无托槽隐形正畸矫治器牙模轻量化
2023-04-07刘红忠周宏志刘登科宗学文张晓红
张 焱,刘红忠,周宏志,刘登科,宗学文,张晓红
(1. 西安交通大学 机械工程学院,西安710049;2. 西安交通大学苏州研究院,江苏 苏州215123; 3. 西安科技大学 机械工程学院增材制造研究所,西安710054;4. 湖南理工学院 机械工程学院, 湖南 岳阳414006)
3D打印技术在口腔医疗领域的应用越来越普遍[1-3]。无托槽隐形正畸矫治技术基于光固化3D打印和数字化测量等技术发展起来,展现出极大的市场潜力[4-5]。在无托槽隐形正畸矫治器的制造中,先扫描患者的牙颌石膏牙模或真实口腔,获得数字牙模后,由医生确定最终矫治方案,然后,通过计算机辅助设计获得各分步矫正阶段的数字化牙模,由光固化3D打印得到实体树脂牙模,最后采用真空压膜技术将弹性聚氨酯高分子膜片覆在牙模上压制成型,再通过裁剪、打磨等后处理工序获得最终的隐形矫治器产品[6]。因此,隐形矫治器的制造精度是由牙模的打印成型精度及其抗变形能力决定的,牙模的设计和制造是隐形矫治器生产中的关键环节[7]。目前,在隐形矫治器的生产过程中,一般将牙模的基托部分设计为实心结构,或者仅对牙模基托部分进行抽壳处理,以致3D打印出来的牙模比较笨重,浪费了大量的材料。因此,对无托槽隐形正畸矫治器的牙模进行轻量化设计和研究,具有重要的工程意义。
段光远等[8]为了提高隐形矫治器佩戴时的附着力以及隐形效果,优化了控制打印曝光时间差的算法,改进了隐形矫治器的制作工艺。结果表明,基于像素算法制作表面具有横向层纹的隐形矫治器,附着力更大,光反射率更小,有利于提升正畸患者的治疗舒适感。张雪莲等[9]研究了隐形矫治器压膜时的加载工况和材料参数两种因素与成型后的隐形矫治器回弹量之间的关系。结果表明,压膜加载速度越低,保载时间越长,矫治器成型后回弹量越小,膜片材料的弹性模量越大,压膜卸载后的回弹量越小,但是过大的弹性模量会影响矫治器与牙冠表面贴合度。Edelmann等[10]对3D打印直接制作的隐形矫治器精度进行了研究。结果表明,通过3D打印直接制作的隐形矫治器,产品的厚度与设计值有较大的偏差,不利于矫治器的临床应用。Wesemann等[11]分别对桌面扫描、口腔扫描、CBCT扫描3种方式获得的患者口腔数字化牙模精准度进行研究,并将传统制作的口腔印模与3D打印的牙模精度进行比较分析,发现由桌面扫描仪获取患者口腔数据、再通过3D打印制作的牙模不仅精度更高,工作效率也比其他两种扫描方式更高。Jaber等[12]经过研究,也证明了由3D打印制作的牙模具有较高的精度。
目前人们对隐形矫治器的研究主要着眼于制作工艺和力学性能等方面,对树脂牙模设计的研究鲜有报道。笔者通过仿真和实验,对理想牙模进行轻量化设计和研究。
1 仿真部分
1.1 方法和牙模
本研究中采用萧宁等[13]设计的牙颌模型代替真实的牙模作为分析对象,如图1所示。该牙模包括牙列和基托两个部分,牙列部分依据不同牙齿的外形尺寸特征,由“包围盒”长方体代替,而基托部分则用5 mm厚的U型板进行等效处理。

