清梳联智能化整定的研究
2023-03-18闫循斌杨宝凯
彭 伟 闫循斌 杨宝凯
1. 青岛宏大纺织机械有限责任公司(中国) 2. 经纬纺织机械股份有限公司(中国)
目前国内生产的清梳联设备虽然能正常运转,但设备运转的智能化程度不高,单机之间采用的开关联锁信号方式导致系统运转过程中连续给棉控制精度不高,用户需在使用过程中频繁地修改参数,系统的应用体验度不好,从而降低了用户对设备的评价;另外,棉纺企业用工成本不断提升,而清梳联自整定控制的推广应用可以有效地提高清梳联的智能化和数字化水平,提高系统运转过程的质量水平,不仅能减少用工、提高劳动效率,而且还能提高生产质量的稳定性、一致性,节约生产成本。
为了更好地提高清梳联设备的智能化和质量控制水平,需优化升级抓棉机智能探包和自动平包功能;提升混棉机及清棉机的连续给棉控制精度;清棉机和梳棉机进行组网并进行数据互通。本研究目的即通过清梳联自整定控制提高清梳联设备的智能化、提高设备的质量水平,从而生产高质量的纱线。[1]
1 系统方案
1.1 主控系统方案
本研究为提供控制平台的硬件、软件模块化及兼容性方案,统一采用定制化触摸屏,针对主控和驱动平台提出各具优势的两种方案。
1.1.1 施耐德主控系统方案
施耐德主控系统方案采用施耐德TM241系列PLC,双核CPU、标准指令处理时间为22 ns;支持Modbus、CAN-open、Ethernet等总线通讯,具有8 路200 kHz高速计数、4 路100 kHz高速脉冲输出;支持USB和网口两种编程调试方式,支持通过标准SD卡下载程序和更新固件,统一使用机器专家(Machine Expert)软件编程平台,可以有效减少编程和调试时间,支持M218/M241/M251/M258,兼容性强;使用施耐德经济型ATV310系列驱动器,系统方案如图1所示。
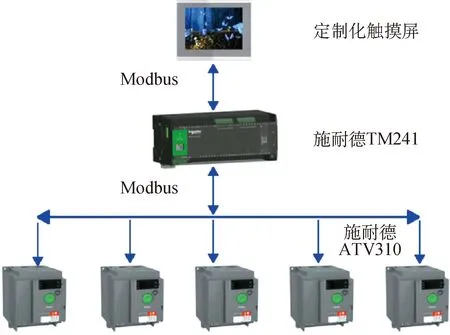
图1 施耐德主控系统方案
1.1.2 汇川主控系统方案
汇川主控系统方案采用汇川H3U系列PLC,其优点如下:标准指令处理时间为100 ns,本体自带2路Modbus、1路CAN接口支持CAN-link和CAN-open协议、1路100 M的以太网接口,支持Modbus TCP/IP和自由口协议,具有8 路200 kHz高速计数、5路200 kHz高速脉冲输出;编程口可以是USB接口或以太网接口,其中Mini USB可通过其他USB直接供电;使用汇川经济型MD310驱动器,搭配通讯CAN卡可以实现和主控器CAN总线通讯,减少接线、节省扩展模块、降低设计成本,通讯时序逻辑自动排序和处理、优化数据通讯、提高通讯准确率。详细系统方案如图2所示。
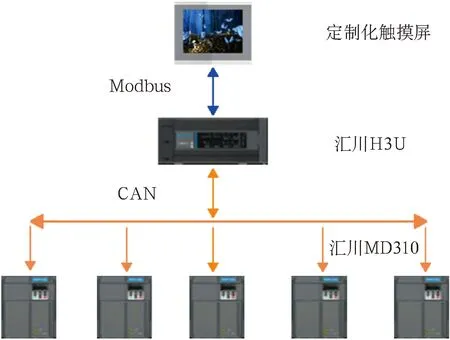
图2 汇川主控系统方案
1.2 组网方案
本研究为实现系统组网、数据互通,提供局域网数据接口及E系统数据接口,统一采用定制化触摸屏(带以太网口),备选方案通过汇川H3U系列PLC自带以太网进行组网,以解决系统联锁信号单一(普通开关量)、数据交互差、智能化控制程度较低和数字化程度低等问题。
1.2.1 HMI组网方案
HMI组网方案利用HMI自带以太网接口进行组网,通过HMI组网实现远程PLC数据透传,再通过数据处理,发送到本地PLC。组网方案如图3所示。

图3 HMI组网方案
1.2.2 H3U系列PLC组网方案
