压裂泵组合式人字齿结构轮齿修形研究*
2023-03-11何鹏辉范乃则李学飞李志远赵玉凯
何鹏辉,范乃则,裴 帮,关 鹤,李学飞,李志远,赵玉凯
(郑州机械研究所有限公司,河南 郑州 450001)
0 引 言
人字齿轮传动具有重合度高、承载能力大、轴向力小等特点,因而被广泛应用于航空、船舶、能源设备等相关领域。
在能源开采领域,其动力传动系统多为重载、持续满负荷的工况,因此,齿轮的真实齿根形状和齿面接触特性对齿轮副的寿命及可靠性有很大的影响。
在齿轮机构设计过程中,一般会将齿轮啮合的实际工况考虑进去。接触疲劳安全系数和弯曲疲劳安全系数是评价齿轮接触疲劳强度的重要指标。已有学者采用试验和有限元仿真的方法,对齿轮接触特性的影响因素进行了研究。
刘怀举等人[1]通过深入调研国内外齿轮研究成果,分析了影响齿轮接触疲劳性能的轮齿界面状态、硬化层与残余应力、材料缺陷等结构-工况-材料要素体系,总结了超精加工、涂层以及喷丸等加工工艺对提高齿面接触疲劳性能的影响,为探索齿轮接触疲劳失效机理以及高性能齿轮抗疲劳设计制造方法提供了参考。WANG Hong-bing等人[2]建立了点接触混合弹流润滑工况下的ARCHARD齿轮磨损寿命预测模型,研究了不同输入工况、润滑条件、齿面状态及鼓形量对鼓形人字齿面磨损寿命的影响。李纪强等人[3]提出了微点蚀和热胶合竞争失效机制,并采用试验测试的方式,研究了不同加载扭矩和主轴转速工况下,18CrNiMo7-6材料齿轮样件的最小油膜厚度和最大接触温度,给出了微点蚀润滑油膜最小安全系数和热胶合齿面啮合温度最小安全系数的推荐值。白恩军等人[4]采用有限元方法,建立了刚性和柔性两种齿轮轴模型,研究了这两种齿轮轴模型的载荷分布差异,以及齿轮啮合刚度的时变特性。陈桂廷等人[5]通过推导齿轮轴弯曲扭转变形公式,基于切片法及线性规划内点法,计算了齿轮齿向载荷分布,研究了齿轮轴长度、轴径对斜齿轮齿向载荷分布及啮合刚度的影响。PATIL S S等人[6]通过有限元软件分析,研究了螺旋角和摩擦因数在特定范围内对斜齿轮接触应力的影响。向龙等人[7]采用混合赫兹、WINKLER模型的齿面接触应力计算法,求解了含安装误差的斜轮齿,并分析了不同负载和啮合位置的最大接触应力及其变化规律。LIU Xuan等人[8]在考虑不对称误差的基础上,建立了一种三维加载齿面接触分析模型,计算了具有不对称误差的人字齿轴啮合周期内齿轮传动误差和轴向位移,分析了不对称误差对人字齿啮合冲击力的影响。
通过仿真软件优化齿廓的修形量,以此来提高齿轮接触性能,这是研究齿轮传动特性的重要手段。
LIU Lan等人[9]建立了人字齿轮-轴-轴承有限元模型,研究了齿面修形改性对人字齿轮齿面承载接触应力特性的影响。LV Chang等人[10]和LIU Jing等人[11]建立了齿轮传动仿真模型,研究了齿轮微观修形对齿轮接触性能及噪声的影响。MA Xin-tan等人[12]建立了系统仿真模型,并采用遗传算法,对轮齿微观修形进行了优化。TANG Z P等人[13]通过ANSYS对三维模型进行了分析,在不同工况下,研究了牵引斜齿轮一个啮合周期内的应力分布及接触状态时变规律,以此对齿轮进行了修形,降低了齿轮啮合冲击和传动噪声。文献[14-16]中,研究人员采用KISS soft软件,分别对斜齿轮和行星齿轮进行了接触分析,对齿面进行了修形和优化设计。
在以上研究中,众多学者对影响斜齿轮和人字齿轮啮合特性的误差因素及修形方式进行了分析,但对于组合式人字齿的传动啮合特性分析较少。
笔者以某型号压裂泵人字齿轮副为研究对象,进行组合式人字齿轮结构特点、齿轮副强度校核及误差类型分析,并采用KISS soft软件建立模型,探究轮齿修形对齿轮传动误差、接触斑点以及齿面载荷的影响特性。
1 压裂泵传动齿轮副结构
压裂泵传动有两种形式,一种为传统的典型结构,即输入轴穿过曲轴箱,轴承支撑的两端为左旋齿和右旋齿,并分别与曲轴两端安装的从动轮啮合;另一种是随着机型向大负载、高功率密度、轻量化发展而逐渐兴起的行星齿轮传动结构,该结构采用了一级平行轴齿轮副和一级行星齿轮副的传动形式。
笔者的研究对象为该结构减速器一级平行级双斜齿组合人字齿啮合的一对齿轮,如图1所示。

