某主轴件非平行方口磨削加工夹具设计
2023-03-06欧阳阿宁蔡永清王忠建敖晓晖曾剑辉
欧阳阿宁,石 鑫,蔡永清,王忠建,敖晓晖,曾剑辉,王 明
(南昌新宝路航空科技有限公司,江西 南昌 330096)
在航空精密制造领域,磨削加工是最常用的加工方法之一,其90%以上的工作对象为轴类零件,加工应用的范围较为广泛,加工材料主要为高硬、超硬、硬质合金以及陶瓷等,加工后零件表面粗糙度可达到Ra(0.8~1.6) μm,在确保零件高精密尺寸、表面质量方面起着不可替代的作用[1]。
在实际生产中,两端具有方口结构的某主轴零件(见图1),其两处方口平面之间存在一定空间夹角且方口平行面间有一定的尺寸精度要求,此时就很难开展磨削工作,一是该零件不好定位和装夹,传统铣削又达不到相关技术要求[2-3];二是磨削过程中,操作工不好直接测量[4-5],无法掌握磨削状态及时调整,确保尺寸与几何公差要求,造成零件成批报废,严重影响零件生产周期的节点交付。因此,特别需要设计一套工装组合夹具来定位和装夹具备该类特征的零件,特别是处理这种被加工平面之间非平行状态下成空间角度的特征零件。当这种空间角度较小不易察觉时,往往反映出来的加工问题或质量问题更为明显和突出,教训惨痛。

图1 某主轴件实体三维图
综上,为了有效解决上述问题,现通过深入分析零件整体加工工艺方案,结合主轴零件的设计结构特点,提出一种全新的非平行方口磨削加工组合夹具,不仅能够实现该主轴零件的快速定位与装夹,便于方口磨削加工的进行,保证尺寸精度与几何公差要求,而且可以大幅提高该类零件的批产磨削加工效率,满足该零件的周期节点交付。
1 主轴结构分析与技术要求

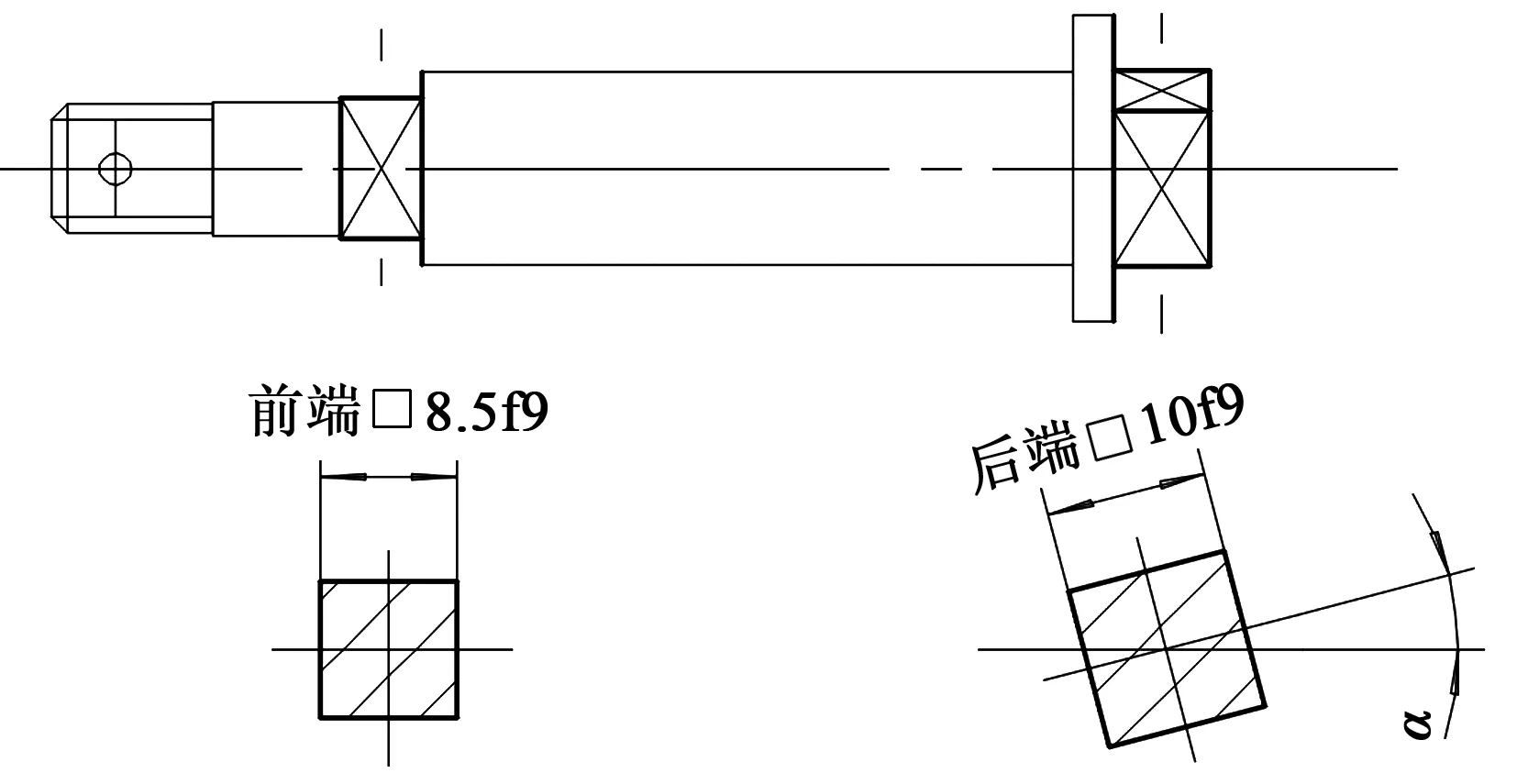
图2 主轴件非平行方口面结构
2 夹具设计思路
对于该零件方口的磨削加工来说,平面磨最为适宜。结合零件结构特点,由于两端方口平面间存在一定的空间角度α,并非统一平行于水平面,故而装夹定位十分困难。现考虑借助组合夹具,采用固定一个方口加工另一个方口的方法将方口平面摆至水平实现零件的磨削加工[6-9]。
3 夹具结构及各部件功能介绍
图3所示为该磨削夹具装配实体和各部件拆分示意图。该夹具整体结构简单,采用“一面两顶”定位装夹方式,即通过α角度的托板架和紧固螺钉实现零件的两顶和要加工的方口平面摆平,通过主轴件中间段精密外圆轴穿插至方形垫块(垫块中心开有配合精密孔)实现主轴件与垫块的贴合,最后通过拧紧紧固螺钉和托板架上的螺钉完成整个主轴零件的装夹固紧。其中,方形垫块、托板架和主轴材质相同,均为30CrMnSiA,需热处理,垫块整体呈正立方体,各平面需保证互为垂直度≤0.02,垫块上的精度孔开在对称中心轴线上,其与主轴中间段精密外圆轴相配合,视外圆精密尺寸而定;垫块和托板架由磨削加工完成,以确保所需要的精密尺寸。图4所示为夹具装配侧面示意图。

