聚酯纱线上染工艺参数研究
2023-03-18尹思一詹建朝
尹思一 詹建朝
嘉兴学院 材料与纺织工程学院(中国)
染色是织物生产加工中比较重要的环节,聚酯纤维的商品名是涤纶,它产量巨大,是在中国乃至世界普通合成纤维产量中排列第一的纤维[1-2]。随着国家经济蓬勃发展,从市场角度看,人们对于个性化的需求越来越多,对于织物染色的需求也越来越多样化,个性化、小批量生产将会在未来占据一定地位;从环境的角度来看,近年来人们对环境安全问题越发重视,因此聚酯环保染色已成为目前热议的话题,国家、政府也愈发重视环保这个问题[3-4]。目前对于聚酯的染色,大多都是对聚酯织物或聚酯混纺织物进行上染,有关聚酯单纱线上染尚未见相关报告。本文介绍了一种新的聚酯上染工艺,达到了节能减排的效果,可为后续市场产品的开发提供一些参考。
本文使用染烘一体装置[5],纱线自下而上运动,染液自上而下沿着纱线滑落,通过调节相应的工艺参数,可做到精准供液,确保纱线的上染;沿纱线滑落的染液滴入最底下的烧杯中,可回收再利用,减少了染液的浪费,没有污染;2个加热装置可快速烘干纱线中多余的水分,耗能较少,最终可达到高质量上染聚酯纱线的效果。
1 试验
1.1 试验仪器
电子分析天平(赛多利斯科学仪器有限公司):对染料和所需上染助剂进行质量称取;纱线上染装置: 对纱线进行上染; 鼓风烘燥箱(上海天成呈仪器有限公司):对上染后纱线进行干燥; 台式色彩检测仪(美国德踏颜):测试纱线的K/S值[色料吸收系数(K)和色料散射系数(S)的比值]和Lab值[L(lightness,亮度)表示明亮度,为0~100,0表示黑色,100表示白色;a(redness,红色度)表示的是从红色至绿色的范围,100为红色,-80为绿色;b(yellowness,黄色度)表示从黄色至蓝色的范围,100为黄色,-80 为蓝色];万能材料拉力机(深圳三思纵横科技股份有限公司):测试纱线的拉伸断裂强力。
1.2 材料
聚酯纱线[线密度为16.67 tex(150 D/72 F),杭州中丽化纤有限公司],分散染料(蓝,上海安诺其集团股份有限公司),磷酸二氢铵、冰醋酸(中国杭州化学试剂有限公司)和渗透剂(浙江上虞市荣欣助剂公司)。
1.3 试验方法
1.3.1 染液配制
称取一定质量的分散蓝染料和磷酸二氢铵,与水充分混合后配置成一定浓度的染液,并加入渗透剂脂肪醇聚氧乙烯醚(JFC),再通过冰醋酸调节pH值,室温条件下搅拌染液,至充分混合后进行上机染色。
1.3.2 工艺流程
本试验采用的工艺流程为退纱、单纱上染、单纱烘干、管纱卷绕、管纱焙烘、管纱水洗和管纱烘干。调节不同的工艺参数,探究不同的染液质量分数、焙烘温度、焙烘时间等一系列工艺参数对所上染纱线的影响,综合选择较优的一组工艺参数。
1.3.3 性能测定
为了比较不同纱线的上染效果,测试不同参数的K/S、Lab值,将纱线密集卷绕在黑卡纸上,黑卡纸尺寸为 10 cm×10 cm,纱线需卷绕至完全遮挡住黑卡纸,采用台式色彩检测仪进行测试,导出相应的K/S值和Lab值。为了更好地比较纱线染色后的强力,测试了聚酯纱线上染前、后的断裂拉伸强力。采用万能材料拉力机,对采用不同工艺参数(染液质量分数、焙烘温度及焙烘时间)加工的聚酯纱线进行拉伸断裂测试,每组测试5个试样,并导出数据进行分析。
2 染色工艺参数对染色性能的影响
2.1 染液质量分数
控制焙烘温度为130 ℃,焙烘时间30 min 不变,改变染液的质量分数,染色后纱线的上染效果如图 1所示,可见染液质量分数为0.2%时,纱线的上染颜色较浅,且存在明显的上染不匀现象;染液质量分数为0.6%时,上染颜色虽仍较浅,但是上染的不匀现象明显改善;后续随着染液质量分数的提高,聚酯纱线的上染颜色加深,上染纱线的效果越好。