图1 等效牙模Fig. 1 Equivalent dental cast
2种传统牙模和7种基于DfAM准则优化设计的牙模如表1所示。
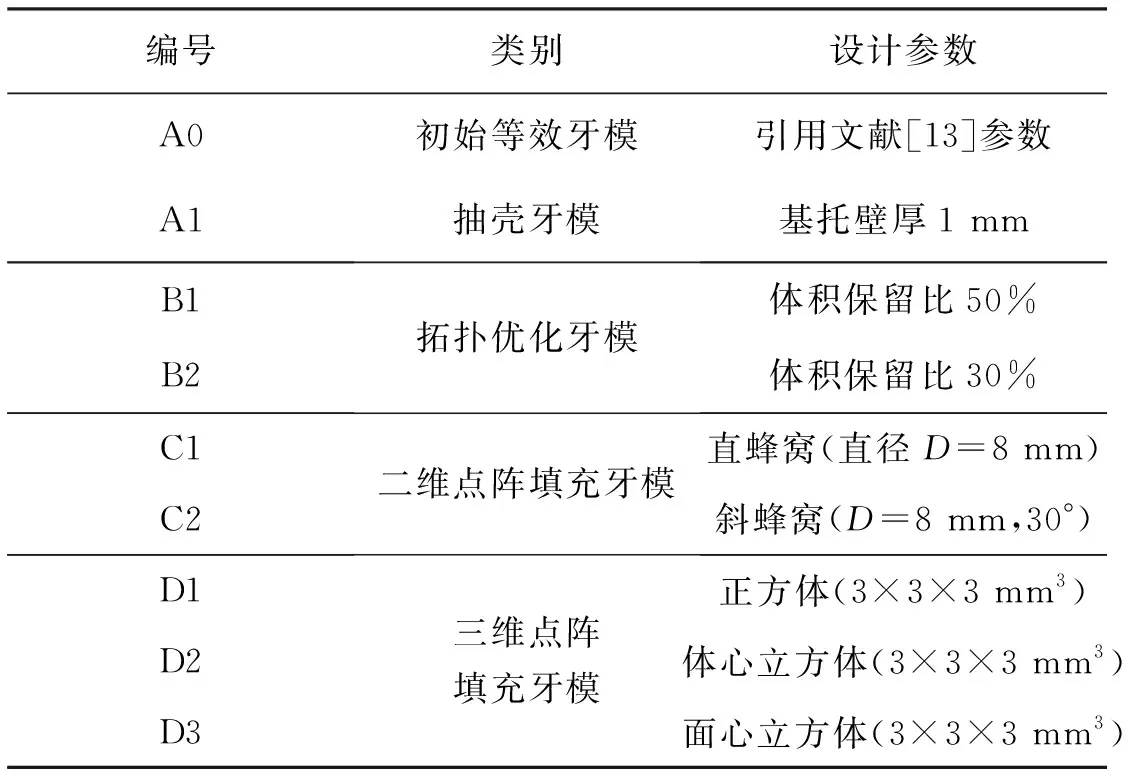
表1 牙模列表
将此9种牙模分别导入ANSYS 软件中进行有限元仿真分析。定义材料的弹性模量为2 050 MPa、泊松比为0.45,最大拉伸强度为45 MPa[7]。隐形矫治器的真空正压压膜是使加热软化后的膜片在真空压膜机4.2~4.6 MPa压强的作用下,紧密附着在工作平台上的牙模表面,然后分膜获得隐形矫治器。仿真分析时将实际工况等效为在14个牙冠表面,并在基托上表面垂直向下施加4.4 MPa的压强载荷,基托底部平面设置为固定支撑,有限元网格划分为四面体网格。
图2为初始等效牙模A0的仿真结果。A0的总体变形为0.027 mm,等效应力最大值为6.67 MPa,远小于隐形矫治器的误差范围(±0.1 mm)以及树脂制件固化后的屈服强度。该结构具有很高的强度和刚度,但是材料浪费较多。由图2(b)牙模基托底部的等效应力分布情况可知,U型基托中间线附近的应力仅为0.49 MPa,因此,在牙模宏观拓扑优化设计时,可以考虑合理地减少此部分材料。