PLC组网方案利用H3U本身自动的以太网进行组网,通过远程PLC进行数据交互处理,最终在HMI上显示,组网方案如图4所示。
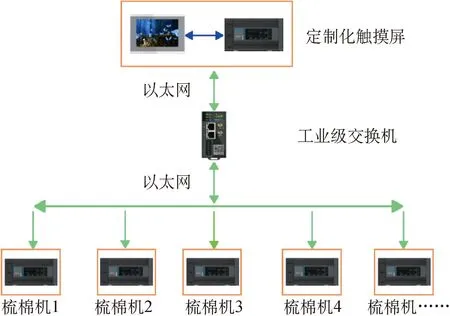
图4 H3U系列PLC组网方案
2 智能化整定功能
2.1 抓棉机自整定控制
抓棉机自整定控制根据棉包的松紧程度将棉包分为4部分,第一部分:棉包最松;第二部分:棉包较松;第三部分:棉包最紧;第四部分:棉包较紧。针对棉包不同松紧部分,处理方式也有所不同。
2.1.1 最松——自动探包、自动平包
新棉包的最上方部分是最松的,且高低不平。此种状态下,需抓棉机具有自动探包和自动平包功能,以快速抓取纤维,使梳棉机产量达到要求。抓棉机根据探包光电传感器和抓臂高度编码器自动探测和记录棉包的高度,并在探包过程中,以0.5 s为一个计数点,计算棉包高度的平均值。根据探包过程中计算的棉包高度平均值和预先设定的抓取深度、棉包的最高和最低高度进行平包。平包过程一般需要20~30次,平包完成之后,应将棉包顶部最松的部分抓取完毕。
2.1.2 较松——根据设定的抓取次数自动加大抓取深度
对于棉包上部较松的部分,采取综合考虑包区往返次数和抓取深度的方法,逐渐减小抓取的深度。抓棉初期,棉包较松,此时抓取的深度应较大,随着抓取次数增加,抓取的深度越来越小,直至抓取到棉包最紧的部分。
2.1.3 最紧——根据运行效率自动调整抓取深度
在抓取最紧的棉包部位时,抓棉机根据运行效率在线自动调节运行参数。设定有效运行效率为95%~98%,超出该范围时,需在行走速度的±5%范围内调整行走速度,10 min后再判断,若运行效率超出设定范围,则需继续对行走速度进行调整。每10 min读取混棉机棉仓的压力数值,控制抓棉机抓取深度。若多仓处于满仓状态,抓棉机的抓取深度则应减小5% ;若多仓处于空仓状态,抓棉机的抓取深度则应增大5%。
2.1.4 较紧——抓棉深度翻倍
抓取最底部棉包较紧的部位时,抓棉机的抓取深度自动根据设定的翻倍数进行加倍抓取。
2.2 混棉机自整定控制
混棉机是将不同品种、不同长度的棉纤维进行混合,以获得所需的纤维混合比例。自整定控制可以根据不同的棉纤维特性和混合比例,实时调整混棉机的运行参数,从而提高混棉的均匀度和一致性。这有助于提高混棉质量,减少纤维的浪费和不均匀现象,提升纺织品的质量和市场竞争力。混棉机自整定控制是根据设定的目标效率、实时运行效率、最大运行效率、最小运行效率、效率调整幅度、自动调整时间、效率计算时间来自动调整斜帘运行频率,达到斜帘运行效率目标值。混棉机运行效率全部由混棉机自整定控制自动完成,全程无需人工干预。
混棉机自整定控制可以根据实时的生产需求和原料供应情况,自动调整混棉机的运行参数,实现最佳的生产效率。通过清梳联系统组网读取梳棉机的开车台数和产量、清棉机给棉罗拉实时频率,优化混棉机的运行效率和工艺参数设置,可以提高混棉机的储棉量和生产能力,减少生产时间和能源消耗。对于纺织企业而言,意味着更高的生产效率、更低的生产成本和更快的产品交付速度。
2.3 清棉机自整定控制