图1 平行级齿轮副示意图
该组合式人字齿齿轮轴是由高强度螺栓连接一组齿部参数一致旋向相反的双斜齿组成的,相较于常规磨齿硬齿面人字齿结构,该结构双斜齿轴向设计间距很小(1 mm~3 mm),且无砂轮退刀槽,整体结构紧凑,功率密度高;但是需要合理的加工工艺及工装设计来保证组合后人字齿的齿轮精度。
其中,驱动齿轮轴的结构如图2所示。
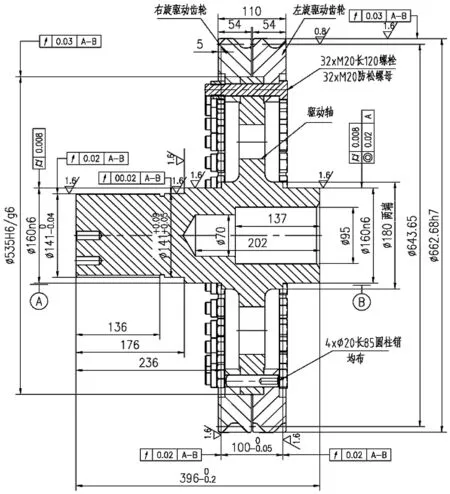
图2 驱动齿轮轴的结构示意图
2 齿轮参数
2.1 技术参数
此处笔者所采用减速机的相关技术参数(结构形式为一级平行级齿轮传动+一级行星齿轮传动)如表1所示。

表1 减速机技术参数
2.2 设计参数
此处的研究对象为一级平行级人字齿轮传动,该齿轮副的设计参数如表2所示。

表2 平行级齿轮副参数
3 轮齿强度校核计算
齿轮强度是评价齿轮传动系统可靠性的重要指标。笔者依据GB/T 3480标准对表2所示的齿轮副进行强度的校核计算。
齿面接触应力的计算式为:
(1)
其中:KH=KAKVKHαKHβ。
齿根弯曲应力的计算式为:
(2)
其中:KF=KAKVKFαKFβ。
在齿面接触及弯曲应力的计算中,其相关参数的取值如表3所示。

表3 齿面接触和齿根弯曲疲劳强度计算参数
在齿轮设计及校核计算中,常以安全系数来表征其强度结果。其中,齿面接触强度安全系数表达式为:
(3)
齿面接触强度安全系数的表达式为:
(4)
该算例中,齿轮副材料为18CrNiMo7-6,电渣重熔料或精炼钢。
结合材料性能参数及表3的参数取值,笔者采用公式(1~4),通过计算得到了齿面接触应力及齿根弯曲应力结果,如表4所示。

表4 齿轮副校核结果(KA=1.50)
由表4校核结果可知:齿轮接触强度安全系数为1.584和1.597,大于1.0;弯曲强度安全系数为1.395和1.350,大于1.3。
上述结果表明,该齿轮副满足设计要求。
4 影响齿轮强度的因素
4.1 齿面接触应力
齿面接触疲劳的失效形式主要有:点蚀、微点蚀、热胶合、深层断裂等。
在齿面接触疲劳强度计算校核中,可以认为齿轮的接触啮合为理想状态。而实际上,齿轮啮合传动受制造和安装误差、齿轮弹性变形、热变形及润滑等因素的耦合影响,在其啮合过程中不可避免地存在冲击、振动和偏载现象,这将会引起齿面的应力出现集中现象,从而导致齿面发生疲劳点蚀,缩短齿轮的使用寿命。
偏载对齿面接触应力的分布有着重要的影响,笔者结合计算结果拟合出齿面接触应力随齿宽的变化规律曲线,如图3所示。

