全氧燃烧窑炉池壁砖新型热修技术探讨
2023-02-13周康张文斌王将阚正权吕耸
周康 张文斌 王将 阚正权 吕耸
(彩虹(合肥)光伏有限公司 合肥 230012)
0 引言
全氧天然气燃烧窑炉由于其反应温度高、原料反应泡沫厚,且直接受混合料、玻璃液和火焰空间的冲刷与侵蚀,一旦操作、控制或者维护不当,都会严重影响窑炉耐火材料的使用寿命,甚至造成重大的安全隐患。而且在池壁砖的侵蚀过程中,脱落的耐火材料进入到玻璃液中,形成耐火材料结石,对压延机的辊子造成很大的安全隐患。若结石没有第一时间检验出来而进入后端的钢化炉,则很容易发生爆片,严重影响玻璃产品的质量和品质。因此,应该从材料选择、原材料、窑炉工艺制度等多方面综合考虑,控制或缓解池壁砖的侵蚀,最大限度地延长全氧窑炉的使用寿命。
1 全氧燃烧窑炉池壁砖的侵蚀及控制
1.1 池壁砖的选择
由于全氧燃烧光伏窑炉池壁砖受高透玻璃液、窑炉空间碱性水汽等冲刷严重,所以在选材上必须要求耐火材料要耐高温、耐冲刷侵蚀及抗酸碱、耐氧化。通过与相关耐火材料制造厂家进行交流以及在实际使用过程中所积累的经验,耐火材料的选择一定要慎重。传统浮法普通玻璃大多选择氧化法浇铸无缩孔的33#AZS电熔砖,但是在实际生产过程中发现该材质砖材在高透的全氧燃烧压延光伏玻璃窑炉上并不适用,冲刷、侵蚀太快,继而选择更耐冲刷、侵蚀的36#电熔砖,并且在投料口、热点、拐角等关键区域选择41#AZS电熔砖。另外,池壁砖的厚度对侵蚀也有一定的影响,过厚导致池壁冷却风不能更好地冷却池壁内部导致侵蚀过快,过薄也会使池壁砖不能很好地发挥较长时间抗冲刷作用就侵蚀完结。一般玻璃窑炉池壁砖厚度选择250~300 mm,取中间值275 mm,既能让冷却风很好地起到减缓侵蚀的作用,也能耐一定时间的侵蚀,让池壁砖发挥最大的作用。
1.2 池壁砖的侵蚀
1.2.1 电熔砖的侵蚀机理
电 熔 砖 由Zr2O3、 Al2O3和 SiO2组 成,简 称AZS砖。具有良好的耐高温、耐冲刷性质,被广泛应用于各类窑炉中。其中有Zr2O3组成的斜锆石、Al2O3组 成的刚玉和SiO2组成的玻璃相。在生产过程中,各种晶相相对稳定,具有很高的黏度,但是只要一方发生变化,则会很快影响整个砖的结构,侵蚀加剧。
在玻璃窑炉的液面处,配合料中的碱成分附着在AZS砖的表面。由于黏度小,还没有彻底反应形成玻璃液,不是完整的玻璃相,遇到AZS砖内部的SiO2玻璃相,则会发生复杂的物理化学反应并向外渗出,使配合料趋于玻璃液的方向发展,使该区域形成饱和、过饱和的状态,逐渐形成玻璃液。而AZS砖由于玻璃相的析出,使内部结构不平衡,Zr2O3、 Al2O3也会逐渐脱落,从而越来越少,侵蚀加剧。
1.2.2 电熔砖的侵蚀原因
由于玻璃液的流动以及整个窑炉的高温,只要生产,AZS砖就会有侵蚀。但是侵蚀的快慢则与实际的操作有很大关系,影响AZS砖侵蚀的原因主要有:
(1)池壁砖的质量。AZS砖耐侵蚀的成分为Zr2O3, Zr2O3的成分比例直接决定AZS砖的侵蚀速度,通常选用33#砖、36#砖,冲刷严重的关键区域选择41#砖,而且要严格按照各种砖的理化指标进行制作,保证砖材的内在质量符合要求。同时严格出厂检验,严格把控AZS砖的外观质量及包装,禁止使用不符合要求的产品。
(2)窑炉砌筑与烤窑。在窑炉砌筑过程中,池壁砖的排列要横平竖直,砖与砖之间的膨胀缝按照要求预留(1~2 mm),而且接触玻璃液的一面一定要平整,不能出现接茬,否则随着玻璃液的流动,凸出部位侵蚀会加剧。烤窑要制定相应的烤窑曲线,严格按照要求升温,让AZS砖缓慢升温,避免发生过急的升温或者冷却导致砖的炸裂。
(3)窑炉温度。温度是导致AZS砖侵蚀的主要因素之一,温度越高,侵蚀越块;温度波动越大,侵蚀越快,大约在1680 ℃就会变形,侵蚀加剧,所以合理地制定温度制度和控制温度是重中之重,在确保熔化质量的前提下,尽可能地降低温度,减缓侵蚀。
(4)原料成分。在原料逐渐熔化形成玻璃液的过程中,某些组分对池壁砖的侵蚀很大。其中纯碱、芒硝、氟化物等对于池壁砖的侵蚀尤其厉害,通过合理地搭配各组分,最大限度地加快原料的熔化速度,减少料堆与池壁砖的接触距离和时间,减缓原料对池壁的侵蚀速度,延长池壁寿命。
(5)液面波动。液面忽高忽低会导致液面线附近的耐火材料侵蚀加剧,通过控制混合料水分、混合料均匀度及投料口下料挡板等,提高液面控制精度,减少波动。
(6)冷却风系统。对于液面线及以下500 mm的地方,底脚处,合理布置风管位置及风量大小,特别是立柱后及热点等关键区域,可以适当增加冷却,使冷却风能更好地起到减缓池壁侵蚀的作用。
2 全氧燃烧窑炉池壁砖的热修
随着生产的进行,池壁砖的侵蚀越来越严重,必须采取一系列对策措施确保窑炉的安全运行来延长窑炉使用寿命,如增加临时风管、局部增加临时风机、局部绑砖热修等。一次绑砖热修可延长使用时间6~10个月,经过几次绑砖可以大幅延长窑炉的使用寿命,为企业创造更高的经济效益。
2.1 普通热修
在原池壁砖侵蚀到剩下20~50 mm时,需要进行贴砖维护。按照实际检测,液面线以下350~400 mm都有不同程度的侵蚀,所以贴砖高度定在460 mm,厚度选择100 mm,宽度根据原池壁砖相应的尺寸进行作业。具体作业步骤为:
(1)在作业区域拆除池壁砖的冷却风管及拦铁、槽钢、顶丝;
(2)现场临时轴流风机对该处进行吹风冷却;
(3)将上部和外部的杂质清理掉;
(4)将新砖贴在原池壁砖外侧,要注意相互之间的间距和高度要一致;
(5)对间隙砖进行调整和补缺,必要时用AZS密封料进行封堵,确保不漏火、漏光,保护胸墙托铁及立柱的安全;
(6)安装槽钢、拦铁、顶丝及风管,逐步打开冷却风至正常风量,作业完成。整个作业前后对比如图1所示。2.2 新型剔除法热修

图1 作业前后对比示意图