清棉机用于去除棉花中的杂质和污染物,以确保纺织品质量。通过自整定控制,清棉机可以根据棉花特性和污染物种类,实时调整清棉机的运行参数和清洁方式,以提高清洁效果。这有助于降低纺织品生产过程中的污染程度,提升纺织品的质量和可持续性。清棉机自整定控制将清棉机与梳棉机组的显示屏联网,清棉机在线读取梳棉机组各机台开车信号、实时产量及状态信息,同时统计梳棉机组开车总台数及梳棉机组实时产量,将实时产量用于清棉机给棉速度的计算,优化连续给棉控制精度;增加参数自整定控制,监控给棉运转率,30 min后给棉运转率如果达不到95%,则自动将连续给棉比例系数减小5%,并重新计时监控;该技术无需联锁接线,也无需关联继电器、接线端子等,不占用控制器I/O资源,控制柜元件安装板布局得以优化,清梳联智能化水平得到提升[2]。清棉机自整定控制可以根据实时的生产需求和棉花供应情况,自动调整清棉机的运行参数和清洁速度,以实现最佳的生产效率。通过优化清棉机的运行状态和参数设置,可以提高清棉机的清洁速度和吞吐量,减少生产时间和能源消耗。这对于纺织企业意味着更高的生产效率、更低的生产成本和更快的产品交付速度。
2.4 清梳联系统的柔性控制
清梳联系统的柔性控制涉及很多方面,主要的控制方法如下。
——变频控制。利用变频器控制清梳机的电动机转速,以实现对清梳速度的调节。通过调整转速,可以适应不同的纺纱工艺要求和纤维材料特性。
——智能感知与调节。利用传感器技术和自动控制系统对清梳联系统进行实时监测和调节。例如通过落棉传感器可检测落棉中杂质和原料的比例,并根据检测结果自动调整落杂区长度。相同工艺速度下,落杂区长度决定了落棉率,将影响纺纱效果。
——自适应控制。根据实时采集的数据和反馈信息,自动调整清梳联系统的工作参数,以适应纤维材料的变化和工艺要求的变化。这种控制方法可以提高系统的适应性和稳定性。
——多目标优化。利用优化算法和模型,对清梳联系统的多个目标进行协调和优化。例如同时考虑纺纱质量、生产效率和能耗等因素,通过调整清梳联参数实现系统最佳的综合性能。
这些柔性控制方法可以相互结合和使用,以满足清梳联系统对工艺要求和纤维材料变化的适应性。具体的柔性控制策略应根据清梳联系统的特点、工艺要求和技术条件进行选择和设计。
2.5 清梳联系统组网方案
为实现清梳联控制系统的智能化整定功能和柔性控制,清梳联系统需要进行组网,详细方案如下。
——利用显示屏的RJ45网口,将清棉机与梳棉机组的显示屏联网,清棉机显示屏可以组态梳棉联网机台;
——在清棉机显示屏上,通过组态远程PLC,使清棉机显示屏通过梳棉机显示屏与梳棉机的PLC交换数据;
——清棉机显示屏在线读取梳棉机道夫开车信号、开车产量,并发送清棉机状态信息;
——清棉机显示屏计算梳棉开车台数及梳棉机组实时产量,并将结果传送给清棉机PLC使用,梳棉机组的实时产量用于清棉机给棉速度的计算,以优化连续给棉控制精度;
——增加参数自整定控制,监控给棉运转率,30 min后给棉运转率如果达不到95%,则自动将连续给棉比例系数减小5%,并重新计时监控;
——为方便联网,可在梳棉机组适当机台配置一台或多台交换机。
清梳联系统组网方案如图5所示。
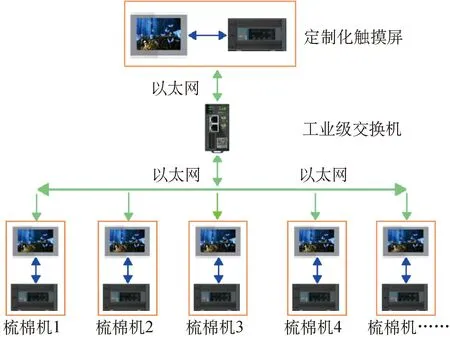
图5 清梳联系统组网方案
3 结语
近年来由于成本增加、劳动力紧缺,纺织企业在发展过程中举步维艰,自动化、智能化、高品质的纺纱设备成为纺织厂突破困境的首选,新设备将技术应用于生产过程,可提高纺纱生产的质量与效率,提升产品竞争力。通过清梳联智能化整定系统方案的研究和设计,以网络技术为基础实现设备间数据和信息的交互,同时在单机主控系统加强自整定控制,进而实现清梳联系统的智能化提升和柔性控制,能够满足行业在差异化、柔性化及用工等方面的需求。
