活性炭三维电极法处理阿莫西林模拟废水
2023-02-14孙丰霞孙超王玉军李明
*孙丰霞 孙超 王玉军 李明*
(1.山东农业大学资源与环境学院 山东 271018 2.土肥资源高效利用国家工程实验室 山东 271018)
近年来,我国抗生素滥用现象严重。医疗、畜牧、水产养殖业等对抗生素的不合理使用导致环境中存在大量抗生素残留[1-2]。而用于畜禽养殖等的抗生素药物只有15%可被动物吸收利用,大约85%被直接排放到环境中[3]。抗生素一旦进入环境就会扩散到土壤、水体和空气中,对环境中的植物、微生物等表现出了一定的毒性效应,造成了潜在的生态风险[4]。在多种形态的水体[5-8]、土壤[9]中均检测出了抗生素。环境中的抗生素能引起化学药物的污染与抗生素抗性基因污染[10]。其中,抗生素进入水环境中的途径有畜禽养殖粪便滤液通过土壤渗入到地下水,医药废水、医院用水排放,及一些含抗生素生活污水的排放等[3]。相比较来言,抗生素在制药废水中残留量较高,是水体污染的主要途径。有研究表明一些水溶性差的抗生素会在鱼类及脊椎动物体内富集,最终通过食物链威胁人体健康[11]。因此,作为水体抗生素的污染来源之一,制药废水中残留的高浓度抗生素的去除应该引起重视。
阿莫西林是半合成青霉素类广谱β-内酰胺类抗生素之一。阿莫西林的水溶液很容易形成聚合物,所以其性质相对天然青霉素更稳定,处理难度更大[12]。抗生素废水是一种色度高、成分复杂、含难降解有机物质、生物毒性物质高的有机废水[13],其可生化性差[14]的特点促使更多阿莫西林废水处理方法的提出与应用。而传统的污水处理方法(活性污泥法)并不能有效去除抗生素,电化学法在处理难降解有机污染物方面优势明显,是当前研究的热点。
三维电极法最早于1969年,由Backhurst提出,从此开始了三维电极电化学方法的研究。由于三维电极与传统二维电极相比,电解槽面体比更高,电流效率和时空效率高,传质速度和反应速度更快,处理效果远高于传统二维电极以及其它电化学方法,因此研究和应用三维电极电化学方法具有极为重要的价值[15-16]。与三维电极常用的金属电极和一般活性炭电极等电极材料相比,该试验选用的电极材料活性炭纤维作为一种绿色环保纤维,有丰富和发达的孔隙结构等优良品质,因此被广泛利用作为吸附材料、电极材料、催化剂载体等[17-18],可有效提高该体系对抗生素的处理能力,具有显著的优越性。
该研究依托三维电极电催化氧化与还原反应的高效处理效果,研究处理阿莫西林模拟废水,探究电极电压、极板间距、pH、电解时间、活性炭颗粒投加量5种因素对去除模拟废水中阿莫西林及COD的影响,为阿莫西林废水的处理提供理论参考依据,具有重要的现实意义。
