海湾扇贝热处理开壳装置设计与试验*
2023-03-04孔德刚江达王家忠弋景刚
孔德刚,江达,王家忠,弋景刚
(河北农业大学机电工程学院,河北保定,071001)
0 引言
我国贝类养殖面积正逐年增加,海湾扇贝在我国水产养殖业、渔业占比越来越大,并逐渐成为餐桌上人见人爱的美食,其营养丰富,具有保健功效,老少皆宜[1-4]。我国扇贝加工工艺并不完善,存在加工效率低、加工机具不完备的缺点,多数扇贝开壳工作由人工完成[5-7]。因此探究扇贝开壳工艺方案,实现开壳工作机械化、自动化势在必行。
大部分海湾扇贝被加工制成冷冻食品或干制食品销售,在食品加工前,海湾扇贝加工都必须经历清洗分级、开壳、去脏、取肉等工序[8-10]。开壳工序是海湾扇贝打捞上岸经清洗分级后尤为重要的一步,是扇贝加工行业的关键环节,同时也是整个加工流程中较为困难的一个工序[11-12]。对于扇贝开壳方案,日本设计的扇贝加工设备采用吸盘吸住贝壳,拉动吸盘强制扇贝两壳打开[13-15];我国山东李府谦设计的扇贝蒸煮机通过连续蒸煮方式将扇贝两壳打开[16-18]。本文针对热处理开壳方案展开研究,试验探索适合海湾扇贝的热处理开壳方案,并设计适合海湾扇贝的热处理开壳装置,利用蒸汽喷射完成开壳工作,利用成形刀将上壳去除,通过调整蒸汽喷射参数保证扇贝鲜活程度,为扇贝加工后续工作节约时间,提高我国扇贝加工机械化程度,填补扇贝加工机械空缺,为实现扇贝加工产业化、自动化奠定基础。
1 海湾扇贝结构特点及开壳机理
海湾扇贝贝壳呈扇形,扇贝两壳形状基本无差别,右壳稍高于左壳,左右两壳几乎对称,左右壳连接部分平直。贝壳表面有17~18条放射形肋。海湾扇贝成熟高度为60 mm左右,贝壳壳宽约为24 mm,扇贝体重为16~38 g。贝壳内部主要有贝柱、裙边、内脏等结构,贝柱及其周围结构通常附着在右壳上。海湾扇贝内部结构如图1所示。

图1 海湾扇贝内部结构
海湾扇贝内部结构中保持贝壳紧闭的是横纹肌和平滑肌,二者共同组成闭壳肌。横纹肌反应灵敏,具有较强的收缩能力,能快速关闭贝壳。平滑肌动作迟缓,能保持贝壳长时间处于闭合状态。贝壳打开主要靠韧带实现,韧带的功能是当横纹肌松弛时,韧带展开使两壳张开。贝柱即为闭壳肌的主要部分,扇贝开壳的主要工作任务是设法刺激横纹肌,使其失活,进而使左右两贝壳张开。
2 热处理开壳方案试验与分析
2.1 热处理开壳方案试验
本文设计了火烤、水浴冲击、蒸汽喷射3种热处理开壳方案,火烤开壳试验用到的试验设备主要有热源(酒精灯)、扇贝托架,将扇贝置于仿形扇贝托架上,酒精灯对下壳贝柱对应位置灼烤,观察在规定时间10 s内的海湾扇贝开壳情况;水浴冲击开壳试验用到的试验设备主要有电加热开水器、测温仪,试验时设定90 ℃、100 ℃两种水温,通过热水冲击扇贝对壳体加热,达到对横纹肌刺激的目的,统计海湾扇贝开壳所需时间;蒸汽喷射开壳试验用到的试验设备主要有蒸汽发生器、测温仪,对海湾扇贝进行不同时间蒸汽喷射处理,观测开壳效果。
2.2 热处理开壳试验分析
用酒精灯对扇贝加热10 s时,扇贝开壳率较低,难以达到开壳工作标准,海湾扇贝直径大小与开壳没有直接关系,且火烤温度难以控制,易灼伤贝壳;水浴冲击开壳在冲击水温为90 ℃时,海湾扇贝开壳需9~13 s,水温为100 ℃时,海湾扇贝开壳所需的时间是4~7 s,在水浴冲击5 s时,壳内温度可达到60 ℃~80 ℃,水浴开壳对贝柱的新鲜程度有很大影响,易使贝柱熟化,且会造成大量水资源浪费;蒸汽喷射5~10 s 时开壳效果较好,保证了工作效率,且直径越小,开壳时间越短,蒸汽开壳贝柱新鲜程度与完整性好,裙边没有出现收缩现象,提高海湾扇贝利用率。因此蒸汽喷射开壳方案更适宜应用于海湾扇贝开壳加工工作。火烤开壳、水浴冲击开壳、蒸汽喷射开壳扇贝情况如图2所示。