a) 拆分

图4 夹具装配侧面示意图
4 夹具的安装与使用
图5所示为该磨削夹具的具体装配剖视图。该夹具主要包含方形垫块和托板架两部分。方形垫块正中心开有与零件中间光杆配合的精密孔,用于穿插零件。同时,方形垫块一面开有螺钉孔,用于安装紧固螺钉顶住穿入中心孔的主轴光杆,可以有效防止磨削过程中零件来回滑动;托板架厚度方向呈阶梯状,架口呈一定角度α,该角度必须与主轴零件两端方口的空间夹角α一致,目的是为了确保当一端方口托顶时,要加工的另一端方口面平行于水平面,这样不仅便于平面磨削加工,而且在加工过程中操作工可以直接对零件进行时时测量和调整。在托板架固定方面,托板架自身滑入方形垫块上的精密滑槽内,托板架上面开有螺钉孔,其作用就是用于安装紧固螺钉顶压零件一端的方口平面。完成上述安装操作后,该套夹具就起到了定位零件一端并固定,而去磨削另一端方口平面的作用。当磨完一端方口的其中一面后,操作工只需将工装整体调头,即可开始该端方口侧面或对面的磨削工作,十分方便快捷,特别适合该类零件的装夹与批产加工。

图5 夹具装配剖视图
5 夹具设计应思考的问题
1)夹具设计前,应研究整体加工方案[10],选定加工方法并结合零件的结构特点去考虑装夹定位方式,然后再逐步拆分工作内容,自制相关装夹定位用的配套零部件。
2)工装夹具的设计应科学合理,尽量简单实用,具备可操作性,注重实际效果的验证与实施。
6 夹具实际应用效果
将上述非平行方口磨削夹具设计投入实际生产,并结合零件的现场反馈情况,现对旧方案“铣削方口”与新方案“磨削方口”2种工艺加工方案的加工数据进行对比分析,具体见表1。表1中,每批次50件。

表1 零件一次交检合格率及典型尺寸合格情况对比
7 结语
通过上述研究可以得出如下结论。
1)本套方口磨削夹具设计结构简单,工作原理通俗易懂,定位精准,装夹快捷,实用性强,后期维护与管理十分方便。
2)能够快速实现主轴零件的定位与装夹,大幅提升方口平面的批产磨削加工效率,满足零件的周期节点交付。
3)可推广至类似方口结构的轴类零件加工上。自该磨削夹具投入零件批产以来,经其所加工出的主轴零件质量稳定可靠,方口检验符合设计技术要求,方口磨削加工效率得到大幅提高。