图3 σH-BH曲线
由图3可知:接触应力σH与齿宽接触长度BH成反比,且当接触齿宽小于理论齿宽的20%时,其接触应力达到全齿宽接触时的2倍以上。
齿面局部接触应力过大,会引起齿面表层发生局部点蚀剥落现象,造成齿面出现凹坑,严重破坏齿面的硬化层组织,最终导致齿面发生疲劳失效,如图4所示。

图4 齿面疲劳失效
图4中,样机齿轮副在严重过载后,引起齿面点蚀剥落;同时,齿面表层产生高温回火效应,局部齿面硬度降低,轮齿严重变形,导致传动失效。
上文分析了偏载因素对齿轮的影响,下面分析制造误差和安装误差对齿轮的影响。
齿轮的制造误差及安装误差是影响齿轮接触疲劳强度的重要因素。其中,齿轮的制造误差包括加工基准误差和轮齿几何精度误差;安装误差包括中心距误差、空间轴交角误差以及轴平面内轴交角误差等。含误差的斜齿轮在进入和退出啮合时存在的边缘接触现象。
齿轮副安装误差也常用来表征其轴线偏差。此处所采用的减速机箱体为薄壁、小宽径比(箱体轴向宽度与中心距方向长度之比)、无地脚支撑结构。
由于受使用及运输工况的限制,往往需要对箱体进行轻量化设计;同时,采用有限元分析软件,分析箱体的变形及应力分布,选用性能更好的材料,并对箱体进行优化[17]。
对于窄支撑跨距结构,轴线偏差对轴承孔支撑处的变形更为敏感,弹性变形传递到轴承孔,将会引起轴线偏差。此外,轴承游隙及安装间隙、轴系受力弯曲、扭转弹性变形等因素叠加产生轴线综合总偏差,也将反映到齿轮安装误差上。
轴线偏差的形式示意图中,轴平面内轴交角误差如图5所示。
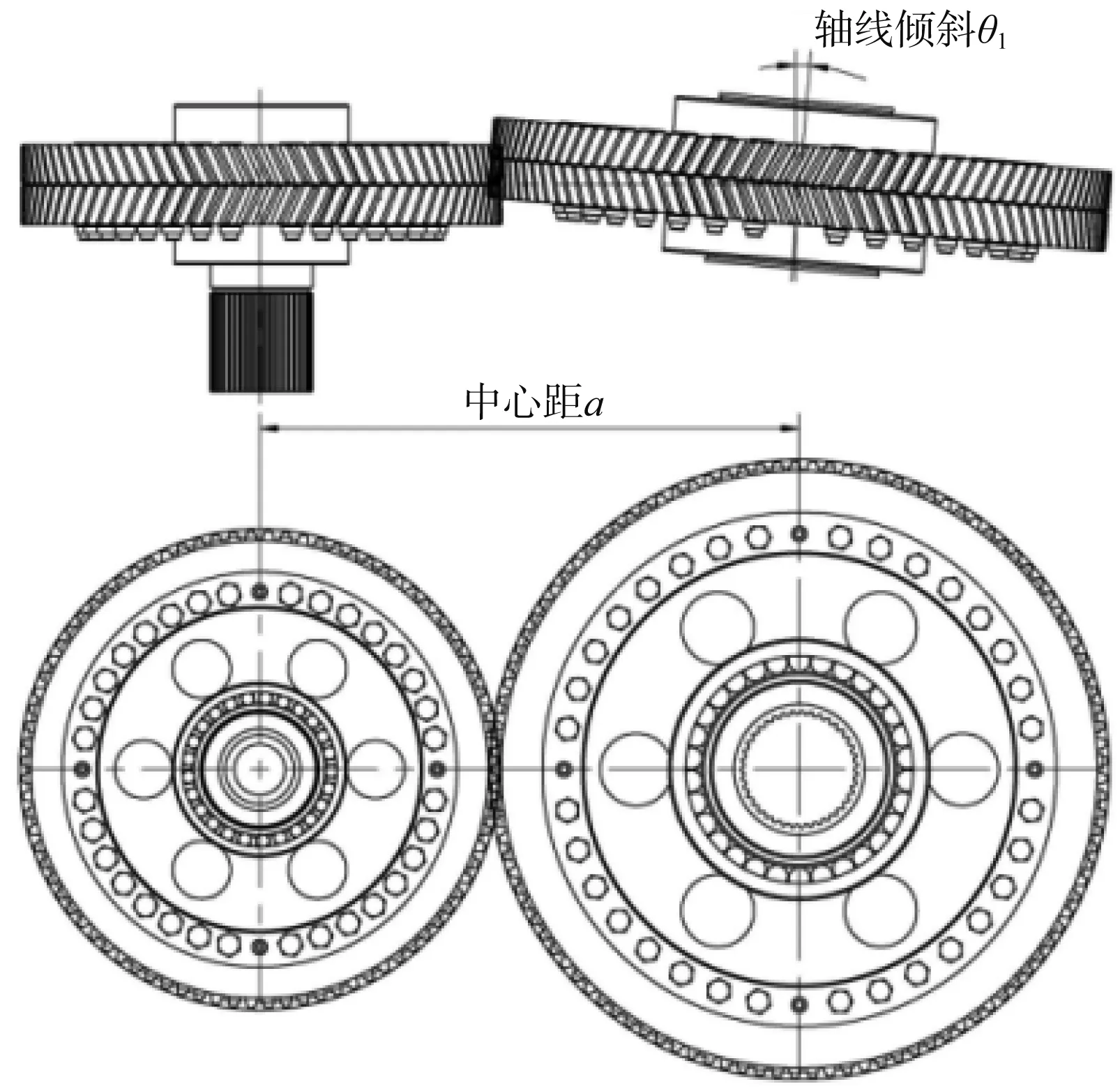
图5 轴平面内轴交角误差
空间轴交角误差如图6所示。