(a) 火烤开壳

(b) 水浴冲击开壳

(c) 蒸汽喷射开壳
3 蒸汽喷射热处理开壳装置设计
3.1 总体结构
蒸汽喷射热处理开壳装置由机架、输送带、丝杠滑台、蒸汽喷射系统、动力系统及电气控制系统组成,输送带排列两排扇贝仿形孔,增加扇贝热处理开壳工作效率。总体结构如图3所示。
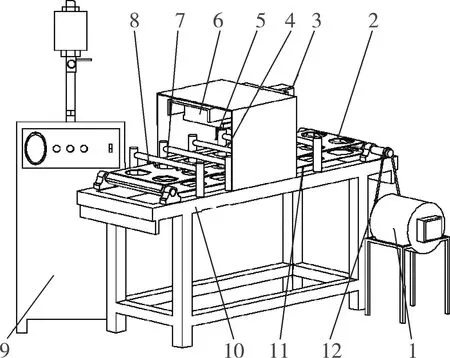
图3 蒸汽喷射热处理开壳装置总体结构
3.2 工作原理
将扇贝放置在扇贝仿形孔上,扇贝随输送带向前运输,当运动到指定位置时,机架上的定位传感器响应,控制系统控制蒸汽喷射系统随输送带运动喷射蒸汽,喷射时扇贝压条起强制闭合的作用,避免蒸汽直喷使贝柱熟化。通过扇贝压条后,扇贝双壳打开,随输送带向前经过成形刀撑开并去掉上壳。
3.3 关键部件设计
对蒸汽喷射热处理开壳时的扇贝进行模型简化并进行受力分析,扇贝上壳受向上的韧带粘弹性力、向下的蒸汽压力、闭壳肌粘弹性力、上壳重力。
扇贝韧带粘弹性力可表示为
F韧带=K1x1+C1x1
(1)
式中:F韧带——扇贝韧带粘弹性力;
K1——韧带弹性系数;
C1——韧带粘性系数;
x1——韧带伸长速率。
蒸汽压力计算公式可表示为
F蒸汽=P×S
(2)
S=0.776 6×H2
(3)
式中:F蒸汽——蒸汽压力;
P——蒸汽压强;
S——闭壳肌截面积;
H——扇贝壳长。
闭壳肌粘弹性力可表示为
F闭壳肌=K2x2+C2x2
(4)
式中:F闭壳肌——闭壳肌粘弹性力;
K2——闭壳肌弹性系数;
C2——闭壳肌粘性系数;
x2——闭壳肌伸长速率。
扇贝上壳的重力可表示为
G=mg
(5)
式中:G——扇贝上壳重力;
m——扇贝上壳质量;
g——重力加速度,取9.8 N/kg。
对蒸汽喷射热处理开壳过程建立运动学方程为
(6)
(7)
式中:L1——韧带靠近闭壳肌的边缘位置与壳体底边的距离;
L2——闭壳肌边缘与壳体底边的距离;
L3——闭壳肌边缘与壳体靠近闭壳肌一侧的距离;
L——闭壳时扇贝上壳闭壳肌连接边缘到壳体底边的最小距离;
M——扇贝上壳质心位置;
t——时间;
JZ——扇贝上壳对Z轴的转动惯量;
Ø——扇贝开壳角度。
由化简后的扇贝开壳过程运动模型可知,蒸汽压力、扇贝上壳质心位置变化都会对扇贝开壳过程产生影响,运动模型的建立为进一步研究扇贝开壳机理和设计关键部件提供理论支持。
3.3.1 扇贝仿形孔设计
扇贝仿形孔采用两排并列布置,提高扇贝加工工作效率,仿形孔内设有2个锯齿状的支撑,在去除上半壳的工作中对扇贝起到固定定位的作用,扇贝仿形孔结构如图4所示。

