初始齿面点缺陷斜齿轮磨损模式演变与状态评估
2023-03-01王昊天王文华陈书童袁伟郭前建席志刚
王昊天,王文华,陈书童,袁伟,郭前建,席志刚
(1.山东理工大学机械工程学院,山东淄博 255049;2.中国重型汽车集团有限公司,山东济南 255071)
0 前言
齿轮的平稳运转是某些机械设备正常工作的必要条件,由于齿轮大多在负载状态下长时间运转且工作环境普遍较差,最终导致齿轮失效。齿轮失效后其运转过程中会发出较大噪声,此时齿轮间的相互摩损率增大温度升高,伴随剧烈冲击载荷导致轮齿折断[1]。设备严重故障危害巨大。如何提高齿轮质量是齿轮制造业需要攻克的重要难题,通常情况下齿轮位于齿轮箱内,不易拆卸观测,所以需要一种便捷的方法来监测齿轮的磨损情况,对齿轮在工作中所处的阶段有一个清晰了解,以便能够准确把握齿轮磨损状态。
目前,振动分析技术和油液分析技术是检测齿轮故障最主要的两种磨损状态识别方法。李蓉[2]以现代信号处理方法为研究手段,以复合故障诊断为研究目标,对变转速齿轮箱复合故障振动信号进行了深入系统的研究;卢昱奇[3]通过虚拟样机技术对行星齿轮箱常见故障进行建模仿真,分析常见故障特征;李孟飞等[4]研究了在齿轮厚度存在偏差的情况下,在齿轮啮合刚度和传递误差激励影响下齿轮振动变化规律,为减轻齿轮振动与噪声做出了贡献。孙秀全等[5]建立多自由度斜齿轮动力学模型,通过数值模拟分析了斜齿轮发生渐进性磨损的过程中其对齿轮振动的具体影响。BACHAR等[6]分别对健康齿轮和故障齿轮进行了实验模拟,并且考虑表面粗糙度等的影响,研究不同工况和齿轮自身故障对齿轮振动的影响。ODI-OWEI等[7]首次将数字图像处理引入铁谱技术。殷勇辉[8]研制了电感和光纤组合测量传感器。王佑君等[9]把数字图像处理技术中图像滤波、二值化、形态学运算等方法应用到齿轮减速器磨粒检测中,提出了一种简便、快速、高效的磨粒数量、大小及形状的检测分析方法。刘云涛等[10]利用巨磁电阻磁场传感器,设计一种油液铁磁性磨粒检测装置,该检测装置对同一油样的检测具有较好的重复性。吕植勇等[11]对磨粒的面积、周长、轮廓谱、畸形度、边界的粗糙度、凹进面积、方向、长宽度、空洞、颜色等参数作了全面的阐述。周新聪等[12]提出了基于磨粒图像统计特征的粒度参数概念,利用小波分解对磨粒图像进行分解并对分解图像进行统计分析,实现磨粒图像的特征提取。
本文作者采用振动分析技术和油液分析技术对初始齿面点缺陷下的斜齿轮磨损特征与演变过程进行研究。
1 齿面接触性质
由于齿轮工作环境复杂,且常在高温、高压、高负载的条件下运转,导致齿轮磨损失效形式多样。目前设备中齿轮主要失效形式有以下几种[13]:齿面点蚀(齿轮接触疲劳磨损)、齿面磨损、齿面胶合、齿面塑性流动、轮齿折断。工作齿轮最终表面形貌携带大量齿轮损伤信息,由于齿轮表面磨损是较为缓慢的过程,其磨损程度、位置等特征信息都会呈现在轮齿表面[14],齿面微观形貌观测很有必要。
图1(a)为齿轮表面大块材料脱落的情况,此时材料剥落成小碎屑混杂在油膜中,形成的大剥落坑会容纳一些较大磨粒与杂质,随着齿轮的运转,剥落坑的扩展情况很重要,文中设置的初始圆坑缺陷与其有相似之处。图1(b)为齿轮磨损前后轮齿表面轮廓线的变化情况,在高转速、重载荷的情况下齿轮表面磨损严重,对轮齿表面整体有磨削作用,长时间运转后轮齿表面轮廓线发生改变,两齿轮间隔增大,引起更大振动磨损。