图6 空间轴交角误差
同时,在齿轮的传动过程中,轮齿弹性变形和热变形会导致轮齿啮合轨迹偏离理论啮合线,从而产生啮入和啮出冲击,影响轮齿的使用寿命。
4.2 齿根弯曲应力
齿根弯曲疲劳失效的形式主要是齿根裂纹引起的轮齿折断。在齿轮的实际加工过程中,由于滚齿进深不足、热处理变形、留磨量不合理等因素,会产生磨削齿根、齿根磨削台阶、根切残留等现象,引起齿根处的应力集中,从而导致齿根弯曲疲劳失效,齿根出现裂纹,进而引起轮齿的折断。
当加工中留磨量与滚刀设计凸起量不匹配时,会产生齿根过深或过浅的后果:过深,会导致磨齿后,齿根仍残留一定程度根切;过浅,会导致磨齿时,磨削齿根,齿根硬化层减少,产生磨削台阶现象,影响齿根的弯曲强度。
张伟等人[18]考虑了滚刀凸起量和轮齿留磨量的关系,提出了一种非标磨前滚刀的设计方法。轮齿热处理变形、粗制齿与磨齿螺旋线偏差、齿部修形,都会导致齿面磨削量不均匀、齿根过渡线起伏、齿根沿齿向出现不规则磨削台阶等现象的发生,影响齿轮接触和弯曲性能。
齿根磨削台阶如图7所示。
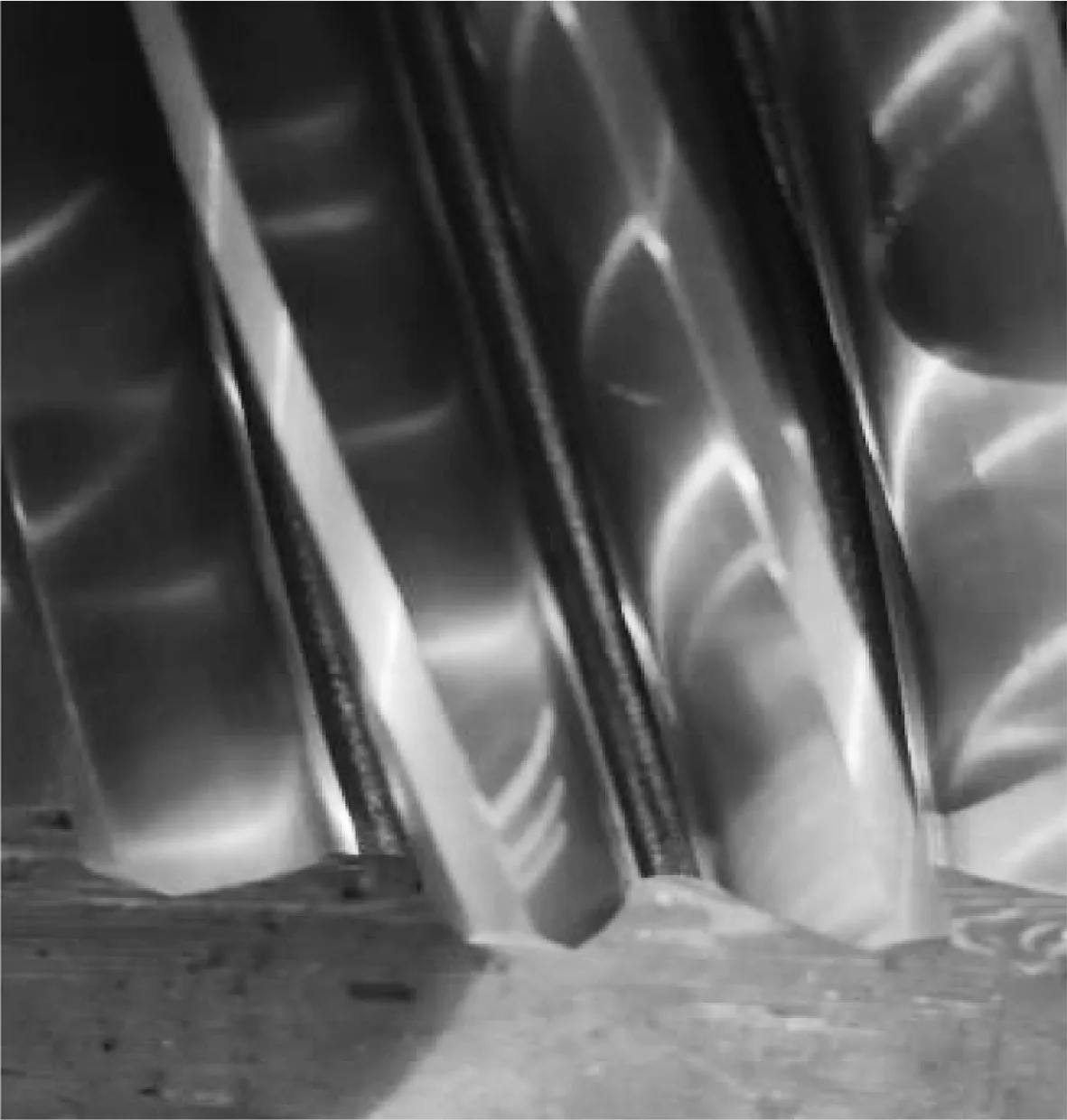
图7 齿根磨削台阶
在齿轮的加工过程中,通常可以通过修磨齿根、台阶,并进行喷丸处理的方式,以此来降低齿根、台阶处的应力集中所带来的影响,从而改善齿根的弯曲性能。
修磨齿根虽然可以降低齿根台阶处的应力集中,实现齿根齿面的圆滑过渡,但会导致齿根处产生残余拉应力,对齿根弯曲性能不利。这种问题可以通过喷丸等工艺,以此来提高齿根的残余压应力、硬度,降低其表面粗糙度,从而提高齿根的弯曲疲劳性能[19]。