1.材料与方法
(1)试验材料与试验装置
试验所用材料试剂与装置见表1。试验废水为实验室配制阿莫西林模拟废水,由阿莫西林与去离子水配制而成。模拟废水阿莫西林初始浓度为100mg·L-1。
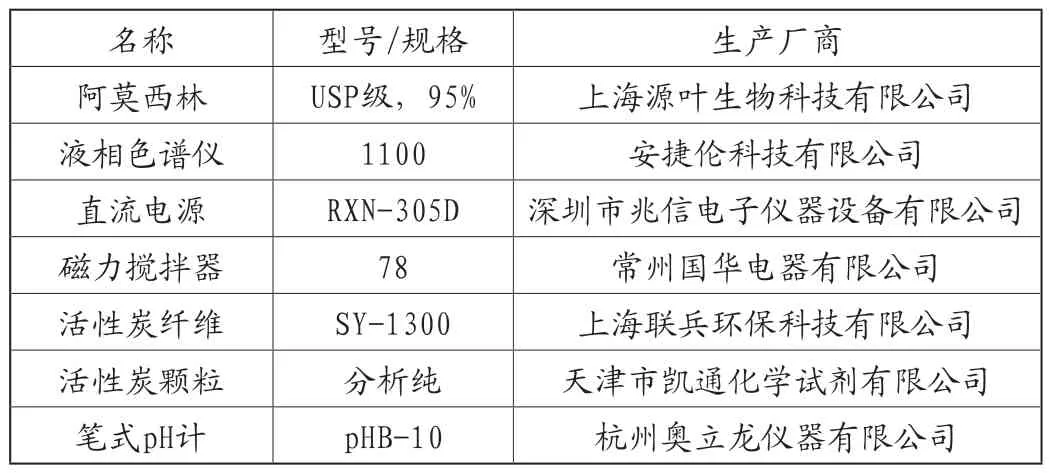
表1 试验主要仪器与材料
活性炭三维电极处理阿莫西林模拟废水具体试验装置见图1。试验所用反应器为自制玻璃电解槽(10cm ×10cm×20cm),电解槽内两侧分别放置一块活性炭纤维(5mm×30mm×100mm)做阴极电极与阳极电极,投入活性炭颗粒构成三维电极。电解槽内放置一枚磁力转子,与电解槽下方的磁力搅拌器构成搅拌系统,以维持活性炭颗粒呈立体分布在电极槽内。
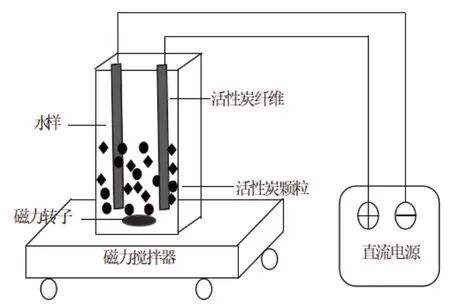
图1 试验装置图
(2)试验设计与检测方法
试验中,每次投加100mg·L-1的阿莫西林模拟废水1000mL,在不同控制条件下开展三维电极法处理模拟废水的研究,对处理后的模拟废水中阿莫西林的浓度、COD指标进行测定,确定三维电极法处理阿莫西林模拟废水的电极电压、极板间距、pH、电解时间、活性炭颗粒投加量5种因素的最佳工艺组合。
其水质指标测定方法为:阿莫西林含量在波长240nm条件下用安捷伦1100型液相色谱仪测定,流动相成分为超纯水55%,0.1%的甲酸30%,甲醇15%。流速是0.5mL·min-1,进样量为10μL,保留时间是7min左右。COD用标准重铬酸钾法进行测定。
(3)试验材料的处理
活性炭具有较强的吸附作用[16-18],为削弱活性炭的吸附作用对三维电极处理阿莫西林效果的影响,将试验材料进行如下处理:
①活性炭纤维电极的预处理:将电极裁剪至特定规格后反复多次置于100mg·L-1阿莫西林溶液中浸泡至活性炭纤维电极板对阿莫西林吸附达饱和状态,取出即用。
②活性炭颗粒的预处理:将活性炭颗粒经去离子水清洗后浸泡24h,烘箱内在105℃烘烤24h,降至室温后称取定量颗粒反复多次用阿莫西林模拟废水浸泡至吸附饱和。
③电解及模拟废水电解后抽滤均在避光条件下进行。
2.结果与讨论
(1)正交试验结果及分析
本试验选取电极电压、极板间距、pH、电解时间以及活性炭颗粒投加量5种因素以及相应4种水平对活性炭三维电极处理阿莫西林模拟废水的效果进行探索研究,以期选取活性炭三维电极处理阿莫西林模拟废水的最佳反应条件。试验选取的5因素4水平详见表2。
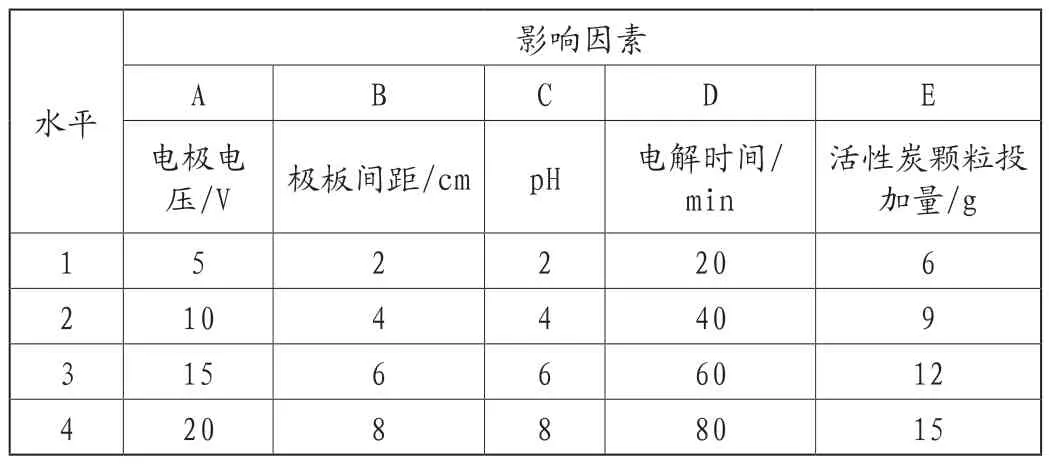
