、点火发射等阶段机械载荷的作用,其推进剂、衬层及绝热层等发生物理和化学性质的变化,从而导致气孔、裂纹、界面脱粘等缺陷的发生[30]。针对这些缺陷,行业内发展了射线探伤等非接触无损检测方法,以及空气或介质耦合超声、声发射等接触式无损检测方法[30-33]。
2019年,中北大学金永团队[34]针对固体发动机粘接材料差异带来的频率差别,通过小波变换实现回波信号降噪处理、界面附近特征提取,完成了对热防护层厚度测量,2.03 mm厚度绝热层/10 mm厚度钢板试件的测量相对误差为3.9%~6.4%。
针对固体火箭发动机等装备广泛采用的层压复合材料结构,陈友兴[35]基于透射法开展了复合材料粘接板超声C扫信号的时频分析:通过不同分解层数和不同阈值处理函数下的小波函数特征提取与比对,提高了激光超声信号的信噪比,实现了成像探测。
上述工作发挥了激光超声非接触激发的优势,对降低“面对面”操作带来的安全隐患、杜绝对固体发动机的附加损伤等具有广泛前景。
1.3 激光激发模式下相关性研究面临的技术难点
相比于压电效应下的电致激发,热弹效应下的激光激发受到激光衍射极限和结构损伤阈值的共同限制。
(1)单色相干制约了束斑调制的能力,导致超声的时频模式受限。对于相关性研究,激发环节模式受限带来的表面波、体波等相互混叠[36-38]与缺陷附近的模式转换[39-41]进一步耦合,直接湮没了系列模式特征,造成了波形分析等传统解析方法输入数据的缺失。
(2)结构损伤阈值限制了脉冲激光的能量,导致超声的信号强度不足。对于相关性研究,激发环节信号微弱限制了测量环节的信号强度[42-43],在前述模式耦合、湮没特征等问题的基础上,引入了信噪比低下的新难点。
(3)以压电效应为基础的传统超声可实现多点位传感器的阵列化部署,随着新型压电传感器向着阵列集成、单片封装、收发一体等方向发展,可实现超声声场的偏转、聚焦等选择性调控。相比之下,不同光源之间时延协调等控制的难度极大,尚未形成多光源多点位等激发技术,导致现有激发以单一激光束斑空间展开后的点源、线源或阵列线源为主,进一步限制了激光激发的时空调制能力。
需注意的是,针对激光激发的时空调制,研究者相继发展了掩模版、微透镜阵列、光纤束阵列等方案:通过激光束斑的空间展开获得一定间距(空间周期)的栅形条纹序列,在降低被测结构单位面积激光能量、避免结构烧蚀风险的同时,实现了超声波的高频激发和信号增强,提升了传统点源激发、线源激发等方案下的缺陷分辨能力。由于超声对缺陷外型尺寸的分辨极限为其特征波长的1/2、正相关于栅形条纹的空间周期,前述栅形条纹激发技术空间周期固定化、不可调的局限性,难以满足宏观-细观-微观等多尺度下的高分辨需求。
2 面向激光激发-压电测量的成像法
成像法是传统接触式超声检测进行相关性研究的主要方法,原因在于多点位压电传感器的阵列化部署以及新型压电传感器的阵列化发展,赋予了结构信号测量更多的数据维度和信息丰度。激光激发、压电测量的半接触式方案保留了结构信号测量的数据维度和信息丰度,扫描、相控阵等传统成像方法以及时间反转、时域合成孔径等超分辨成像方法均适用。本文做简要总结。
2.1 传统成像技术
(1)扫描成像
扫描成像是广泛使用的超声无损检测方法[44],按扫查方式分为B扫、C扫、D扫、S扫、P扫等。张鹏辉[45]对部分扫描方式的作用原理进行了比对示意:B扫描得到平行于声束传播方向且垂直于试件表面的断面图,C扫描得到垂直于声束传播方向且平行于试件表面的断面图。
