等离子体处理对于聚丙烯胶粘接强度的影响*
2023-02-24吴梦希刘军山
隋 裕,吴梦希,刘军山
(大连理工大学辽宁省微纳米技术及系统重点实验室,辽宁大连 116024)
0 引言
聚丙烯(Polypropylene,PP)是一种热塑性塑料,具有价格低廉、易于加工成型、生物兼容性良好等优点,被广泛应用于机械、电子、医药等领域[1-5]。近年来,PP也逐渐成为微流控芯片的一种常用加工材料[6-7]。键合是微流控芯片制作的最后一道工序,利用键合工艺可以将芯片的基片和盖片紧密封接到一起,从而在芯片内部形成密闭的微通道网络结构[8]。目前,微流控芯片常用的键合方法包括:热键合、阳极键合、胶粘接键合、超声键合等[9]。其中,胶粘接键合方法操作简单、通用性好,而且可以在室温下进行,不会引起微通道的受热变形。但是,由于PP材料表面非极性,表面能低,导致胶粘剂与PP的粘接性能较差[10],使得胶粘接键合方法难以用于PP材料的微流控芯片键合。
等离子体处理是聚合物表面改性的一种常用方法,一方面等离子体中的高能态粒子通过轰击作用打断聚合物表面的化学键,等离子体中的自由基则与断开的化学键结合形成极性基团,从而提高了聚合物表面活性;另一方面,高能态粒子的轰击作用也会使聚合物表面微观形貌发生改变[11]。Mandolfino等[12-13]对PP材料的等离子体处理进行了研究,分析了等离子体处理前后PP表面的润湿性、官能团种类、表面形貌和粗糙度变化,证明了等离子体处理可以有效改善PP表面的活性。
为此,本文提出通过等离子体处理提高PP的胶粘接强度。利用光学接触角测量仪和扫描电子显微镜等分析了等离子体处理对于PP表面的接触角、自由能和微观形貌的影响。利用胶粘剂将PP薄膜与铝箔粘接到一起,采用T剥离强度试验方法对PP的胶粘接强度进行了测试,结果表明等离子体处理可以显著提高PP的胶粘接强度。
1 实验部分
1.1 实验材料与仪器
本文选用厚度为0.25 mm的PP薄膜和厚度为0.15 mm的铝箔作为胶粘接键合试验材料。等离子体处理机的型号为PLUTO-F,生产厂家为上海宪沪实业有限公司。光学接触角测量仪的型号为DSA100,生产厂家为德国KRÜSS GmbH公司。扫描电子显微镜的型号为SU8220,生产厂家为日本HITACHI公司。电子动静态万能材料试验机的型号为E3000,生产厂家为美国Instron公司。
1.2 试验样品制备
由于PP薄膜表面可能会有油污、脱模剂等残留物,本文采用超声清洗方法对其表面进行实验前的处理。将去离子水与清洗剂按照一定的体积比配制成清洗溶液,将PP薄膜与清洗溶液一同置于超声清洗机中,设置超声功率为100 W,清洗时间为30 min。待超声清洗结束后,使用去离子水对PP薄膜表面进行冲洗,然后常温下干燥48 h。使用等离子体处理机对清洗后的PP薄膜进行表面改性,改性气体为氧气,气体流量为400 mL/min。
使用匀胶机在铝箔表面旋涂一层胶粘剂,用离型纸覆盖住铝箔端部的一部分区域作为后续的胶粘接强度测试时的夹持区域,然后利用自制的压力机将PP薄膜与铝箔键合到一起,键合压力设置为400 kgf。
1.3 胶粘接强度测试