图1 轮齿表面形貌改变
轮齿表面应力沿轴向与齿廓方向分布均不相同。沿齿宽方向在靠近两端边缘区域有较大值,这是由于齿轮在啮合接触时会产生一定的弹性变形缓和冲击力,边缘地区由于一侧切断此时弹性变形能力较弱,不同轮齿具有一定差异。沿齿轮轮廓方向则受到轮齿进入啮合、退出啮合、单齿啮合、双齿啮合等状态的影响,由于这些冲击力的存在其数值变化较大。同时齿轮表面沿齿廓方向也会产生大小不等的相对滑动速度,综合条件影响下分度圆和齿根附近磨损较为严重,这些状况可通过齿面微观表面形貌的变化反映出来。图2与图3分别为某齿轮模拟得到的滑动速度与表面接触应力分布[15]。
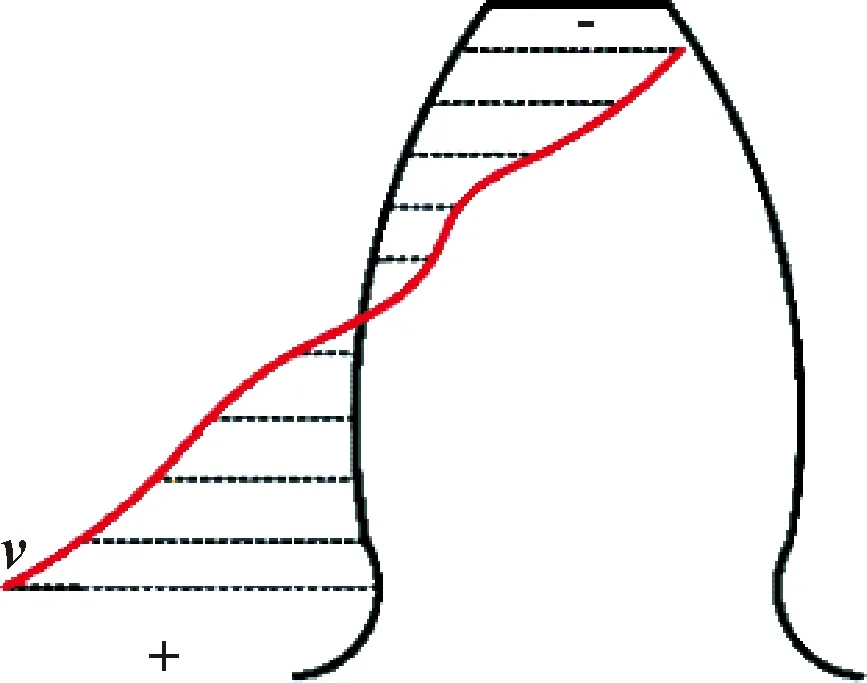
图2 轮齿表面相对滑动速度

图3 齿轮接触应力分布
2 齿轮缺陷设计
齿轮缺陷为齿轮自身影响因素,载荷则为外部环境因素,重载工况下齿轮磨损更加剧烈且实验效果也会更加明显,方便后续实验结果分析对比,且重载荷加载常见于日常生活,具有一定的研究意义。文中主要目的是探究重载荷与齿轮初始缺陷对齿轮磨损进程影响,需要多组对比实验来实现。
为使实验结果更加明确,需要选择合适的缺陷类型。条形划痕缺陷、表面剥落缺陷等不同缺陷形式会对实验结果产生较大影响。齿轮运行一段时间,表面最常见为点蚀缺陷,点蚀即齿面接触疲劳磨损,是齿轮箱常见的失效形式。近似模拟齿轮常见失效形式,最终采用圆坑缺陷点作为初始齿轮缺陷,采用直径1 mm、深度0.5 mm的半球圆坑,选择铣刀加工方法来模拟齿轮表面缺陷分布,如图4、图5所示。

图4 圆坑缺陷分布示意

图5 圆坑缺陷微铣削加工分布
3 齿轮实验
3.1 齿轮磨损实验台
齿轮箱的优良特性使其成为齿轮磨损最佳研究对象,实验基于自制搭建的可用于阶梯扭矩加载的齿轮箱磨损实验台。该实验台介绍分为工作模块、数据采集模块两部分,具体如图6所示。循环蠕动泵通过软管、钢管和磁力表座将二号齿轮箱顶端注油口与底部放油阀连接起来,从而实现齿轮箱油液循环,达到不停机取样要求,通过加速度传感器、示波器实现振动信号输出与储存。