上述扫描接收回波信号作为基础数据,在灰度图上以不同亮度显示缺陷或材料性能的突变;由于单一扫描成像存在分辨率较差、定位准确性低等问题,通常将其中两种或多种扫描方式结合使用。
(2)相控阵成像
相控阵成像依托一定数量传感器的阵列化分布,通过激发环节的时序控制对声束进行偏转和定向,以提高检测距离和信噪比。
鲍晓宇全面阐述了相控阵超声检测系统及其若干关键技术[46],王志凌[47]通过控制信号的延时进而控制波束指向,实现了对结构的多方位多损伤扫描,相关技术在铝板上进行了实验验证:超声相控阵对多损伤信号的延时叠加能够有效地提高多损伤信号的能量,同时减少非损伤处的能量,从而增强了信号的信噪比,见图6和图7。
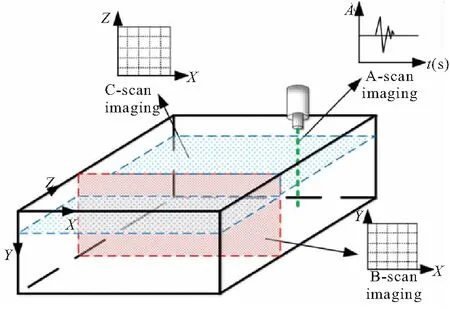
图6 扫描成像原理示意图[45]
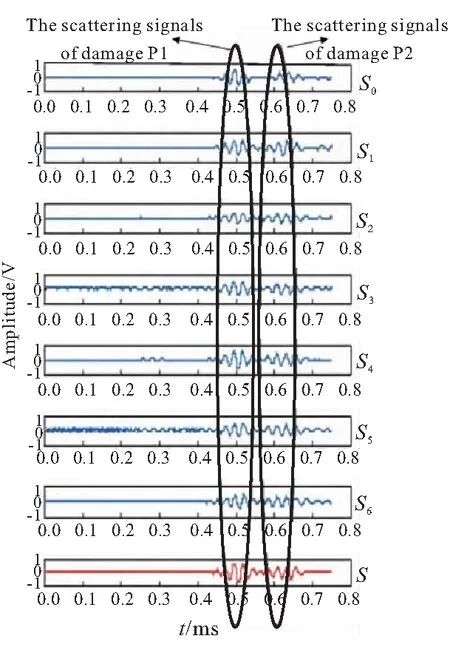
图7 铝板90°方向各组延时后损伤散射信号及其合成[47]
2.2 超分辨成像技术
根据瑞利准则,超声对两个点特征之间的距离d或线特征长度l的分辨大于阈值R,R与超声波波长等有关。为提高成像分辨率,需要使用高频率、短波长的超声,其矛盾在于超声波频率越高,在介质中传播时的衰减就越强、检测深度越小。随着激光激发对超声频率的提升、频带的拓宽,该矛盾尤为突出。
目前,国内外围绕时间反转、时域合成孔径等方法,开展了超分辨率成像研究,为该问题的解决提供了思路。
(1)时间反转方法
时间反转(Time Reversal, TR)从自适应聚焦特性出发,可在介质属性、传感器阵型等先验信息不足的情况下实现无损检测。该方法由巴黎大学FINK教授提出,从光学领域的相位共轭镜(Phase-conjugated Mirror,PCM)扩展到声学领域,为复杂介质中目标检测提供了新型超声成像方法。
对于具有一定轮廓或曲面型缺陷,ANTHONY[48]将时间反转方法和多信号分类方法相融合,提出了时间反转多信号分类法(TR Multiple Signals Classification,TR-MUSIC),并验证了其超分辨率特性。2006年,SIMONETTI利用TR-MUSIC方法对钢试件内部缺陷进行了探测[49],区分了距离为1/2波长的两个贯通孔,克服了衍射限制,见图8。
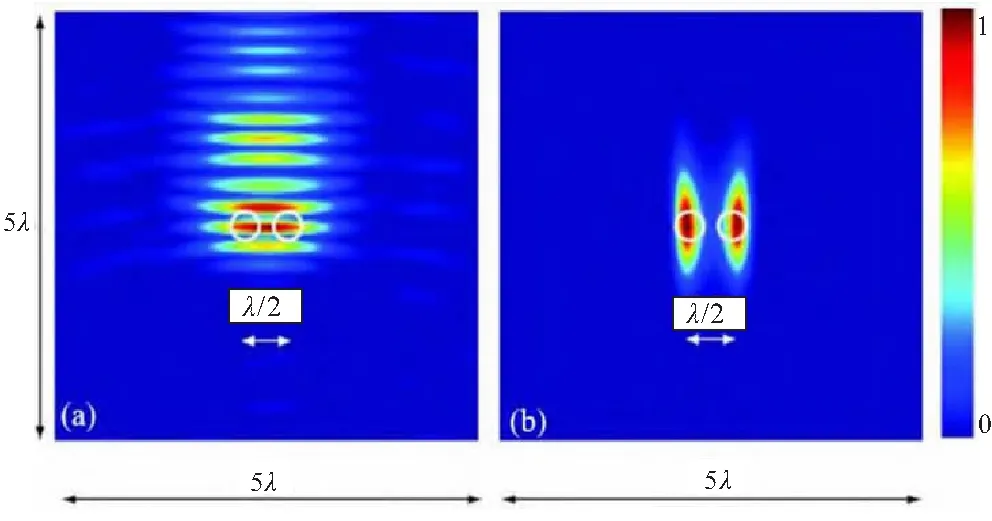
图8 相控阵成像(a)与TR-MUSIC成像结果[40]
中科院声学研究所利用时间反转法的自聚焦特性,先后对各向异性介质等应用背景进行了成像验证[50]。2014年,樊程广[51]从提高成像分辨率、改善超声图像质量的需求出发:针对强噪声环境下TR-MUSIC失效的问题提出了多频时间反转信号分类方法,针对TR-MUSIC成像纵向分辨率不高的问题提出了相位补偿的相位相干时间反转多信号分类法,并研究了成像函数中参数的选取原则,完成了在铅、铜试块上的验证。
(2)时域合成孔径方法
合成孔径聚焦技术最早应用于雷达探测领域,20世纪70年代由FLAHERTY[52]与BURCKHARDT等[53]拓展到超声检测领域。