图4 扇贝仿形孔结构图
通过对扇贝外形尺寸进行大量测量,确保扇贝可在仿形孔内固定,且不会从孔内掉落,本文设计的扇贝仿形孔垂直输送带运动方向尺寸宽度为40 mm,沿传送带运动方向尺寸为50 mm。
3.3.2 成形刀设计
成形刀经肋条固定布置在机架上,因扇贝上壳向上有一定弧度,所以成形刀也设计成具有一定弧度,且低于扇贝压条。蒸汽喷射后的扇贝有一定开口,成形刀伸入开口将两壳撑开并去掉上壳。成形刀结构如图5所示。

图5 成形刀结构图
成形刀的安装高度与扇贝的开壳角度相关,通过使用量角器对蒸汽喷射后的扇贝开壳角度测量,测量结果如表1所示,最终确定成形刀的安装高度为15~20 mm,成形刀楔形刃口角度为30°。同时为确保扇贝压条可紧压扇贝下壳且壳内贝柱及其他组织可顺利从两扇贝压条缝隙通过,通过对扇贝内外结构尺寸关系测量,确定每排扇贝仿形孔上两条配合工作的扇贝压条间距为25 mm。

表1 蒸汽喷射扇贝开壳角度Tab. 1 Opening angle of steam jet scallop
3.4 蒸汽发生器自动化设计
目前蒸汽发生器自动化程度不高,且在加热时存在功耗高、效率低的缺点[19]。本文通过PID智能控制仪对蒸汽发生器进行改造,利用传感器检测蒸汽发生器内部的温度和压力,并对温度和压力控制[20-21]。自动化设计方案如图6所示。

图6 自动化设计方案图
工作时,PT100温度传感器检测蒸汽温度,并将检测到的信号传递到PID智能温度控制仪进行PID调节,通过控制占空比调节电热丝加热,当蒸汽温度达到标定温度时,蒸汽控制阀打开喷射蒸汽。通过探针检测蒸汽发生器炉内水位,当炉内水位低于探针标定水位,水泵工作开始加水,当达到标定水位时则停止。压力传感器安装在蒸汽发生器炉内,实时检测压力值的大小,当检测压力超出设定值时,则通过泄压阀泄压保证系统安全。
4 装置试验与结果分析
对海湾扇贝蒸汽喷射开壳效果采用感官评分评定,感官评分鉴定标准如表2所示。选用分级后壳长为55~60 mm的海湾扇贝进行试验。