为了从工艺上控制其变形,并考虑到喷丸工艺的特性,笔者不再分析齿根应力集中对轮齿性能的影响,将着重对改善齿面接触性能的方法进行分析。
4.3 组合式齿轮结构形式
此处研究的齿轮副结构为组合式,双斜齿与轴通过螺栓把合在一起,如图8所示。
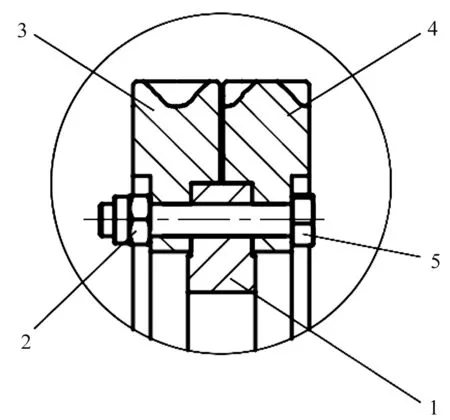
图8 齿轮与轴装配形式1—轴;2—螺母;3—左侧齿轮;4—右侧齿轮;5—螺栓
相比于一体式人字齿轮,无砂轮退刀槽。目前,对该结构通常采取斜齿轮单独磨齿后装配的方式。
人字齿轮组件轮齿总精度误差δ表达式为:
δ=δ1+δ2+δ3+δ4
(5)
式中:δ1—齿轮磨齿精度误差;δ2—轴加工精度误差;δ3—双斜齿轮与轴组合安装精度误差;δ4—双斜齿轮对齿精度误差。
齿轮总精度误差是通过对组合后的人字齿轮组件齿部精度的检测来进行评定,检测基准为轴承支撑位置轴颈,设计要求为组件齿部精度达到6级。若精度等级低,会造成齿面接触不良,传动误差大,引起整机振动和大的噪声,影响其使用寿命。
合理的加工工艺可以降低齿轮组件总精度误差,减小精度误差对齿轮性能的影响。
具体的工艺措施有:
(1)双斜齿单独磨齿精度不低于5级,齿部螺旋角和分度圆齿厚加工的实际值控制在设计公差范围内同一区间,对齿部进行修形;
(2)采用压装法固定齿轮,进行精车及磨齿工序,以减小加工过程中装夹应力变形;
(3)半精加工与精加工之间严格执行时效或退火去应力处理工序,消除加工应力;