2018年,VARNOSFADERANI等[54]将合成孔径技术与MV波束形成器技术相结合,抑制了二次谐波超声成像的噪声,在信噪比低的条件下显著提高了成像分辨率和对比度。PEYTON等[55]提出了用于B扫成像的正交合成孔径前端接收技术:使用单个信道以顺序方式处理信号,并与正交采样相结合,降低了计算量和系统复杂度。
1993年,孙宝申等详细阐述了时域合成孔径的基本理论及实现方法[56]。2017年,陈玲等将时域成像过程映射为正向画圆弧的操作[57],提升了双介质结构中的成像速度;罗嵘等[58]通过角谱运算对频域内声场进行重建,结合时域合成孔径实现了钢制主轴内部缺陷的成像;2019年,王涛等研究了基于信号相关性对相位畸变的校正,从而对估计信号相位偏差量等进行了优化研究[59],解决了非均匀介质和表面不平整等因素引起的相位聚焦畸变问题。张婉[60]基于横波波形的分离,实现了铅样品内部缺陷的成像;其研究去除了近表面区域出现的幅值和面积都较大的伪像,提高了成像精度和对比度,能够检测出铅板中0.1 mm的缺陷,见图9。
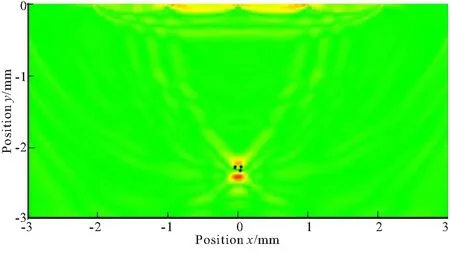
图9 直径0.1 mm圆形缺陷检测结果[60]
3 面向激光激发-激光测量的解析法
激光测量模式下,不同光源之间时延协调等控制难题限制了多点位测量的运用,典型方案为单点位、小区域(束斑直径一般在百微米以内)。
相比于压电传感器的阵列化部署、阵列化发展,激光测量带来的不同在于:(1)单点位测量,同一时刻结构信号的空间分布信息无法获取;(2)小区域测量,结构响应捕获的位置分辨率需求由传统压电传感器的毫米级大幅提升至微纳米级。
上述特点与激光激发带来的超声时频模式混叠、超声信号强度不足等难题叠加,加剧了激光激发-激光测量方案下相关性研究难度。目前,以物理解析、数据解析为代表的若干方法得到了发展。
3.1 物理解析技术
物理解析是指在弹性波动等理论框架下,通过超声的速度测量、模态分析对材料常数以及缺陷参数进行量化分析;其理论框架反映了超声在结构中传导过程对结构尺寸、材料参数、缺陷型位等信息的加载机制。据此,传统超声技术对板材或涂层厚度、各向异性本构参数、裂纹位置等进行研究。随着激光测量模式下结构响应捕获的位置分辨率提升至百微米级,该技术在高温高压、强辐射等场景下,展现了非接触带来的工程运用便利性。
(1)对材料性能的解析
对于材料性能的研究需求,物理解析技术从超声波速度与材料弹性常数之间的数学物理方程出发,可得到材料弹性常数。
WILCOX、BRESSE、SCRUBY等研究了激光激发下超声波的传播模式,并通过测量横波和纵波的速度测定了材料弹性常数[61-63]。由于波形模式特征湮没、波速测量精度不足等原因,解析结果的误差较大。针对该问题,周辛庚等[64]利用纵波和表面波两类特征相结合的方法,并在密度己知的条件下测定了弹性常数;战宇[37]进一步引入多次测量数据的线性拟合,以避免距离测量、实验系统时间延迟带来的误差,并在短脉冲线源激光激发、激光多普勒振动测量的方案下,完成了铝、钢和铜的弹性常数测试,泊松比和体积模量的测量误差均小于1.5%。
针对横观各向异性、纤维增强等非均质材料,张锐等针对薄层状复合材料的弹性常数、厚度和密度等参数,研究了低频多模兰姆波测量方法[65];罗玉昆[66]运用经验模态分解(EMD)研究了超声信号处理中能量密度重构起点的依据问题,通过对体波速度和沿纤维方向瑞利波速度的计算,估计了材料比模量。