图6 实验台工作模块(a)与数据采集模块(b)
3.2 实验方案
疲劳磨损实验台能够为齿轮磨损实验提供负载、转速、运行时间等,为达到预期实验效果,进行A、B、C 3组不同疲劳磨损实验,具体参数如表1所示。

表1 实验参数
A组实验为正常齿轮恒载疲劳磨损实验,主要目的是作为对照组探究正常齿轮磨损特征;B组实验为缺陷齿轮恒载疲劳磨损实验,主要目的是探究齿轮缺陷对后续齿轮磨损进程的影响,以及磨损缺陷的迁移和发展规律;C组实验为缺陷齿轮变载疲劳磨损实验,保持载荷与B组实验形成对照实验组,同时确保第一次加载与第二次加载载荷数值相差较大,放大载荷对实验结果的影响,使结果更具代表性。保持疲劳磨损实验台加载400 N的负载、转速1 200 r/min,每隔1 h通过蠕动泵不停机取样一次,每次取50 mL油样并加入50 mL新油。
4 结果与分析
4.1 基于磨损过程振动研究
空载正常齿轮磨损实验试运行期间振动信号如图7(a)所示。早期齿轮振动时域波形呈现周期性的衰减,其低频信号会近似于正弦波形啮合而成,此时峰值维持在6 mV左右为较低水平,且有良好的稳定性,此时出现10.054 8 mV最大振幅。
正常齿轮运行160 h振动信号如图7(b)所示。图中峰值维持在10 mV左右,出现最大振幅15.580 7 mV,图中存在多组冲击信号,但其振幅相对较小,表明齿轮还保持一定的稳定性。变载缺陷齿轮前期45 h稳定磨损阶段波形如图7(c)所示。此时齿轮加载载荷很小,振动变化主要来自齿轮初始缺陷的影响。此时峰值维持在6 mV左右,虽然相比图7(a)变化不大,但稳定性较差、波动明显,表明此时缺陷齿轮相比正常齿轮更容易出现波动,出现9.019 3 mV的最大振幅。