表2 正交试验影响因素及水平
将选取试验影响因素与水平组合后得出表3所示16种组合,通过试验分别探索不同组合下活性炭三维电极对阿莫西林的处理效果。
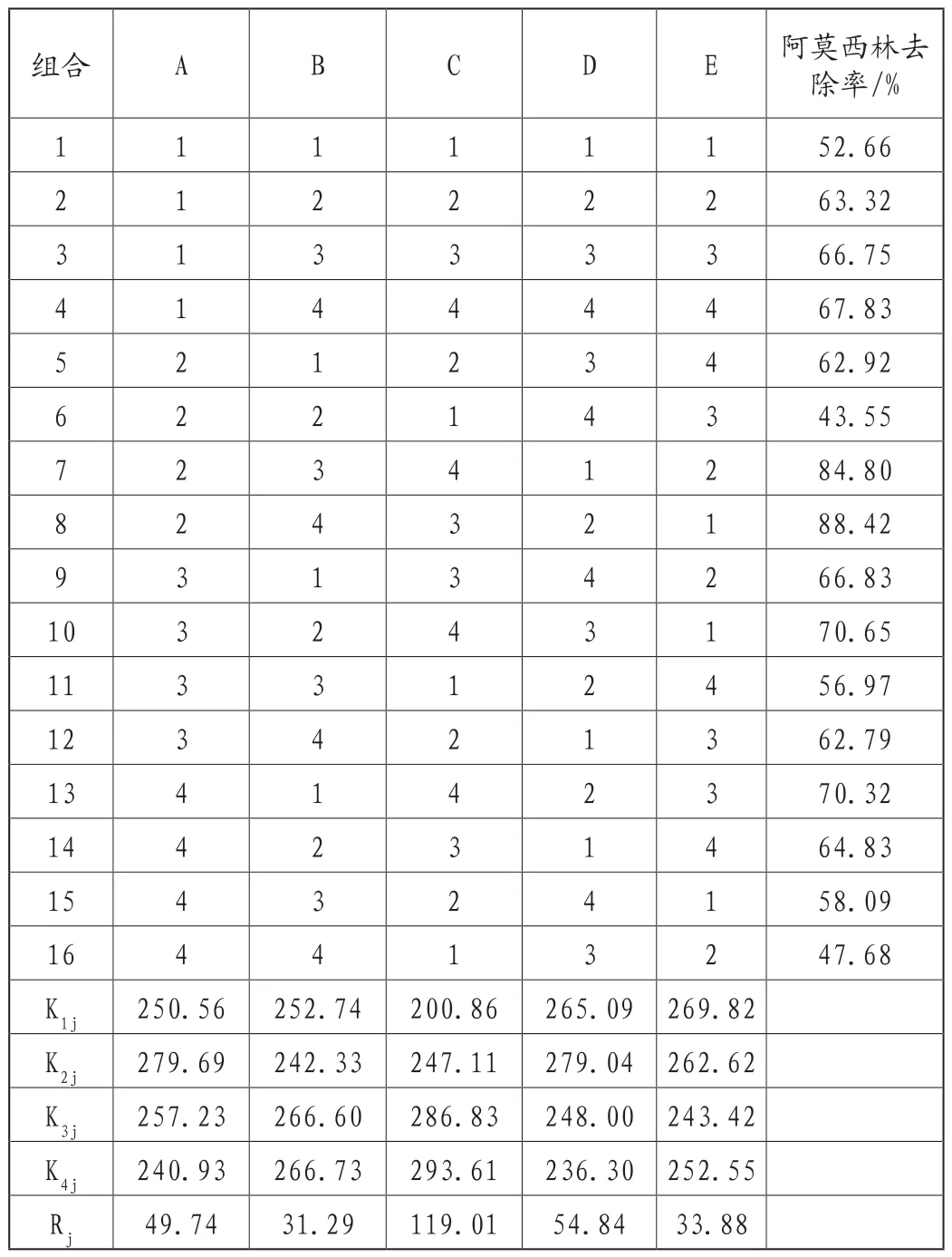
表3 正交试验结果与分析
由试验以及极差分析可知,活性炭三维电极法对阿莫西林模拟废水的处理效果较明显,阿莫西林去除率最高达88.42%。活性炭三维电极处理阿莫西林模拟废水影响因素大小为:pH>电解时间>电极电压>极板间距>活性炭颗粒投加量。其中阿莫西林三维电极处理最优组合为C3D2A2B4E1,即当初始pH为6,电解时间为40min,电极电压为10V,极板间距为8cm以及活性炭投加量为6g时阿莫西林去除率达最大。
(2)单因素试验结果及分析
通过进一步探究5种因素对阿莫西林处理效果的影响,进行单因素试验得出活性炭三维电极对阿莫西林模拟废水的最佳处理条件,即最佳pH、最佳电解时间、最佳电极电压、最佳极板间距以及最佳活性炭颗粒投加量。
①pH的影响
由正交试验的最优组合确定首要影响因素的最佳水平,即控制电解时间为40min,电极电压为10V,极板间距为8cm,以及活性炭投加量为6g时探究阿莫西林去除率随初始pH变化情况,试验中利用HCl及NaOH调节溶液的pH。其变化趋势见图2。
由图2可知,模拟废水初始pH对阿莫西林和COD的去除率影响较大,二者变化趋势相同。当初始pH由2升至4时,阿莫西林与COD的去除率逐渐增大,pH为4时去除率达最大值。究其原因,在酸性条件下,溶液导电性随溶液中H+浓度的增大而增大,有效电流随之增大,反应效率相应有所提高,所以活性炭三维电极在酸性条件下对阿莫西林及COD的去除率高于碱性条件;但当继续降低pH值,即溶液中H+浓度过高时,会引起阴极析氢副反应的增多,不利于污染物质的去除[19]。在pH大于4时,随着pH的增加去除率均呈现降低趋势。在活性炭对阿莫西林的吸附试验中,可能同时存在活性炭与阿莫西林分子间的电荷作用、阿莫西林分子与活性炭表面官能团的化学作用。随着pH的升高,前一种作用在增强,后一种作用则在削弱[20]。在通电的情况下,可能会增强阿莫西林分子与活性炭表面官能团的化学作用。通电、H+浓度、活性炭与阿莫西林分子间的电荷作用以及阿莫西林分子与活性炭表面官能团的化学作用等因素综合,导致模拟废水中阿莫西林与COD的去除率在pH为4时最高。

图2 pH对阿莫西林和COD去除率的影响
②电解时间的影响