对于三阶常数等复杂情况,KELLY等以Murnaghan常数(l、m、n)、有限变形理论等为基础,建立了声波在材料中的传播速度与应力之间的关系[67];以铜、多晶金属为对象,YOST、SMITH等[68-70]开展了三阶常数的测试研究。王寅观等以非线性弹性波动理论为框架,推导了三阶弹性常数的超声测量公式[71];董利明等基于静水压力的概念,提出了金属材料三阶弹性常数的激光超声测量技术:采用激光超声方法测量横波、纵波以及表面波波速,结合材料线性热膨胀系数,从弹性常数与波速的关系出发,计算获得三阶弹性常数[72]。
(2)对缺陷型位的解析
对于缺陷尺寸、位置等型位信息的研究需求,物理解析技术通过分析反射波、散射波的传播特性,结合模态转换特征对缺陷型位进行检测;采用的特征参数主要为回波幅值,以及反射回波飞行时间差等。
DOMARKAS等在1978年提出,可利用声表面波在缺陷附近的反射波声场来判定缺陷尺寸[73];1981年,FORTUNKO等基于电-磁-声换能激发平面内横波,探测了缺陷的走势和几何形状[74]。
2020年,陈洪磊[75]从Lamb波的信号特征出发,提出了基于Chirplet变换的特征函数构建方法,研究了检测信息非完备与完备两类条件下的参数化兰姆波检测信号处理与缺陷定位研究。李玉海从超声原始信号的组成出发,系统阐述了缺陷回波探测的原理[76]:原始信号分为延续传播、缺陷反射、透射消耗三部分,较大部分以缺陷反射的方式反向传播;根据超声脉冲信号经过探测点的峰值和缺陷处超声信号回波的峰值对应时间差,即可计算得到缺陷距离测量点位的距离。2021年,张兴舜开展了基于双波混频干涉的激光测量实验,结合声表面直达波、缺陷反射波与透射表面波的时频域特征分析,实现了宽约0.15 mm、深约0.15 mm微小表面裂纹的检测[77],见图10。
图10 超声脉冲峰值及回波信号峰值的对应时刻示意图[77]
3.2 数据解析技术
相比于物理解析对弹性波动理论等的依赖,数据解析以数值仿真或标样实验获得的数据作为操作信息,在信号处理技术、人工智能方法等的支持下,将相关性研究处理为数据挖掘活动。典型方法含决策树算法支撑下的特征识别、基于人工神经网络的参数反演等。针对机械振动、检测误差等带来的噪声问题,一般先对检测获得的时域、频域或时-频混合等原始信号进行降噪,再进行特征提取和识别。
(1)基于小波变换的特征识别
易秋吉通过对小波包能量、小波包局部熵等特征的分析[78],提出了小波包融合特征挖掘回波缺陷信号时频特性、实现材料表面缺陷定量评价的方法,其可分性测度值达到9.84。
赵燕飞[79]针对激光超声激发信号的降噪处理,以高斯白噪声为例,对EMD、小波变换等方法进行了比对分析,进而研究了提取反射/透射表面波的阈值频率对表面缺陷深度检测的方法。
(2)决策树算法支撑下的特征识别
决策树通过一系列规则对数据进行分类,逐级分类后可提取数据中蕴含的规则,典型算法分类含ID3、C4.5、CART以及随机森林。
崔洁[80]分析了含不同类型、不同深度裂纹的金属构件超声信号,提取了时频特征以及能量分布,按照随机森林算法构建了分类器输入量,研究了裂纹识别可行性和有效性;结果表明,随机森林算法的识别准确率超过90%,优于ID3、C4.5、CART三种其他决策树算法。