图1 采用不同染液质量分数上染聚酯纱线的纱线照片
不同质量分数染液上染的聚酯纱线的Lab值的数据如表1所示。分析可知,随着染液质量分数的增加,L逐渐减小,说明上染纱线的亮度逐渐变暗,颜色逐渐加深;不同质量分数染液上染纱线的a均小于0,说明上染后纱线偏绿;b小于0,说明上染后纱线偏蓝。

表1 不同质量分数染液上染的聚酯纱线的 Lab值
采用不同质量分数染液的聚酯纤维的K/S曲线如图 2所示。由图2可知,随着染液质量分数的加大,K/S的峰值逐渐增大,上染的聚酯纱线颜色越深,上染效果越好。

图2 不同染液质量分数对染色性能的影响
不同染液质量分数上染的聚酯纱线的拉伸断裂性能如图 3所示。由图3可知,原纱(未上染纱线)的拉伸断裂强力最高,随着染液质量分数的增加,纱线的断裂拉伸强力呈略微下降趋势,说明上染聚酯纱线的染液质量分数会对聚酯纱线的力学性能造成一定的破坏,且染液质量分数越高,破坏程度越明显。

图3 不同染液质量分数上染的聚酯纱线的拉伸断裂曲线
可见,在其他工艺参数保持不变的条件下,分析不同染液质量分数上染的聚酯纱线的照片图、K/S曲线及相应的Lab值可知,染液的质量分数越高,上染颜色越深,聚酯纱线的上染效果越好;染液的质量分数会对纱线力学性能造成一定的破坏,但拉伸断裂强力仅略有下降,影响并不显著。综上所述,本研究中较佳的染液质量分数为 2.0%。
2.2 焙烘温度
控制染液的质量分数为1.0 %、焙烘时间为10 min,改变焙烘温度进行试验。图4为不同焙烘温度下上染的聚酯纱线的照片,可见在焙烘温度为120 ℃时,上染的聚酯纱线呈紫色,焙烘温度为130~160 ℃时纱线呈蓝色,且随着焙烘温度的上升,上染颜色逐渐加深。

图4 不同焙烘温度上染的聚酯纱线的照片
不同焙烘温度上染的聚酯纱线的Lab值如表2所示。由表2可知:随着焙烘温度的增加,L逐渐减小,上染的颜色逐渐加深;焙烘温度为 120、150及160 ℃时,a>0,纱线偏红色,且焙烘温度为120 ℃时最为明显;焙烘温度为 130和140 ℃时,a<0,纱线偏绿色;所有焙烘温度下,b<0,说明纱线均偏蓝。

表2 不同焙烘温度上染的聚酯纱线的Lab 值
由图 5可知,在其他工艺参数均不改变的前提下,聚酯纱线会随着焙烘温度的上升上染效果增强,且焙烘温度在120与130 ℃呈现变化趋势不同,说明在120 ℃和130 ℃上染纱线的颜色发生显著变化。
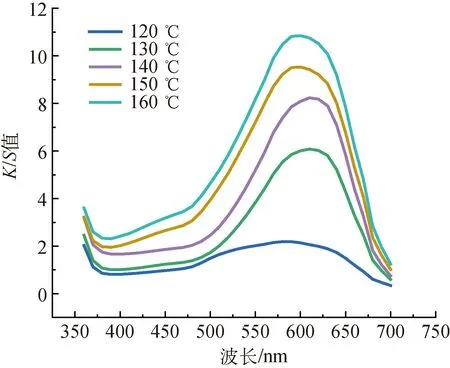
图5 不同焙烘温度上染的聚酯纱线的K/S 图
不同焙烘温度上染的聚酯纱线的拉伸断裂曲线如图6所示,可见纱线的焙烘温度会影响聚酯纱线的力学性能,但并不显著,聚酯纱线的拉伸断裂强力保持相对平稳。

