旋转冲洗甩干机控制系统设计及转子动平衡研究*
2023-02-24唐卓睿吴彩庭孔倩茵戴科峰盛飞龙
唐卓睿,吴彩庭,孔倩茵,戴科峰,盛飞龙
(季华实验室大功率半导体装备研究部,广东佛山 528253)
0 引言
随着电子信息技术的飞速发展,以硅(Si)、碳化硅(SiC)、氮化镓(GaN)等材料为基础制成的IC芯片、功率器件的需求量也与日俱增,下游市场的火爆需求,刺激了微电子制造工业的迅速发展。半导体制造所使用的设备不仅仅是半导体产业的配套环节,也对半导体产业的发展起到了决定性的作用[1]。随着芯片制造的关键尺寸不断缩小,芯片制造过程中每一道工序都需要保证表面有较高的洁净度,所以,在生产制造过程中需要反复清洗,有资料表明湿法清洗工艺在芯片整个制造工序中占到了20%左右[2]。在清洗完过后,也需要保证晶片表面干燥且无残留清洗物质,在行业中一般采用高转速的旋转的冲洗甩干设备来完成晶片的干燥、去化学残留工艺,所以旋转冲洗甩干机在整个芯片制造流程中必不可少。为保证甩干机在旋转冲洗工艺过程中的稳定性,目前有一些研究人员根据自身团队研究的设备开发了相对应的控制系统,于静[3]基于S7-200系列PLC在旋转冲洗甩干机上编写了程序控制系统,侯增强[4]采用MCS-51单片机的编写了控制程序并对甩干机控制系统整体方案进行了设计。但对于人机交互、装备的实时控制和监控此类研究较少。
由于晶片上的水渍等残留液体是通过离心力作用甩离晶片,转子为了产生一定离心力一般在较高转速下运转[5],离心力一般会通过轴承传递到机体等受力部件导致整机产生振动从而影响整机性能,转子质量的不平衡是导致振动的重要因素之一[6],有资料显示转子质量不平衡引起的机械振动约占所有引起振动原因的60%左右[7]。较大的振动也会对晶片造成一定影响,严重时会导致如图1所示的晶片破裂,造成较大损失。对此,一般采用动平衡工艺来使转子质量平衡,即对旋转的转子进行检测,从而得到转子不平衡的角度与质量。随后,采用打孔、焊接、磨削等方式消除质量所引起的不平衡,从而使转子在转动时没有产生不平衡的离心力的平衡工艺[8-9]。针对旋转冲洗甩干机的振动问题,有研究人员增加了独立的隔振系统[10]、特殊的装载片盒设计等[2]。但对于旋转冲洗甩干机中如何实现转子动平衡以及如何根据平衡等级来调整动平衡从而减少整机振动此类相关研究较少。

图1 因振动导致的晶片破裂
因此,为了提高设备稳定、可靠、能有效应对突然断电、断气、断水等极端意外情况的发生,本文设计了一套全新的控制系统,保证整个设备工艺运行的安全性、稳定性。同时,通过理论计算结合实际校正实验将转子调整为标准的动态平衡品质级别,降低了转子因动态不平衡引起的较大机械振动从而导致设备停机的概率,也解决了晶片在旋转过程因动态不平衡导致的“碎片”问题。
1 系统设计
1.1 旋转冲洗甩干机组成
整机采用4/6寸晶片兼容的单腔结构,能实现包括晶片旋转、去离子水喷淋冲洗、加热氮气烘干、电阻率监控、防静电控制、腔体干燥、故障显示报警、系统洁净化处理在内的全自动工艺处理过程。如图2所示,在工作腔体中放有与电机相连的转子,不同尺寸的晶片对应不同尺寸的转子,工作腔体中具有氮气、去离子水喷淋口。腔体中充入氮气为腔体创造一个洁净和密闭的空间,在转子旋转和晶片清洗过程中,根据设定的喷淋压力和流量来达到最佳的冲洗效果,冲洗效果的好坏由电阻率仪来进行实时监测和反馈。最顶层放有电控柜,其中包含滤波器、交流接触器、PLC等电控元件,触控操作屏可直接面对工艺操作人员进行工艺操作与监控。蜂鸣器在设备出现故障时会响起,提示用户当前设备出现故障,可通过急停开关进行紧急制动、断电处理。