表2 感官评分鉴定表Tab. 2 Sensory evaluation table
4.1 不同蒸汽喷射时间对扇贝开壳效果的影响
将蒸汽发生器压力调节为0.3~0.4 MPa,蒸汽温度设定在142 ℃~151 ℃范围内,喷射距离为40 mm,蒸汽排量阀门开度为45°,设定蒸汽喷射时间间隔为1 s,试验并观察开壳效果,结果如图7所示。喷射时间在1~3 s范围内时,开壳效果随蒸汽喷射时间的增加越来越好,时间超过3 s后,扇贝开壳程度增大,但继续加热会导致贝柱受热熟化,不能保证新鲜程度。因此蒸汽喷射时间应选为2~4 s。
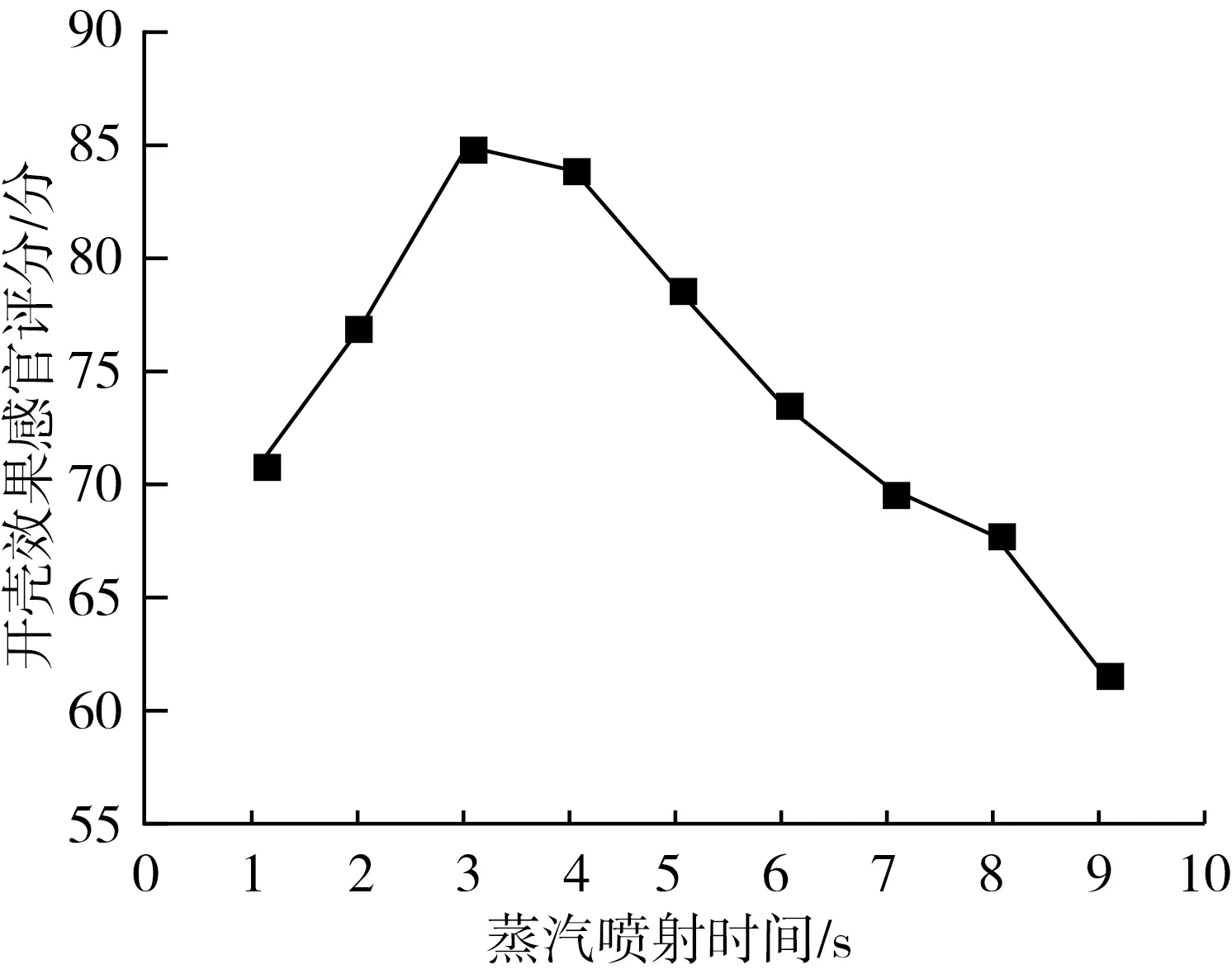
图7 不同蒸汽喷射时间海湾扇贝开壳效果曲线图
4.2 不同蒸汽喷射距离对扇贝开壳效果的影响
保持蒸汽发生器压力为0.3~0.4 MPa,蒸汽温度在142 ℃~151 ℃范围内,蒸汽喷射时间为3 s,蒸汽排量阀门开度为45°。设定不同喷射距离,选取同一尺寸级别扇贝进行试验,不同喷射距离条件下,扇贝开壳效果如图8所示。当喷射距离小于30 mm时,开壳程度大,但由于过多热量传导至贝柱,使贝柱熟化程度增加,当喷射距离大于30 mm时,贝柱的新鲜程度可得到保证,但扇贝开壳程度随喷射距离增大而变差,最终确定蒸汽喷射距离为30~50 mm。

图8 不同蒸汽喷射距离海湾扇贝开壳效果曲线图
4.3 不同蒸汽喷射排量对扇贝开壳效果的影响
保持蒸汽发生器压力为0.3~0.4 MPa,蒸汽温度在142 ℃~151 ℃范围内,蒸汽喷射时间为3 s,蒸汽喷射距离为40 mm,不同蒸汽排量下扇贝开壳效果如图9所示。当阀门开度小于75°,开壳率随阀门开度增加而增加,当阀门开度超过75°,贝柱的鲜嫩程度有所下降,品质不能得到保证,因此综合考虑确定阀门开度为60°~90°。