进行pH单因素试验后确定活性炭三维电极处理阿莫西林模拟废水最佳pH为4,控制电极电压为10V,极板间距为8cm,以及活性炭投加量为6g时,进行最佳电解时间探究的单因素试验。由图3可知,随时电解时间的增长,阿莫西林去除率逐渐增大,通电时间为40min时,阿莫西林去除率为88.4%,当电解时间由60min延长至80min时,阿莫西林去除率稳定在90%左右,变动幅度小,变化不明显,在持续通电第40min至第80min时间段,COD去除率仅增加4%,去除率变化小。基于运行效果及处理费用,选取电解时间为40min为最佳电解时间。

图3 电解时间对阿莫西林和COD去除率的影响
由图3可知,随着电解时间的增长,阿莫西林以及COD的去除率变化趋势逐步减缓,分析其原因,电解初期H+和阿莫西林的浓度高,有效电流高,反应效率高,阿莫西林去除率与COD去除率变化较明显,当电解至40min后,H+消耗后浓度降低,且与电解前相比,阿莫西林的浓度降低,扩散速度减缓,浓度极差的作用减弱,导致40min后电解效率不明显,阿莫西林与COD的去除率变化不大。
③电极电压的影响
前述单因素试验确定最佳pH为4,最佳电解时间为40min,控制极板间距为8cm,活性炭投加量为6g时,分别探究电极电压为5V、10V、15V、20V时阿莫西林去除率,选取最佳电极电压。
从图4可知,电极电压的变化对阿莫西林以及COD的去除率影响波动较大,在电压为10V时,阿莫西林以及COD的去除率最大,当电解电压小于10V时,随着电压的增大,阿莫西林以及COD的去除率逐渐增大。这是由于随着电压的增大,被极化的活性炭颗粒相应增多,电解系统的有效电极面积扩大,从而使电解强度逐步增大,阿莫西林和COD去除率增大。当电极电压大于10V时,阿莫西林以及COD的去除率随着电极电压的增大而减小。推断是由于当电压增大到一定程度,羟基自由基生成量不断增加,随后发生氧化反应,导致羟基自由基的损失。电化学氧化是以产生羟基自由基为基础引发的一系列氧化反应,羟基自由基的损失使污染物去除率降低,从而导致阿莫西林和COD去除率下降[21]。

图4 电极电压对阿莫西林和COD去除率的影响
④极板间距的影响
经前述三项单因素试验确定活性炭三维电极处理阿莫西林模拟废水最佳pH为4,最佳电解时间为40min,最佳电极电压为10V,极板间距为8cm,控制活性炭投加量为6g,探索极板间距对阿莫西林及COD的去除率的影响。极板间距对阿莫西林及COD去除率的影响见图5。
由图5可知,当极板间距为8cm时,增大极板间距对阿莫西林去除率的影响变化不大,阿莫西林及COD的去除率在实验水平中最高。这是因为增大极板间距会消除模拟废水中散布的活性炭颗粒对电解系统的影响,避免短路,使活性炭颗粒在电解系统中较均匀的分布。