图7 磨损实验振动信号
变载缺陷齿轮二次加载完成之后80 h振动信号如图8(a)所示。此时齿轮加载载荷大幅度提升,从图中可以观察到低载荷时期的正弦波形已经完全变形,信号变换不再平缓而是急剧抖动,此时峰值维持在9 mV左右,相比图7(c)几乎增长一倍,出现15.580 7 mV最大振幅,表明齿轮负载对其振动幅度影响较大。
图8(b)为实验磨损后期,齿轮表面出现严重磨损,实验结束后拆卸齿轮发现表面存在许多剥落坑。此时齿轮振动波形更加杂乱带有冲击信号,峰值维持在15 mV左右,相比图7(a)增长2倍,比图8(a)增长一半,最大振幅为21.957 mV,与图8(a)相比完全失去正弦波的痕迹。对比图8(b)可以发现,缺陷齿轮磨损后期会出现明显振动冲击信号,振幅明显增加,断齿后齿轮振幅增长较大且振动非常不平稳。
图8(c)为变载缺陷齿轮发生断齿以后振动信号,此时为实验磨损后期,齿轮表面出现严重磨损。从图中可以观察到明显的冲击信号,这是由于齿轮折断和齿面严重磨损造成的异常振动,冲击信号振幅达到35 mV,此时峰值维持在30 mV左右,相比图8(a)增长2倍,出现41.201 9 mV最大峰值。
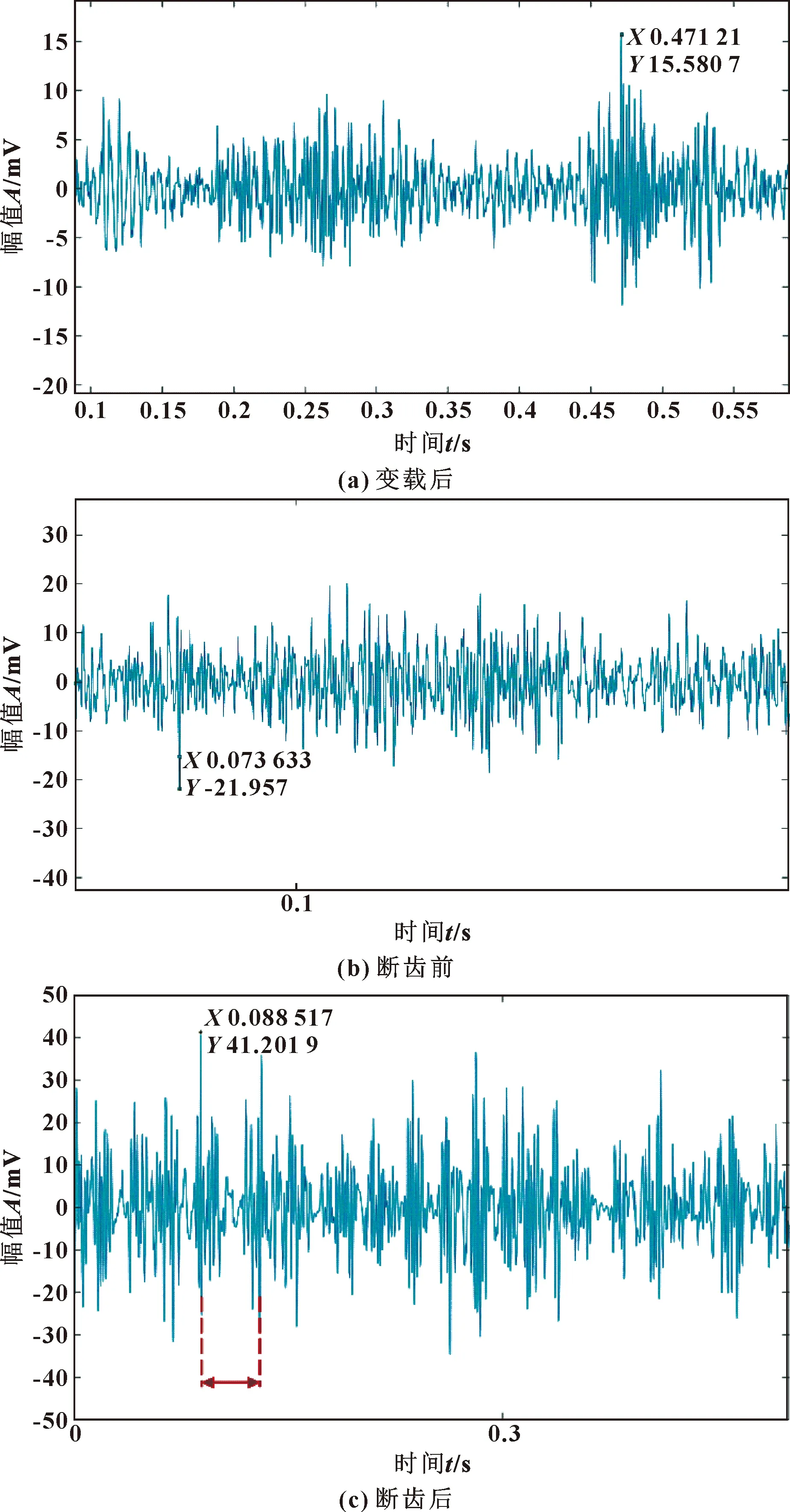
图8 变载缺陷实验振动信号
结合时域波形图分析结果,实验圆坑缺陷早期在低载荷条件下齿轮振幅增加不大,但会降低齿轮运行的稳定性;磨损实验后期缺陷齿轮振幅增加数倍且异常振动明显,伴随较大能量的冲击载荷,大幅度削减齿轮寿命造成断齿;如果加载重载,会加速此进程,齿轮负载对齿轮振动幅值影响明显。
4.2 基于铁谱仪齿轮磨损过程研究
用移液管吸取2 mL预处理后的油液样本放入玻璃试管中,加入6 mL的四氯乙烯充分混合,将玻璃谱片固定在单联装铁谱仪上进行谱片制作。为使对比结果更加明显,谱片观测区域选择在滴油口附近,此处磨粒链条密集且沉积较多大型磨粒。
4.2.1 磨合阶段铁谱分析
图9(a)、(b)两张谱片中磨粒数量区别不大,谱片中磨粒所占比例极高,磨粒链条分布密集呈细条状,图(a)中出现少量高亮较大磨粒。对比图(a)、(b)说明在磨合期,文中圆坑缺陷对其磨合期影响较小,但由于缺陷加工方式较为粗糙且未经过后续处理,导致缺陷齿轮初期在高速重载工况下产生少量大磨粒。图(c)为缺陷齿轮第一加载阶段铁谱,此时磨粒数量明显最少,磨合时期,初始缺陷对齿轮磨损影响小于重载工况带来的影响。