图2 初始牙模A0 等效应力和总变形Fig. 2 Equivalent stress and total deformation of the initial dental cast A0
为避免材料冗余采用传统减重方法先进行抽壳再适当增加筋条或肋板辅以制造。图3为以1 mm壁厚抽壳后的牙模A1在压膜工况作用下的等效应力和总变形云图。由图3可见,牙模A1等效应力以及总变形都远高于树脂材料属性以及工艺标准。抽壳的减重效果并不理想。在此基础上,结合ANSYS和Spaceclaim模块对初始牙模进行结构优化,并进行强度校核分析。
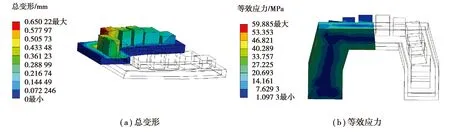
图3 抽壳后的牙模A1等效应力和总变形Fig. 3 Equivalent stress and total deformation of the dental cast A1 after shell extraction
1.2 优化设计与分析
1.2.1 宏观拓扑优化
拓扑优化是一种经典的结构优化方法,通过相关优化计算方法能够重新定义分析对象材料的分布空间,提供合理的结构设计方案,但其受限于传统制造业的加工方式,难以获得具有复杂端面等特殊性能的异形结构[14]。随着3D打印技术的发展,基于拓扑优化的设计方法开始在航空航天、医疗等多领域绽放异彩。本研究中采用ANSYS拓扑优化模块中的变密度法对牙模基托进行优化,定义牙模基托内部夹层区域为设计空间,设置优化目标是质量或者体积的50%和30%,优化约束为牙模总变形小于0.1 mm,得到如图4所示的牙模B1、牙模B2以及压膜工况下的等效应力和位移图。

图4 拓扑优化设计Fig. 4 Topological optimization design
1.2.2 介观点阵填充
点阵结构又叫多孔结构设计,是目前最受关注的轻量化设计方法,其设计灵感来源于材料学中经典的晶体结构和自然界的仿生结构[15]。晶体内的粒子按照特定键合方式及一定的排列规律构成晶体,类比将结构单元内的节点视为晶体内的粒子,将节点间的杆视为粒子间的作用键,就可以得到对应的点阵结构。运用点阵轻量化设计方法既能够去除大量材料,又可保证结构的完整性和强度要求。
点阵结构按照阵列方向可分为二维点阵和三维周期性点阵结构。蜂窝结构是一种典型的二维点阵结构,其截面为正六边形,既有优异的力学承载能力,又能够大幅度减轻实物重量,提高打印效率,各种增材制造技术应用研究都将其作为轻量化设计的重要参考依据。本研究中根据牙模基托部分的结构特点,结合有限元辅助设计手段对蜂窝直径的大小进行迭代检验,最终得到如图5所示直径为8 mm的直蜂窝结构牙模C1和面夹角为30°的斜蜂窝[16]结构牙模C2。

图5 二维蜂窝点阵填充Fig. 5 Two-dimensional cellular lattice filling
三维点阵结构依据晶胞单元种类不同[17],可分为正方体、体心立方体、面心立方体和金刚石点阵等;依据晶胞支柱类型可分为杆状结构、骨架状结构和片状结构。本研究中仅涉及杆状结构。常见杆状截面有圆形、四边形和六边形,受牙模基托结构外形尺寸以及光固化3D打印工艺限制,本研究中设计的正方体、体心立方体和面心立方体3种点阵结构牙模都通过空间尺寸3×3×3 mm3、截面为1×1 mm2的方形杆状初始单元体沿水平面阵列,通过与待填充区域布尔运算后,最终获得如图6所示的牙模D1、牙模D2和牙模D3三种牙模基托结构以及压膜工况下的等效应力和位移云图。
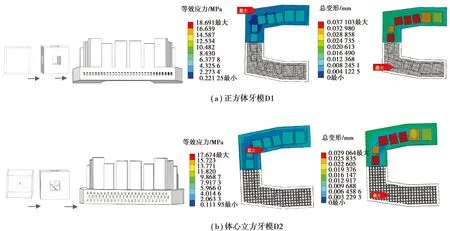

图6 空间均匀点阵结构填充Fig. 6 The spatially uniform lattice structure filling
1.3 有限元仿真结果
将上述有限元牙模数据以及仿真结果统计如表2所示。