(4)齿轮与轴配合基准尺寸加工值,控制在设计公差范围内同一区间;
(5)齿轮与轴精加工完成后,根据检测数据分组,采取单配成套组合,并作标记;
(6)齿轮与轴组合装配过程中,螺栓把合严格执行对边紧固原则;
(7)装配后,齿轮组件作动平衡实验,调整不平衡量,精度达到G2.5级。
5 轮齿修形分析
5.1 修形方式
通过齿部修形可以有效降低齿面的最大接触应力,减小传动误差,改善齿面载荷分布情况。轮齿修形分为齿廓修形和齿向修形。
齿廓修形包括齿顶和齿根修形,其修形量和修形长度关系式可表示为:
(6)
式中:Δ—修形量;Δmax—最大修形量;L—修形长度;x—啮合位置的相对坐标;e—指数,当e=1.0,为直线修形曲线;当e=1.5,为WALKER修形曲线[20]221-286。
齿向修形包括齿端修薄和螺旋线修形。考虑到轴系结构不对称以及齿轮轴受载变形引起接触偏载现象,小齿轮齿向修形常常为齿端修薄和螺旋线修形组合的形式。
5.2 基于KISS soft软件修形设计
基于KISS soft软件平台,笔者采用齿廓和齿向不同修形组合方式,通过调整修形数据,减小齿轮传动误差,达到改善齿面接触应力及载荷分布特性的目的。
在该算例中,所采用的是组合式人字齿结构。考虑其齿轮结构形式,笔者在计算中按齿轮1-R、齿轮1-L、齿轮2-L及齿轮2-R两组齿轮副啮合,以此来进行分析计算。
根据该算例中的传动形式及实际工况设置约束条件,笔者通过计算得到了轴的弯曲变形位移、扭转角度等,并得到了修正轨迹结果[21]。
其中,轴系1变形位移图如图9所示。