图2 旋转冲洗甩干机总体结构示意图
1.2 控制系统设计
总体控制系统框架如图3所示。为及时完成人机交互,主控模块PLC通过RS485串口线与触摸屏终端进行通信控制,对设备的运行参数进行调用和修改。

图3 控制系统框架
运行逻辑流程如图4所示,在更改工艺参数时必须先进行权限登录,否则将没有权限访问参数修改界面。设备转子转速控制驱动单元采用的交流永磁式无刷伺服电机,主控PLC模块根据设定的工艺参数来控制驱动器的状态及电机的转速,其速度反馈信号则由主控PLC模块进行数模采集转换以供显示及控制。设备运行过程中的氮气温度通过温度感应器进行采集上传,PLC主控模块接收采集信息进行转换以供显示及控制。腔体温度开关对腔体加热装置进行通断管控,使得喷入腔体中热氮气体的温度稳定,保证晶片干燥效果并不损坏腔体结构及晶片,其余各状态量由状态传感器进行检测并处理。

图4 系统控制流程
在屏幕控制程序中,可以使用触摸屏对系统进行一系列的参数修改与功能管控,将设置的参数通过RS485串口发送给PLC执行,同样地PLC接收到指令后将程序执行情况反馈给屏幕控制程序。开机后,屏幕进入主界面如图5所示甩干机主界面。

图5 甩干机主界面
获取登录权限成功后,点击设置按钮出现下拉菜单,需要进行参数设置,点击参数设置进入制程说明界面,如图6所示,点击各制程可对工艺参数进行编辑。

图6 制程说明界面
在此界面中点击任一制程即可以进入相对应的参数修改与编辑环节,以制程一为例,图7所示在制程编辑界面中,可以对一个制程内4种不同工艺的时间与转速进行设置,并且对烘干工艺的氮气温度也可以进行智能化参数设置,来保证工艺需求的弹性变化。

图7 制程编辑界面
点击“时间”输入框下的任一输入框,可以输入0~9 999的整数数值对每个工艺流程的运行时间进行给定。指令对应下位机PLC如图8所示,将屏幕配置的如时间值与下位机PLC的寄存器D2001相关联,PLC收到指令后将时间值配置给寄存器D570。

图8 PLC时间配置
在制程相对应的工艺步骤运行时,即如图9所示运行状态常开触点与清洗运行中常开触点同时闭合时,下位机PLC会进行相应计时,寄存器D570减去T1计时器的时间,得到工艺步骤剩余的时间,寄存器D11的值会实时显示在屏幕上,当倒计时时间到达后,将会使常开触点T1闭合。

图9 PLC计时器
点击“转速”输入框下的任一输入框,可以输入用户所需的转速数数值对每个工艺流程的运行转速进行给定。与“时间”一样,将屏幕配置的转速储存在D550寄存器中,当运行至工艺步骤时,将转速至经过PLC固有模拟量输出寄存器SD6180输出至伺服驱动器中,如图10所示。

图10 转速输出
所有工艺参数确认无误后,点击屏幕启动按钮或者按动设备启动按键皆可开始运行工作。界面会显示实时监控的设备情况如转子运行的转速、工艺流程剩余时间、氮气加热实时温度、阀门运行情况等,如图11所示。

图11 设备运行监控界面
在安全互锁功能方面,点击“氮气温度”后输入框可以对烘干工艺流程中喷出的热氮气进行智能温度给定。N2低温与高温报警,设备运行后,温度控制系统可确保N2温度不会过高或过低,若超过报警阈值,则设备自动停机,确保安全。此外在设备运行中,也会对转速进行实时监控,若转速过快,超过设置转速的5%则程序会自动停止工艺,用以防止设备内元器件速快或晶片损坏。若转速过快、过慢或实时监控的氮气温度过高、过低,程序会自动停止工艺。工艺运行过程中也可以点击停止按钮或设备停止按键即可使得设备运行中断。当工艺运行结束后,系统屏幕会出现如图12所示的提示界面。当出现故障时,不仅图中会出现在屏幕中且蜂鸣器会输出,控制系统会自动关闭水源、气源、伺服电机停止输出,减小设备及晶片的损失。

图12 运行结束界面
设备在整机运行前,需要进行各个分系统的调试,在屏幕软件中编写了分系统监控界面如图13所示,点击各个按钮,在此界面中可以查看设备所有的输入和输出端口,并且实时反馈每个端口当前的状态,实现对设备的精准监控与调试。