表2 牙模分析结果统计
由表2可知,拓扑优化方法得到的体积保留比为50%和30%的树脂牙模B1和B2的总变形分别为0.036 mm和0.049 mm,等效应力分别为10.92 MPa和13.31 MPa。2个牙模等效应力变化不明显,其值远小于材料本身的强度。牙模B2总变形量比B1增加0.013 mm,达到了0.049 mm,接近边界值0.1 mm的一半,说明拓扑优化体积保留比为50%的牙模B1结构抗变形能力更强。
直蜂窝和斜蜂窝牙模C1和牙模C2总变形分别为0.052 mm和0.063 mm,等效应力分别为20.78 MPa和33.29 MPa,二者的结构刚度和强度较初始牙模均显著下降,斜蜂窝牙模下降幅度更大,说明相同填充密度条件下斜蜂窝支柱杆的垂直承载特性比直杆差。
图7为统计表2中除牙模A1以外的其他8种牙模等效应力和总变形的柱状图。由图7(a)可知,正方体牙模D1、体心立方体牙模D2、面心立方体牙模D3在此工况下的等效应力大小均接近18 MPa,图7(b)所示牙模D1的总变形为0.037 mm,比牙模D2 和牙模D3高0.01mm,说明同等外形轮廓体积下点阵填充密度越大牙模抗变形能力越强。后二者在三维实体有限元分析时产生的节点和单元数相比牙模D1和其他几种结构约增加20倍,表明后续打印时需要更高性能配置的计算机才能保证牙模切片等打印前处理操作顺利,显然不符合本研究提高效率、减少成本的实际需求。
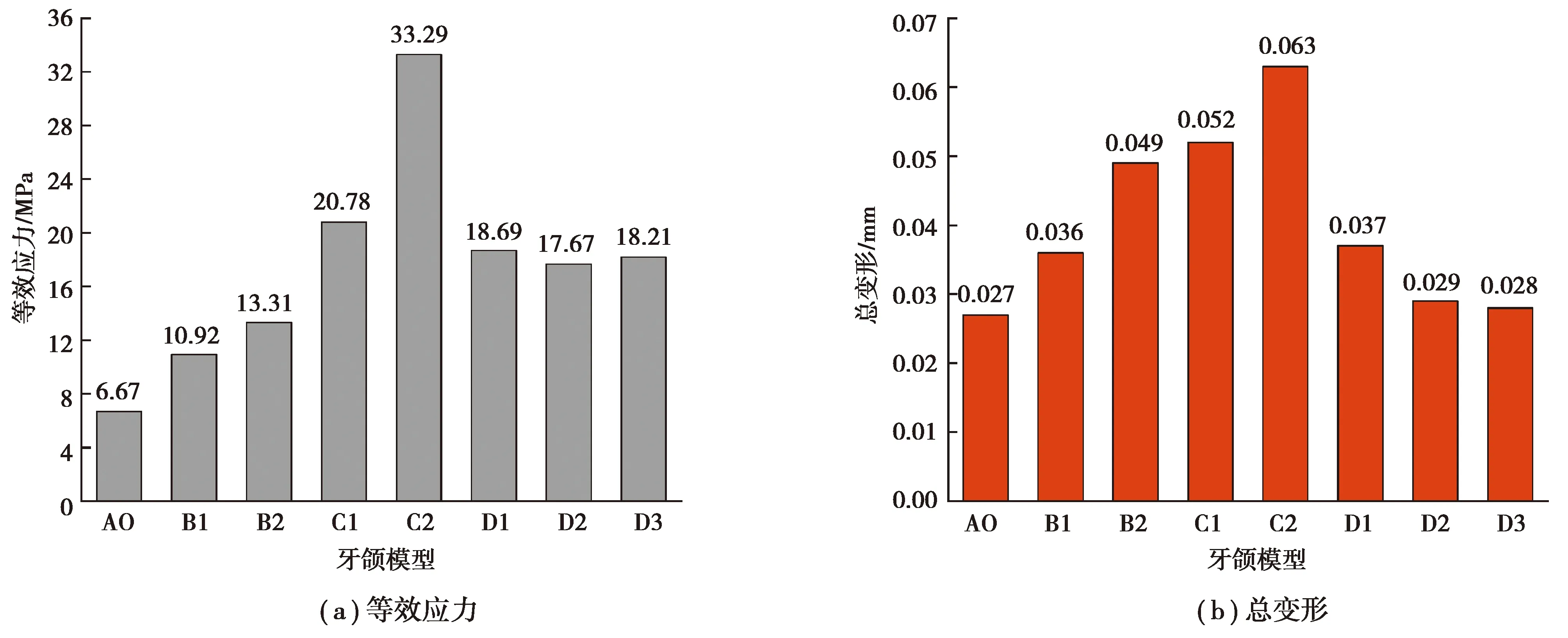
图7 有限元仿真结果Fig. 7 The finite element simulation results
综合考虑8种牙模的力学仿真结果,确定B1、C1、D1 3种优化结构牙模作为后续实验分析对象。即以这3种结构作为参考来优化实际牙模,并按照常规隐形矫治器制造工艺展开三维偏差试验,对其成形时间、成形质量以及压膜前后牙模重合占比率进行评估。
2 实验部分
2.1 实验材料及设备