图9 轴系1变形位移图
轴系2变形位移图如图10所示。

图10 轴系2变形位移图
笔者考虑轴变形及安装误差,以传动误差、齿面载荷分布及接触区作为优化目标,在软件中输入轴线偏斜误差为0.060 mm,轴线倾斜误差为0.023 mm,应用软件调整修形参数,进行优化设计。
在不修形的情况下,齿轮1-R和齿轮2-L齿轮副啮合计算结果如图(11~13)所示。

图11 传动误差曲线

图12 齿面接触应力曲线
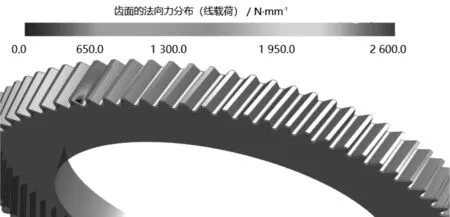
图13 齿面载荷分布
由图(11~13)可知:
齿轮传动误差存在波动现象,传动误差峰峰值为4.83 μm,齿面线载荷最大值为2 624.44 N·mm-1,且存在应力奇点,齿面接触区集中在齿向一端;齿轮副啮合过程中,偏载会导致齿轮在传动过程中受到较大冲击,致使齿面局部接触应力增大。
通过初步估算齿轮的修形范围值后,针对每种修形方式,笔者按推荐值等距选取5个优选值,进行组合,得到多种修形方案,并以传动误差和接触应力最小值作为优化目标,进行综合筛选,然后得出修形数据。
工作齿面修形量如表5所示。

表5 工作齿面修形量
笔者对修形后齿轮副传动差和接触应力进行分析,得到了传动误差、齿面接触分布、齿面载荷分布结果。
其中,传动误差曲线如图14所示。
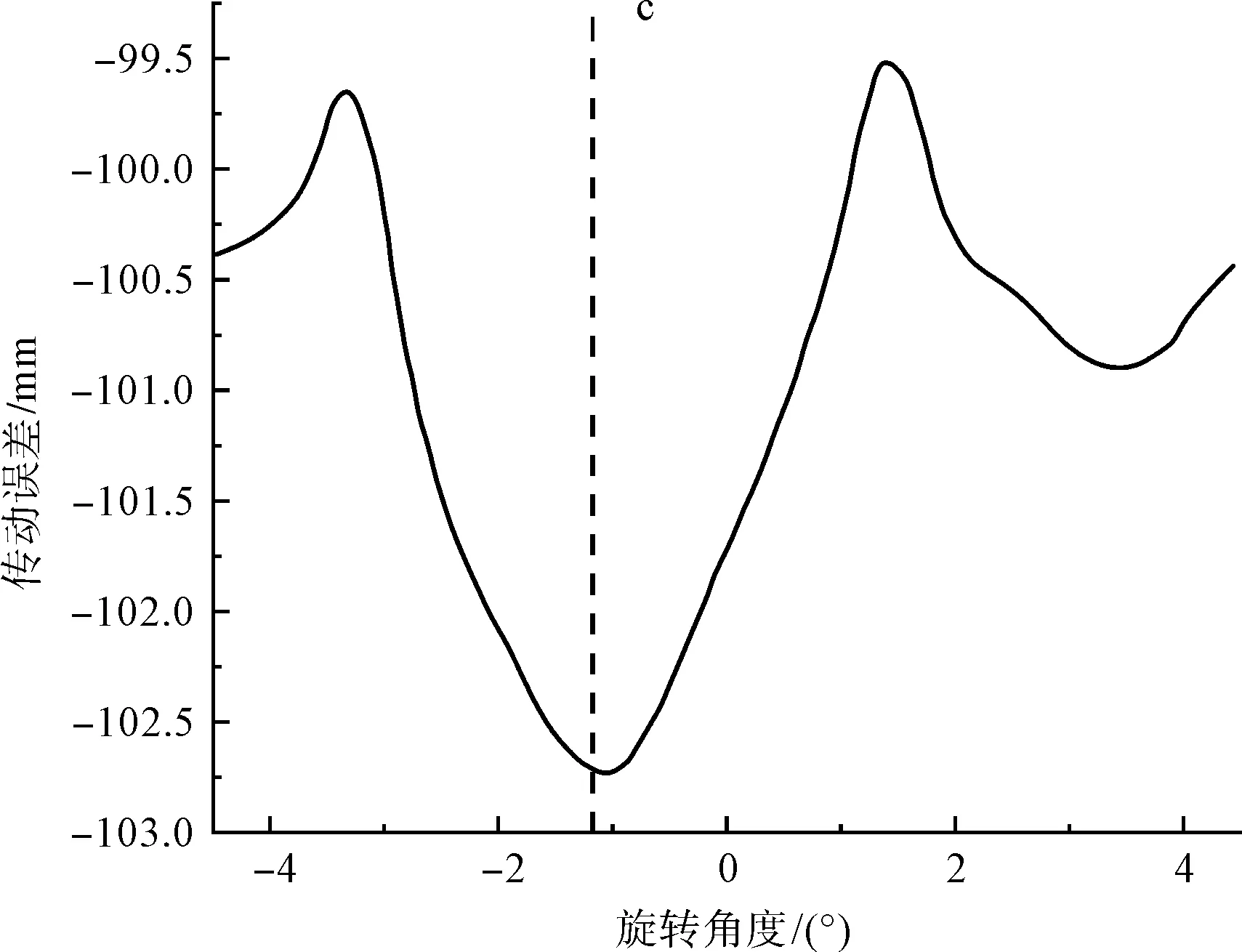
图14 传动误差曲线
齿面接触分布曲线如图15所示。