图13 监控界面
2 转子动平衡研究
核心转子在加工过程中不可避免地会产生质量、结构误差,所以不平衡的转子需要经过测量其不平衡质量和其不平衡相位,并加以校正消除转子中不平衡质量,让转子在设备中高速旋转时,不致产生不平衡的离心力而损坏电机轴承、晶片,或导致设备振动过大。在做转子动平衡时,一般首先要选择校正面,平衡校正面必须选择垂直于转子轴线的平面。
如图14所示,一般可以根据转子结构即转子的外径(D)和转子长度(L)之间的比例来确认是单面还是多面不平衡校正,如表1所示[11-12]。

图14 转子外径与长度

表1 校正面的确定
旋转清洗甩干设备使用的转子其外径与长度比例小于5,所以转子可采用单面平衡来进行校正。在动平衡校正过程中,首先需要确认平衡精度的等级,考虑到技术的先进性和经济上的合理性,参考国家标准《机械振动恒态(刚性)转子平衡品质要求第1部分:规范与平衡允差的检验》中转子平衡的划分等级,如表2所示[13],从表中可以看出平衡等级从要求最高的G0.4到要求最低的G4000。根据应用场景所需的精度要求和可实现性(加工能力)两方面考虑,采用平衡等级为G6.3的品质级别来校正转子的动平衡。

表2 平衡品质级别
根据转子所选定的动平衡等级,根据式(1)计算转子允许的不平衡度(率):
式中:Eper为转子允许的不平衡度,µm;G为不平衡精度等级;n为工作转速。
根据上文所述,取G=6.3,旋转甩干机大多工艺采用的转速为1 000 r/min左右,取转子转速为1 000 r/min。根据式(1)可计算出转子允许的不平衡度为63µm。根据转子的允许不平衡度,根据式(2)计算出了转子允许残余不平衡量,即:
式中:m为允许残余不平衡度,g;M为工件旋转质量,kg,旋转质量包括了转子本身质量、晶片花篮质量和满载晶片的总质量;r为工件半径。
经过测量,M=10 kg,转子半径为100 mm。可得出转子满足G6.3等级的动平衡时允许的残余不平衡量为3.15g。
在实际过程中,将转子、晶片花篮、晶片放入校正设备,采用去重校正法[8]进行校正,即通过校正机器测算出不平衡质量的相位角与不平衡质量,然后按照相位角的方向进行钻孔。以图15为例,可看出大多质量不平衡的位置在转子的正上方也即为图中红色字体所标识的90°所示左右范围内,说明在90°左右的范围内质量偏高,其质量影响了转子的动平衡。
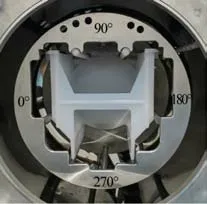
图15 转子去重法效果
如表3所示,采用单面平衡钻孔去重法对转子在1 000 r/min的转速下进行的校正实验,从表中可以看出,由于加工、材料等因素的影响,转子质量不均匀分布,在相位角θ=72°转子质量较大,导致转子离心力较大。在钻孔去重校正过程中,受手工钻孔位置精度较低及转子在钻孔压力下产生轻微变形等因素影响,有效去质量和不平衡相位角均与理论值有一定程度的偏差。经过5次校正,不平衡质量达到2.66 g,已经小于上文所述理论计算中动平衡时允许的残余不平衡量3.15 g,满足了转子在转速为1 000 r/min下动平衡达到G6.3等级的要求。

表3 为去重校正法校正数据记录
3 结束语
本文结合旋转冲洗甩干机设备的结构与功能对其控制系统进行了全新的设计,使其具有了良好的人机交互界面,能对设备进行实时控制与监控,也能实现各分系统的单点调试减小了整机运行时出现故障的概率,从而提高了设备整机工艺控制系统的稳定性,新增加的互锁功能也提升了整机设备的安全性。同时,对设备中核心转子的动平衡进行了研究,根据转子设计结构选取合适的平衡面,将不平衡度与允许残余不平衡量的理论计算方法结合钻孔去重校正法进行了实际的钻孔实验,大大减小了转子旋转过程中因质量不平衡而产生的离心力,使得转子动平衡达到国家标准的动平衡G6.3品质级别,大幅度减少了整体设备的抖动,消除了晶片碎片带来的巨大损失。新设计的控制系统与转子动平衡研究提升了整机的可靠与安全性能。