实验设备如图8所示。光固化3D打印设备:iSLA660,苏州中瑞智创三维科技有限公司;光栅扫描仪:UP360,深圳云甲科技有限公司;真空正压压膜机:MINISTAR-S©,德国肖尔牙科有限公司。

图8 实验设备Fig. 8 Experimental equipment
2.2 实验过程
将B1、C1、D1 3种数字牙模另存为stl(三角形网格)格式,导入至前处理软件中进行切片,再通过光固化3D打印机各制备20个牙模,作为实验组数据,设置打印参数为扫描速度8 000 mm/s、打印层厚0.1 mm、功率880 mW,记录各组打印的总体时间以及实体和支撑重量。从4组总计80个牙模中,按类型随机抽取每组3个共12个牙模进行压膜,通过三维数字化测量技术采集压膜前后的牙模表面轮廓数据,并在逆向工程软件Geomagic control X中进行3D偏差分析。
2.3 实验结果与分析
所测牙模的预设公差为±0.1 mm,由于同类型偏差结果相近,图9分别展示其中一个具有代表性的云图作为分析数据。图9(a)是初始牙模A0压膜前后的偏差云图,该云图表明牙模主要区域都显示为绿色且公差内占比达到97.337 3%。3种优化牙模中,三维正方体点阵填充牙模D1公差范围内占比最高,为96.583 4%,二维直蜂窝填充牙模C1最小,为92.006 9%。2种填充牙模公差范围内占比都高于90%,符合隐形矫治器生产精度要求,且4种牙模偏差试验分析结果与前文数值仿真分析应力和变形结果趋势吻合。

图9 牙模压膜前后三维偏差图Fig. 9 3D deviations of the dental casts before and after pressing
表3记录了打印4种牙模总的实体和支撑质量、成形时间以及三维偏差分析结果数据。初始牙模A0和正方体填充牙模D1支撑耗材质量接近,说明牙模D1所代表的轻量化设计方案牙模内部孔隙率较小,没有产生悬空等结构。光固化设备打印牙模实体和支撑用的是同一种材料,初始牙模打印质量为615.6 g,从图10(a)柱状图可知,牙模C1的质量最轻,仅为482.2 g,降比达到21.67%。