(3)基于人工神经网络的参数反演
人工神经网络通过数据的训练形成感知环境变化的能力,并调节神经元的参数以适应变化,具有并行化处理等特点。依托人工神经网络的参数反演不追求物理机制或理论框架的映射,可在操作信息的支持下同时对材料常数、缺陷型位等健康状态信息进行快速可信的分析。
针对傅里叶变换、EMD分解等方法受信号平稳性、信噪比等限制的情况,苏纯提出了基于有监督学习神经网络的自适应分类方法[81],对0.1 mm×0.5 mm、0.2 mm×0.5 mm等不同类型缺陷探测样本的多次实验表明,交叉验证分类正确率均能达到100%。陈超等[82]利用有限元软件COMSOL分析了脉冲激光照射下含表面缺陷铝材的透射波信号,并提取信号的时域峰值、频域上3 dB带宽、上限截止频率等组成特征向量,建立了基于粒子群优化神经网络的缺陷深度定量识别模型,定量识别了0.1~3 mm深度的缺陷;该神经网络对缺陷的识别平均误差为5.05%,与未优化的BP神经网络、径向基神经网络以及支持向量机的识别平均误差比对见图11。
4 结束语
结构监检测领域将超声检测作为研究重点,相继发展了基于压电效应的介质耦合超声、空气耦合超声以及贴片超声等接触式方案,以及激光激发+压电测量、激光激发+激光测量等半接触、非接触的激光超声方案。针对激光激发模式下超声时频模式受限、超声信号强度不足等技术难题,面向压电测量和激光测量分别发展了成像、解析等方法,以建立激光超声信号与结构健康状态的相关性。
(1)多点位压电传感器的阵列化部署以及新型压电传感器的阵列化发展,赋予了结构信号测量更多的数据维度和信息丰度,扫描、相控阵等传统成像方法以及时间反转、时域合成孔径等超分辨成像方法均适用激光激发、压电测量的半接触式方案;随着激光激发对超声频率的提升、频带的拓宽,时间反转、时域合成孔径等超分辨成像方法,可解决波长减小带来的分辨率提升与衰减率增加之间的矛盾,克服了声波的衍射限制。针对超分辨成像带来的算法复杂与算力增大等问题,后续建议结合典型缺陷解剖数据等先验信息,借助缺陷轮廓校准等措施,弥补图像对比度不足等带来的成像压力;同时,鉴于相关算法及其求解步骤已逐渐固定,可针对若干典型结构及其使用环境,开发专用超声传播行为的数值仿真程序或软件模块,支撑研究对象由规则型位的缺陷、均质的平板,向复杂、多样的工程结构转变。
(2)激光测量带来的不同在于:单点位测量、同一时刻结构信号的空间分布无法获取,且小区域测量、结构响应捕获的位置分辨率提升至百微米级,单点位、小区域的特点与激光激发带来的超声时频模式混叠、超声信号强度不足等难题叠加,加剧了相关性研究的难度,目前发展了以物理解析、数据解析为代表的若干方法;相比于物理解析对弹性波动理论等框架的依赖,数据解析以数值仿真或标样实验获得的数据作为操作信息,在决策树算法、人工神经网络等人工智能技术的加持下将相关性研究处理为数据挖掘活动,具有分析效率高、参数覆盖全等优势。针对当前从时域、频域或能量角度提取信号特征参数时,参数规模与表征有效性难以协调的问题,后续建议以批量化的结构仿真数值分析为基础,经正问题求解的参数敏感性分析、反问题求解的样本优化设计等工作,提升数据解析方法对复杂工程结构的适用性。