图15 齿面接触分布曲线
齿面载荷分布结果如图16所示。
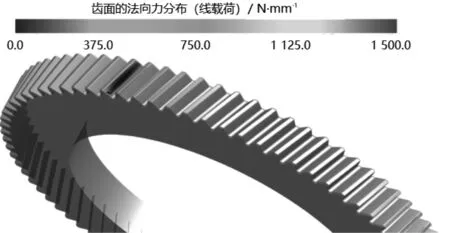
图16 齿面载荷分布
由图(14~16)可知:齿轮在齿廓和齿向修形后,齿轮传动误差得到了有效降低,其误差峰值为3 μm,较修形前降低了38%;齿面线载荷最大值为1 540.97 N·mm-1,其较修形前降低了41.3%;齿面接触区沿齿向分布较修形前更为均匀。
笔者应用以上方法对齿轮1-L和齿轮2-R齿轮副进行修形优化设计,得到修形数据如表6所示。

表6 工作齿面修形量
对比表(5,6)可知:通过合理的齿轮修形,可以有效补偿齿轮安装误差,降低齿轮副受载变形对齿轮副啮合性能的影响,避免轮齿偏载运行,降低齿轮啮合冲击,延长齿轮的使用寿命。
5.3 实验验证
针对以上计算结果,笔者对齿轮进行修形、装机,并对减速机进行空载实验。
齿轮轴系如图17所示。

图17 齿轮轴系
齿轮与轴通过螺栓合在一起。设计齿轮轮齿的几何精度等级为6级,考虑到装配误差,齿轮加工及磨齿后的几何精度应提高一个等级,达到5级以上。笔者以轴系轴承位作为基准,对装配后的齿轮轴系进行动平衡实验,其精度达到G2.5级,齿部做几何精度复测(其精度达到6级,满足设计要求),再进行整机装配。
装配后型式实验如图18所示。

图18 减速机型式实验
通过实验可知:齿轮副运转平稳,整机噪声、温升、振动等指标符合实际的要求。
装机运转一个维护周期后,笔者进行拆机检查,结果显示齿轮副齿面的状态良好,如图19所示。

图19 整机运行后的齿面状态
6 结束语
笔者分析了压裂泵组合式人字齿轮结构特点、齿轮副强度校核及误差类型,采用KISS soft软件,研究了轮齿修形对齿轮传动误差、接触斑点以及齿面载荷的影响。
研究结果表明:
(1)通过对人字齿轮副进行齿面接疲劳触强度和齿根弯曲疲劳强度校核,发现其齿面接触疲劳安全系数为1.584和1.597,齿根弯曲疲劳安全系数为1.395和1.350,满足强度设计的要求;
(2)安装误差、轴和齿轮受载变形会导致齿轮副产生偏载和应力集中现象,以及啮合过程中产生啮入冲击和啮出冲击;齿面局部应力值高于理论设计值,会造成齿轮过早疲劳失效的后果;
(3)考虑安装误差、轮齿变形等因素对齿轮强度的影响,对齿轮副进行了修形设计,并计算了传动误差,该算例中齿轮传动误差峰值降低了38%,齿面线载荷降低了41.3%。该结果说明,齿轮修形可以有效地降低齿轮传动误差及齿面接触应力,并改善应力接触区的分布。
在后续的研究过程中,笔者将对组合式人字齿及行星齿轮传动动力学模型进行分析,研究其时变啮合特性及其影响因素;并以传动系统的减振降噪为优化目标,对轮齿啮合特性进行深入研究。