表3 实验结果
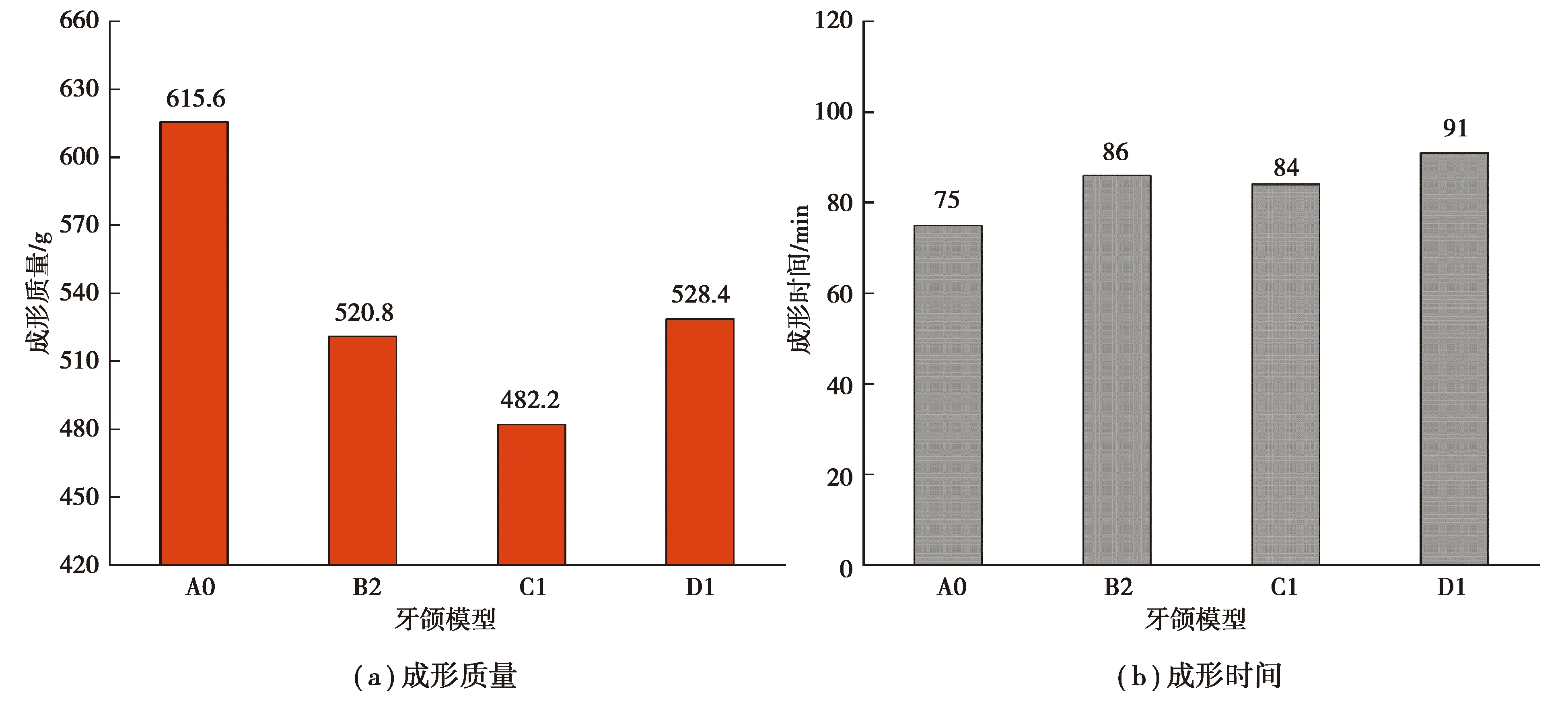
图10 牙模打印成形结果Fig. 10 Print forming results of dental casts

图11 蜂窝填充实体牙模Fig. 11 Cellular-filled solid dental cast
对比图10(b)中的4种牙模成形时间可知,3种优化牙模比初始牙模A0成形时间都长,轻量化设计为实现减轻牙模质量目的增加了牙模结构的复杂度,打印成形时扫描路径延长,其中牙模C1增加了约9 min,为最小成形时间增量。虽然打印时间相对延长,但是后续可以通过提高激光扫描速度、增加打印层厚等改进打印工艺的方式来平衡打印时间,综合仿真分析以及3D偏差实验结果,二维蜂窝点阵填充的轻量化设计方案(如图11所示)能够在保证隐形矫治器的制造精度前提下,大量减少树脂材料的浪费。
3 结 论
采用宏观拓扑优化和介观点阵填充两种轻量化设计方法,结合DfAM中聚合物设计准则,对基于光固化3D打印制作的无托槽隐形矫治器制造工艺进行分析。设计了8种轻量化牙模基托进行ANSYS仿真分析,选取满足压膜实际工况的3种基托设计方案,通过三维偏差实验比较了3种方案填充后的牙模打印成形精度、综合树脂牙模打印成形时间、质量以及精度,得到了隐形矫治器牙模制作最佳的轻量化优化方案,结论如下。
1)在隐形矫治器制造工艺流程中,经拓扑优化和点阵填充优化设计并固化成形的牙模重量均有所减轻。
2)根据拓扑优化方法得到的体积保留比为50%和30%的树脂牙模总变形分别为0.036 mm和0.049 mm,等效应力分别为10.9 2MPa和13.31 MPa,拓扑优化体积保留比为50%的牙模结构抗变形能力更强。直蜂窝和斜蜂窝牙模总变形分别为0.052 mm和0.063 mm,等效应力分别为20.78 MPa和33.29 MPa,相同填充密度条件下斜蜂窝支柱杆的垂直承载特性比直杆差。正方体、体心立方体、面心立方体3种牙模的等效应力大小都接近18 MPa,正方体牙模更满足降本控质的要求。
3)二维蜂窝点阵填充的牙模优化性能高于拓扑优化,相比初始牙模质量降比达到21.67%,是最佳的牙模轻量化设计方案。
