干扰床煤泥分选工艺优化改善粗煤泥回收率
2023-02-21陈斌
陈 斌
(山西焦煤西山煤电西曲矿选煤厂,山西 太原 030200)
引言
选煤厂是对原煤进行分选、洗选的场所,能够降低原煤中的矸石率,保证煤炭的精煤率,从而提高煤炭的销售价格。在煤炭洗选过程中,煤泥不可避免的副产物。对煤泥的合理处理不仅能够减小资源的浪费,而且能够提高精煤的产量,缓解洗选环节中的重选和浮选系统的压力,因此对煤泥进行回收是非常有必要的[1]。在对煤泥进行回收的工艺中,煤泥回收率低是当前的主要问题。因此,本文将重点结合实际情况对煤泥分选工艺进行优化,最终达到改善粗煤泥回收率的目的。
1 现状分析
本文所研究选煤厂的生产能力为270 万t/a,该选煤厂所采用的分选工艺以重介质分选与浮选相结合的方式,运输至选煤厂的原煤经分级、手选和破碎处理后进入洗选系统中,在洗选过程中经历了通过固定筛和脱泥筛的脱泥处理后,再通过分级旋流器对脱泥处理后的原煤进行分级处理;而后通过脱介、脱水的处理后对原煤进行分类,最终形成精煤、中煤和煤矸石。在洗选过程中所得浮选尾煤还需进行浓缩、压滤和脱水处理,最终得到煤泥产品[2]。目前,上述洗选工艺流程中脱泥筛脱除的粗煤泥的回收率非常低。除此之外,上述分选模式还存在如下问题:
1)随着入料煤炭粒度的减小,采用当前的洗选工艺导致分选精度降低,导致精煤中的灰分值较高,间接的降低了精煤的产率;
2)由于煤泥在三产品重介质旋流器中得不到有效的分选,导致煤泥的遗留量不断增加,从而为其配套的磁选机的数量也增加,能耗增加;
3)当粗煤泥进入浮选装置进行浮选操作时,为了保证最终精煤的产率,需要加大药剂的用量,从而导致通过浮选工艺所得到精煤的灰分增加;
4)当前分选工艺中配套的脱泥筛孔的直径较小,导致脱泥筛的效率降低,为了保证脱泥筛的效率,需要增加脱泥筛的数量,导致该分选工艺越发复杂[3]。
综上所述,导致能耗增加、精煤中灰分增加且分选工艺复杂的根本原因为粗煤泥无法有效回收导致粗煤泥量增加。因此。急需对煤泥分选工艺进行优化,重点通过增加煤泥回收系统,提高粗煤泥的回收率解决上述问题。
2 分选工艺优化的核心设计
结合当前选煤厂所面临的粗煤泥回收率低的问题,并为适应选煤厂当前的生产工艺,可通过采用干扰床的方式达到增加粗煤泥的回收率的效果。
因此,在原洗选工艺流程的基础上为其配套基于干扰床的分选工艺流程是本次改造的关键。而对于干扰床而言,可以分为传统干扰床和阻尼干扰床。阻尼干扰床在某种程度上是在传统干扰床结构基础上进行改造的成果,其主要改造方式为在传统干扰床的内部增加配套的阻尼块,从而增加传统干扰床中流体速度的目的[4]。结合实践应用和理论,传统干扰床和阻尼干扰床的分选效果对比,如表1 所示。
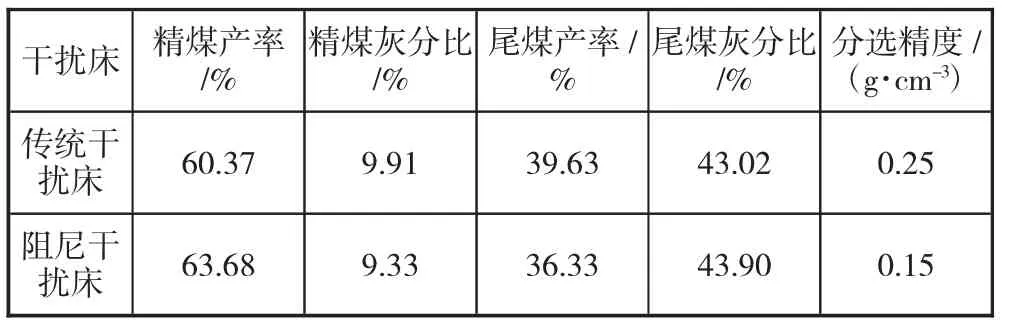