图6 不同焙烘温度上染的聚酯纱线的拉伸断裂曲线
在其他工艺参数保持不变,分析不同焙烘温度上染的聚酯纱线的照片图、Lab值及相应的K/S曲线可知:分散染料在高于120 ℃ 时上染的聚酯纱线变化趋势与其他焙烘温度不同,说明120 ℃与130~160 ℃焙烘温度下的上染颜色具有显著区别,其上染颜色红色加深,呈现紫色,焙烘温度为150和160 ℃时,聚酯纱线的颜色偏红;随着焙烘温度的上升,上染效果更为明显,上染颜色也越深;焙烘温度为120~160 ℃时,对纱线的力学性能影响并不显著。综上所述,本研究较佳的焙烘温度为160 ℃。
2.3 焙烘时间
选择染液的质量分数为1.0%,焙烘温度为130 ℃不变,改变焙烘时间进行试验。图7为不同焙烘时间下上染聚酯纱线的照片,可见随着焙烘时间的增加,纱线的上染颜色逐渐加深,上染效果越好。

图7 不同焙烘时间上染的聚酯纱线的照片
不同焙烘时间上染的聚酯纱线的Lab值如表3所示。由表3分析可知:随着焙烘时间的增加,L逐渐减小,说明纱线上染亮度逐渐变暗,颜色逐渐加深;不同焙烘时间下,a<0,说明上染的聚酯纱线均偏绿色;b<0,说明样品均偏蓝。
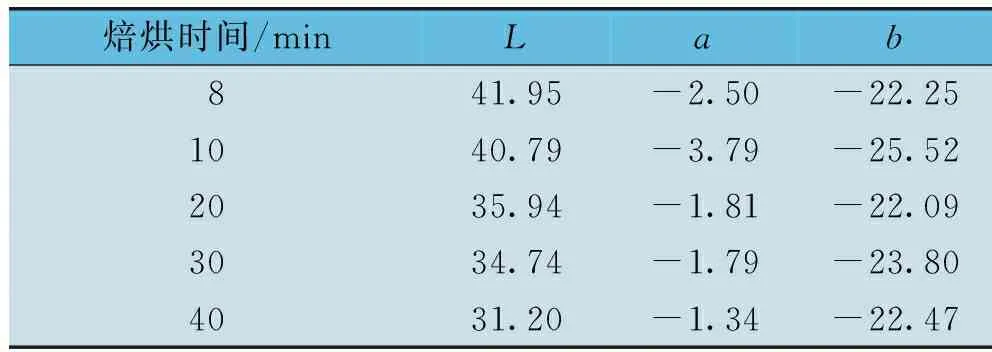
表3 不同焙烘时间上染的聚酯纱线的Lab 值
由图 8可知,在其他工艺参数均不改变的前提下,聚酯纱线的上染效果会随着焙烘时间增加,K/S值的峰值逐渐增大,上染的聚酯纱线颜色越深,上染效果增强。

图8 不同焙烘时间时上染的聚酯纱线的K/S图

图9 不同焙烘时间上染的聚酯纱线的拉伸断裂曲线图
可见,在其他工艺参数不变时,根据聚酯纱线的照片图、Lab值及相应的K/S曲线可知,焙烘时间越长,上染的颜色越深,上染效果越好。综上所述,本研究中较佳的焙烘时间为40 min。
在其他工艺参数不变时,根据不同焙烘时间上染的聚酯纱线的照片图、Lab值及相应的K/S曲线分析可知:焙烘时间越长,上染的颜色越深,上染效果越好。焙烘时间会对上染纱线的力学性能造成一定的破坏,但纱线的拉伸断裂强力只略微下降,对其的影响并不显著。综上所述,在焙烘时间工艺参数探究中,较佳的焙烘时间为 40 min。
3 结论
通过试验及测试,获得的上染聚酯纱线较佳的工艺参数为:染液质量分数为 2.0%,焙烘温度为160 ℃,焙烘时间为 40 min。在此工艺条件下上染的聚酯纱线的上染颜色较深,上染纱线的染色均匀性良好,力学性能也相对较好。但是由于试验时间有限,对聚酯纱线上染工艺的研究并未进一步深入,只是简单地确定了一些参数范围,有待后续进一步讨论与研究,以实现精准供液、节能减排和高质量染色的目的。