图9 不同蒸汽喷射排量海湾扇贝开壳效果曲线图
4.4 响应面试验确定最佳装置参数
运用Box-Behnken design试验设计方案,随机组合试验次序,以喷射时间、喷射距离、喷射排量为自变量,开壳效果评分为响应值,试验因素与水平如表3所示。

表3 试验因素水平表Tab. 3 Table of test factor levels
按Box-Behnken design随机设计试验,试验结果如表4所示。
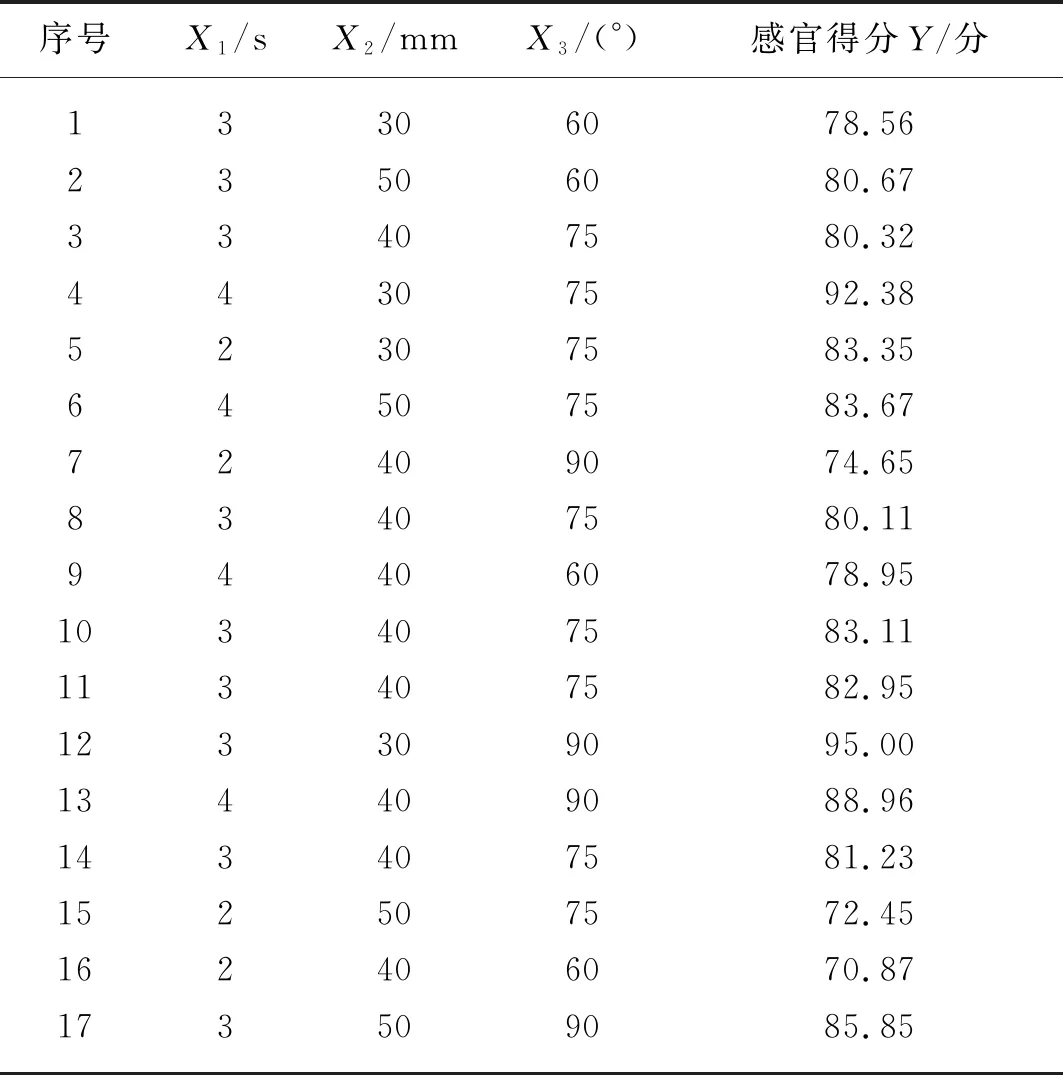
表4 Box-Behnken design试验组合与结果Tab. 4 Box-Behnken design test combination and results
采用Design-Expert对表4的数据进行三元二次的回归拟合,得到扇贝开壳效果评分的简化回归方程为
Y=81.54+5.33X1-3.33X2+4.43X3+
0.55X1X2+1.56X1X3-2.82X2X3-
2.62X12+4.04X22-0.56X32
(8)
对拟合的简化回归方程进行方差分析见表5。