图9 运行5 h油样铁谱(×100倍)
4.2.2 磨损阶段铁谱分析
图10(a)处于稳定磨损阶段后期,其磨损程度有所上升;图10(b)处于阶梯加载第二阶段的新磨合期。图10(a)中虽然磨粒总数少磨粒链条细、稀疏,但大磨粒占比相比图11(a)明显较多,说明此时齿轮开始发生异常磨损,缺陷齿轮磨损程度逐渐加剧。而此时变载实验载荷突变数倍,图10(b)谱片中出现较多大磨粒,其数量与磨粒链条粗细程度均大于图10(a)与图9(c),大磨粒所占比例甚至超过图9(a),但磨粒链条仍旧稀疏,说明载荷突变造成齿轮磨损急剧恶化、磨损率增大,其磨损程度较第一次磨合期更加严重,第二次磨合期产生大磨粒的速率高于恒载缺陷齿轮磨合期,但磨粒总量相比较少。图11(b)较图11(a)明显大磨粒数量增多,并出现边缘不规则磨粒。对比结果可知:齿轮异常磨损导致大磨粒数量占比增大,齿轮运行期间载荷突变对齿轮磨损影响较大,第一次磨合期间齿轮表面细小毛刺已经磨平,二次加载后已经光滑的齿轮表面产生异常磨损,产生更多大磨粒。缺陷齿轮磨损后期产生较多边缘不规则大磨粒。

图10 运行70 h油样铁谱(×200倍)
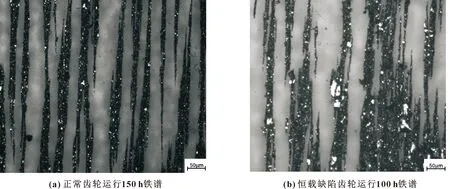
图11 运行后期阶段铁谱(×200倍)
4.2.3 剧烈磨损阶段铁谱分析
齿轮剧烈磨损阶段可观察到许多异常大磨粒,如图12所示:图(a)中磨粒呈薄片状表面光滑,由于齿轮裂纹不断延伸导致齿轮表面材料疲劳脱落产生;图(b)中磨粒呈长条状,两侧有整齐切口且表面有明显的划痕,滑动磨粒因为其表面混切层应力超过极限,最终遭到破坏脱落;图(c)中磨粒外形规整呈薄圆片状且表面非常平滑,为齿轮摩擦副正常磨损脱落生成,表明此时润滑较好;图(d)为观测到的大磨粒链条,出现在齿轮磨损后期剧烈磨损阶段,其中混杂各种混合物,此时摩擦副在重载高速的工况条件下,振动加剧,油膜破裂并产生大量黏着磨粒、疲劳磨粒。不同磨损阶段会产生不同磨损磨粒,若在油液中发现大量异常磨粒,则说明此时齿轮磨损异常,可将此作为预防齿轮故障的手段。

图12 磨损后期特殊磨粒照片
5 结论
以圆坑缺陷齿轮为研究对象,将正常齿轮磨损实验作为对照实验,通过分析齿轮箱振动信号、油液分析结果并结合齿轮切片表面形貌分析结果,最终得到如下结论:
(1)圆坑缺陷使齿轮时变啮合刚度发生改变,虽然早期低载荷条件下缺陷齿轮振幅增加不大、磨损程度影响不明显,但会使齿轮振动稳定性变差。圆坑初始缺陷对其磨损过程影响为缓慢累积过程,磨损后期缺陷齿轮产生更大的异常振动,齿轮受到较大的冲击载荷,加速齿轮磨损进程,导致齿轮最终失效。
(2)齿轮非工作面磨损不明显,非工作面缺陷并不会加重非工作面磨损程度,但在振动影响下加剧此轮齿工作面磨损。
(3)齿轮振动幅值与磨损程度对重载敏感度较高,早期磨损阶段载荷大小对齿轮振动影响较大,对早期磨损具有较高影响力,低载荷磨合期齿轮磨损率与振动较低,稳定运行过程中载荷突变会使齿轮进入新的磨合期且产生较多大磨粒,同时振幅明显增加,但二次磨合期持续时间短。