表1 传统干扰床和阻尼干扰床的分选效果对比
对比表1 中传统干扰床和阻尼干扰床的分选效果,从精煤产率、精煤灰分比、尾煤产率以及分选精度等指标均呈现为阻尼干扰床优于传统干扰床的状态,而且两种干扰床在尾煤灰分比参数相近。因此,最终确定采用阻尼干扰床实现对煤泥回收功能,最终达到改善煤泥回收率的目的。
3 干扰床粗煤泥分选工艺的改造
结合该选煤厂所洗选原煤的煤炭性质,主要表现为原煤中的细粒煤占比较高。虽然在原洗选工艺中增加了基于阻尼干扰的分选环节,但是如果仍然采用重介-浮选洗选工艺流程,会严重影响整个洗选工艺改造后脱泥、磁选以及分选的作业效率,而且对应的整体分选工艺也相对复杂[5]。
因此,为了保证分选工艺改造后的工艺在达到改善粗煤泥回收率目的的基础上增加脱泥、磁选和分选的作业效率,简化分选工艺,还需对原分选工艺进行改造。改造后的分选工艺流程,如图1 所示。
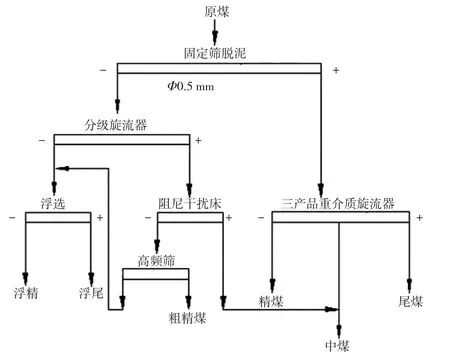
图1 基于阻尼干扰床改造后的粗煤泥分选工艺流程
如图1 所示,基于阻尼干扰床的分选工艺减少了原分选工艺中涉及到的弧形脱水筛和变频脱水筛改进为采用高频筛进行脱水操作,将二级脱泥筛简化为一级脱泥筛,达到了简化分选工艺流程的目的。同时,将高频筛的筛孔直径增大,大大降低了脱水筛的工作负荷。
通过实践表明,采用改造后的分选工艺粗煤泥的回收率由之前的30.45%提高到50.4%。同时,改造后的分选工艺还能够减小介质的消耗,减小浮选药剂的消耗,增加洗煤厂的处理能力,具体分析如下:
1)采用基于阻尼干扰床的分选工艺后选煤厂的处理能力从270 万t/a 增加为300 万t/a,按照每吨原煤600 元计算,直接带来的经济效益可达1 800 万元;
2)采用基于阻尼干扰床的分选工艺在对原煤进行分选中所消耗的介质从2.6 kg/t 降低为1 kg/t;结合改造后选煤厂的处理能力为300 万t/a,按照每吨介质1 000 元计算,则每年可节约介质的费用约为480万元;
3)采用基于阻尼干扰床的分选工艺在对原煤进行分选中所消耗的药剂从0.4 kg/t 降低为0.2 kg/t;结合改造后选煤厂的处理能力为300 万t/a,按照每吨药剂8 000 元计算,则每年可节约药剂的费用约为480 万元。
4 结语
选煤厂为对原煤进行洗选的场所,在实际洗选过程中煤泥为不可避免的产物,煤泥回收不及时且回收效率不高极易导致煤泥量增加,从而导致洗选效率降低对应的成本增加。本文采用阻尼干扰床对重介+浮选的洗选工艺流程进行改造,经改造后可知:基于阻尼干扰床的分选工艺可直接提升煤泥回收率,每年可节约介质的费用约480 万元,可节约药剂的费用为480 万元,可直接带来的经济效益为1 800 万元。