本文参考中华人民共和国国家标准:《胶粘剂T剥离强度试验方法挠性材料对挠性材料》(GB/T 2791-1995),对PP的胶粘接强度进行测试,所用的试验样品形状和尺寸如图1所示。利用电子动静态万能材料试验机的上、下两个夹具分别夹持住铝箔和PP薄膜的一端,然后下夹具保持不动,上夹具以0.2 mm/s的速度匀速向上运动,使得铝箔和PP薄膜逐渐剥离。待剥离力数值稳定后,记录下最大剥离力和最小剥离力。
2 结果与讨论
2.1 PP表面接触角
系统分析了等离子体改性的射频功率和处理时间对于PP表面接触角的影响。首先,将处理时间恒定为120 s,射频功率分别选取了80 W、120 W、180 W、240 W和300 W。如图2(a)所示,PP表面经等离子体处理后,去离子水和二碘甲烷的接触角均有较明显的下降。当射频功率超过120 W时,接触角下降趋势缓慢,此时去离子水的接触角由99.08°降到了79.25°,二碘甲烷的接触角则由69.31°降到了59.39°。当射频功率达到300 W时,去离子水的接触角为74.88°,二碘甲烷的接触角为55.88°。去离子水属于极性溶液,它的接触角越小表明PP表面润湿性越好,PP与胶粘剂的粘接强度将越高。

图2 PP薄膜表面接触角的变化
其次,将射频功率恒定为80 W,处理时间分别为30 s、60 s、120 s、300 s和600 s,PP表面的接触角与处理时间的关系如图2(b)所示。可见,随着处理时间的增长,接触角逐渐减小。当处理时间长于120 s时,接触角变化缓慢,此时去离子水的接触角由99.08°降到了77.39°,二碘甲烷的接触角由69.31°降到了56.05°。
结合上述两个实验结果,本文选择射频功率120 W和处理时间120 s作为后续的PP等离子体改性工艺参数数值。
2.2 PP表面自由能
本文采用Owens二液法[14],通过测量去离子水和二碘甲烷在PP表面的接触角,计算出PP表面的自由能。根据杨氏方程,固液气界面之间的张力符合下列表达式:
式中:γSV、γSL、γLV分别为固-气、固-液、气-液的界面张力。
根据Fowkes理论,固液表面自由能包括极性分量和色散分量,固液气的界面张力符合下列表达式:
式中:γS、γL分别为固、液的表面自由能;γpS、γpL分别为固、液的极性分量;γdS、γdL分别为固、液的色散分量。
将式(1)与式(2)结合,可得到:
因此,根据式(3)、水和二碘甲烷的表面自由能(表1)以及它们分别在待测样品表面的接触角,可求出待测样品表面自由能的色散分量γdS与极性分量γpS,再代入式(2)中求出待测样品表面自由能γS。

表1 液体的表面自由能mJ/m2
PP表面自由能与射频功率和处理时间的关系如图3所示。从图中可以看出,PP在等离子体处理后,色散分量和极性分量均有所提升,其中极性分量的提升更显著,PP的表面自由能得到了较大提高。经计算,未经等离子体处理的PP表面色散分量、极性分量和自由能分别为18.68 mJ/m2、12.12 mJ/m2、30.8 mJ/m2,经等离子体处理后的PP表面色散分量、极性分量和自由能分别为22.27 mJ/m2、26.64 mJ/m2、48.91 mJ/m2。即,经等离子体处理后,PP表面色散分量增加了19.22%,极性分量增加了119.8%,自由能增加了58.8%。可见,PP表面自由能的提高主要归因于极性分量的增加,而极性分量的增加则是由于等离子体处理使得PP表面形成了极性基团[11],从而有助于提高PP的胶粘接强度。