图5 极板间距对阿莫西林和COD去除率的影响
极板间距增大意味着系统欧姆电阻增加,同样电极电压下,电流减小[22]。随着极板间距的继续增大,电压一定的情况下,一些副反应随之增多,如阳极析氧反应、阴极析氢反应等,使得COD的去除率降低[23]。
⑤活性炭投加量的影响
据前四项单因素试验确定活性炭三维电极处理阿莫西林模拟废水最佳pH为4,最佳电解时间为40min,最佳电极电压为10V,最佳极板间距为8cm,在此基础上探索活性炭投加量对阿莫西林及COD的去除率的影响。活性炭投加量对阿莫西林及COD去除率的影响见图6。

图6 活性炭投加量对阿莫西林、COD去除率的影响
在图6中,当活性炭投加量为9g时,阿莫西林去除率达最大,与活性炭投加量为6g时阿莫西林去除率相差不足1%,当活性炭投加量大于9g时,阿莫西林及COD的去除率随着投加量的增大而减小。从实际生产运营减少原材料投入、控制成本的角度选取6g为最佳活性炭投加量。图6中去除率的变化情况,究其原因,可能是由于活性炭投加过多时,将增加粒子间的接触而形成间歇性短路[18,23-25],同时,活性炭颗粒投加量过多时,限于磁力转子不能将全部活性炭颗粒打散在装置中,导致活性炭颗粒沉积在装置底部,减弱电解效果。
(3)最佳试验条件及分析
经正交试验与单因素试验得出活性炭三维电极处理阿莫西林模拟废水的最佳反应条件,pH为4,处理时间为40min,电极电压为10V,极板间距为8cm,活性炭投加量为6g。在本次试验选取的五种因素最佳水平为实验条件下,应用活性炭三维电极法对100mg·L-1阿莫西林模拟废水处理,实验结果见表4。

表4 最佳条件活性炭三维电极试验结果
3.结论
(1)三维电极处理系统均采用活性炭为电极,对阿莫西林模拟废水的处理效果采用阿莫西林去除率和COD去除率两项指标衡量。对电极电压、极板间距、pH、电解时间、活性炭颗粒投加量5种因素正交试验与单因素试验表明,在5因素4水平条件下,阿莫西林去除率在55.32%~90.39%范围内,COD去除率在26.60%~69.7%之间。
(2)正交试验表明,活性炭三维电极处理阿莫西林模拟废水影响因素大小为:pH>电解时间>电极电压>极板间距>活性炭颗粒投加量,此时最佳参数组合为:pH为6,电解时间为40min,电极电压为10V,极板间距为8cm,活性炭投加量为6g;通过单因素试验,分析得到活性炭三维电极处理阿莫西林模拟废水的最佳条件是pH为4,电解时间为40min,电极电压为10V,极板间距为8cm,活性炭投加量为6g,在此方案下,阿莫西林模拟废水处理效果最好,阿莫西林去除率达89.5%,COD去除率达69.7%。