表5 试验结果方差分析Tab. 5 Analysis of variance of test results
由表5可知,3个因素对感官评分影响显著,失拟项不显著,所建立模型具有较高的可靠性。X1、X2、X3、X22与开壳效果感官评分Y呈极显著关系,最终得到各因素对感官评分的影响顺序为蒸汽喷射时间>蒸汽排量>蒸汽喷射距离。各因素交互作用对开壳感官评分的影响的响应面曲线如图10所示。
由图10可知,三个因素交互作用对开壳感官评分影响显著。当喷射距离不变时,增加喷射时间和蒸汽排量有助于提高扇贝开壳效果;当喷射时间不变时,提高开壳感官评分的措施有减小喷射距离和增大蒸汽排量,蒸汽排量的改变对扇贝开壳效果的影响显著,加大蒸汽排量可提高开壳效果评分。采用Design-Expert优化分析,可得出当蒸汽喷射时间为3 s、蒸汽喷射距离为30 mm、蒸汽阀门开度设为90°时,可得到最佳的开壳效果,感官评分理论值为98.23分。
为了验证试验的可行性,将最佳的扇贝开壳条件设定为蒸汽喷射时间为3 s、喷射距离为30 mm、蒸汽排量阀门开度设为90°。再次进行试验验证,经3次试验,整理数据如表6所示,开壳效果感官评分的平均值为93.67分,开壳效果感官评分相对误差为4.56%,与理论值基本保持一致,表明以上参数优化方法可行。
本蒸汽喷射热处理开壳装置对扇贝进行开壳处理后,开壳效果如图11所示。经本装置开壳的海湾扇贝肉质鲜美,未出现熟化现象,经成形刀可将扇贝上壳去除,简化扇贝加工步骤,且加工效率高,大大提高扇贝加工机械化程度。
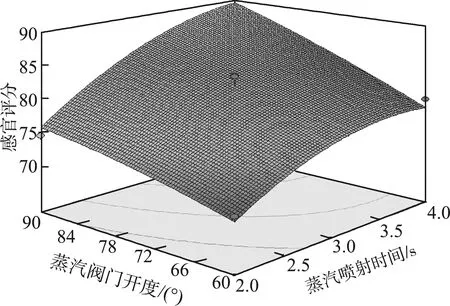
(a) 蒸汽喷射时间与排量的影响

(b) 蒸汽喷射距离与排量的影响

(c) 蒸汽喷射时间与距离的影响

表6 海湾扇贝开壳条件试验数据表Tab. 6 Test data table of bay scallop shell opening conditions

图11 蒸汽喷射热处理开壳装置开壳效果图
5 结论
1) 通过研究海湾扇贝的生理结构、开壳特点,结合国内外已有扇贝开壳技术,分别对火烤开壳、水浴冲击开壳、蒸汽喷射开壳方案进行试验,总结三种开壳方案试验效果,选出最适合海湾扇贝开壳的热处理方式是蒸汽喷射方式。并针对蒸汽喷射热处理开壳方式设计出海湾扇贝蒸汽喷射热处理开壳装置,通过试验确定装置开壳工作时的最佳工作参数,节约海湾扇贝加工时间,简化扇贝加工步骤,保证海湾扇贝新鲜程度与完整度,提高扇贝加工工作效率,改变我国扇贝加工机械化程度低的局面。
2) 本文设计的蒸汽喷射热处理开壳装置中关键部件扇贝仿形孔垂直输送带运动方向尺寸宽度为40 mm,沿传送带运动方向尺寸为50 mm,成形刀安装高度15~20 mm,楔形刃口角度为30°,每排扇贝仿形孔上两条配合工作的扇贝压条间距为25 mm。
3) 通过单因素试验及多因素组合响应面分析,以开壳效果感官评分为响应指标,确定装置最佳工作参数为蒸汽喷射3 s、蒸汽喷射距离30 mm、蒸汽阀门开度90°时,开壳效果最佳,通过最佳工作参数下开壳试验,验证了响应模型有效性,得到海湾扇贝感官评分的平均值为93.67分,可达到海湾扇贝开壳工作标准。