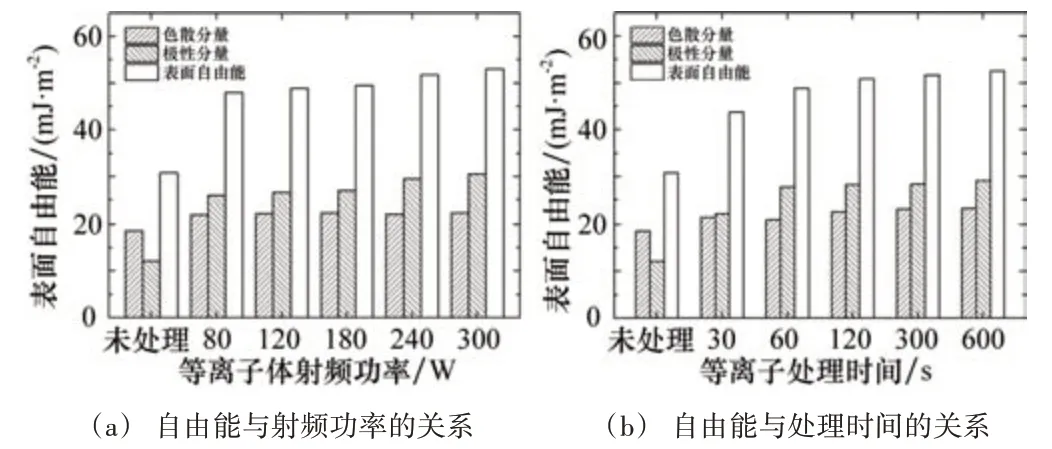
图3 PP表面自由能的变化
2.3 PP表面微观形貌
利用扫描电子显微镜对等离子体处理前后的PP表面微观形貌进行了观测。由于PP导电性差,在观测前对PP表面进行了喷金处理。如图4(a)所示,未经等离子体处理的PP表面较为光滑。然而,经过等离子体处理后,PP表面的微观形貌发生了较大变化,如图4(b)所示,整体上凸凹不平,出现了大量的纳米级凸起和凹坑。在后续的PP胶粘接键合过程中,整体的凸凹不平会增加键合界面的有效接触面积,纳米级凸起和凹坑则为键合界面提供了机械锚点,因此表面微观形貌的变化同样有助于提高PP的胶粘接强度。
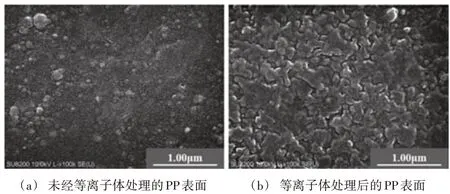
图4 PP表面SEM测试图
2.4 PP胶粘接强度
根据T剥离强度试验记录的最大剥离力和最小剥离力计算得到平均剥离力(FT),而剥离强度(σT)为:
式中:B为测试样品的宽度(图1),本文测试样品的宽度为25 mm。
在剥离过程中,可以看到胶粘剂形成的胶膜完全保留在铝箔表面,证明胶粘剂对铝箔的粘附性远高于对PP薄膜的粘附性,即通过该实验测试到的剥离强度为PP与胶粘剂之间的粘接强度。未改性的PP薄膜和改性后的PP薄膜的剥离力与剥离长度的关系曲线如图5所示,由于夹持位置的差异,PP薄膜与铝箔之间开始出现分离的位置稍有不同。在二者刚出现分离时,剥离力较大,之后剥离力逐渐下降并保持稳定。根据式(4)可以计算出,未改性的PP薄膜最小剥离强度为588 kN/m,最大剥离强度为661.2 kN/m,平均剥离强度为624.8 kN/m;与之对应,改性后的PP薄膜最小剥离强度为734 kN/m,最大剥离强度为810.8 kN/m,平均剥离强度为775.2 kN/m。即,PP薄膜经过等离子体改性处理后最小剥离强度提高了24.83%,最大剥离强度提高了22.63%,平均剥离强度提高了24.07%。

图5 剥离长度和剥离力的关系
3 结束语
本文从接触角、表面自由能和微观形貌等3个方面揭示了等离子体处理提高PP材料胶粘接强度的机理。实验结果表明,经过等离子体改性处理后,PP表面由疏水性变为亲水性,去离子水的接触角由99°减小到了75°,PP表面自由能由31 mJ/m2增大到了49 mJ/m2,同时PP表面整体上变得凸凹不平,且出现了大量纳米级凸起和凹坑。PP表面发生的这些化学和物理变化共同作用,使得PP的胶粘接强度提高了24%。本文的研究再次证明了等离子体处理是聚合物表面改性的一种行之有效的方法,基于本文的研究思路,未来可以进一步探究除了氧气之外的其他工艺气体对于PP胶粘接强度的影响,也可以尝试分析等离子体处理对于其他微流控芯片常用聚合物材料的表面物化性能影响。