在普通贴砖绑砖之后,发现由于原池壁砖距离立柱400 mm,再贴一层就没有足够的空间再次作业,使绑砖次数变少,而且使胸墙托铁过早地暴露在火焰中,严重影响了窑炉运行安全与寿命。如图2所示。
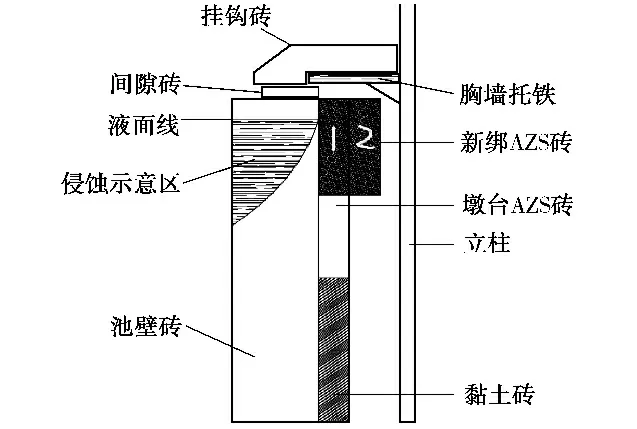
图2 原绑砖示意图
经过研究探讨,决定将第一层池壁绑砖拆除,如图3所示,换成75 mm厚的砖,这层侵蚀到一定程度,可继续往外贴75 mm厚的一层砖,然后再贴100 mm厚的砖,如图4所示。这样可以比普通直接贴砖多绑一次甚至两次,延长窑炉寿命,而且使胸墙托铁不过早接触火焰空间,确保窑炉安全。
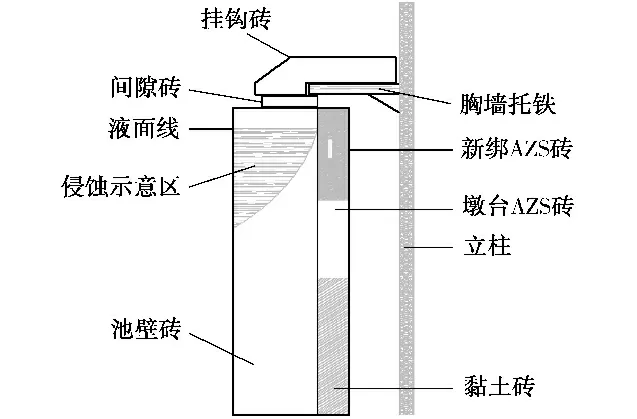
图3 第一次绑砖拆除示意图

图4 拆除后的绑砖示意图
2.2.1 准备工作
准备相关材料和工具;对中二层、一层进行安全防护,检查确认中二层、一层应急水管及消防设施;润滑需要拆除的顶丝。
2.2.2 注意事项
由于在作业过程中要将原池壁砖拆除,为了确保安全,必须将水冷水管插入玻璃液中使玻璃液达到一定的黏度不流出来,才能将池壁砖拆除。在下水冷水管的过程中,由于大量的水注入玻璃液中,产生大量的水蒸气,需注意以下几点:①不宜在玻璃液中插入过多水冷水管,开水不宜过急,防止发生溢料和其他重大工艺影响;②及时调整炉压;③由于玻璃液温度降低,注意玻璃液发生结块向投料口方向延伸;④在拆砖过程中,随时做好玻璃液流出的应急准备;⑤观察窑炉温度变化,及时调整;⑥注意池壁砖的冲刷形成耐火材料结石。
2.2.3 作业过程
(1)取掉池壁砖顶部的间隙砖;
(2)从池壁砖顶部间隙处下水冷水管冷却,并调整水量大小;
(3)经过3~5 h待到玻璃液完全结块之后,在上部开一个小孔将多余的水流出来;
(4)拆除作业区域池壁砖的冷却风管及拦铁、槽钢、顶丝;
(5)现场采用临时轴流风机对该处进行吹风冷却;
(6)慢慢剥落池壁砖,将剥落面修理平整;
(7)贴新砖,注意调整砖缝隙和高度,保持一致;
(8)对间隙砖进行调整和补缺,必要时用AZS密封料进行封堵,确保不漏火、漏光,保护胸墙托铁及立柱的安全;
(9)安装槽钢、拦铁、顶丝及风管,逐步打开冷却风至正常风量,作业完成。
2.2.4 作业中的工艺调整
由于下水冷水管作业时间长,注入水量大,窑炉工艺发生较大的变化。为了保障正常生产,必须及时对工艺进行调整。
(1)炉压。提主烟道直排闸板,降低炉压至0~2 Pa为宜;
(2)温度和气量调整。每下一个水冷水管,总气量加100 m3/h;下水冷水管的胸墙光测温度控制在1350 ℃±30 ℃,具体如表1所示。

表1 天然气调整趋势
3 池壁砖的侵蚀控制
随着生产的进行,池壁砖的侵蚀不可避免。由于池壁砖直接接触玻璃液,它的使用时间直接决定着窑炉的寿命。在日常的生产过程中必须加以重视,尽可能维护好池壁砖的状态,发现异常及时维修、调整,确保窑炉的安全运行。
3.1 窑炉工艺控制
(1)温度。制定合理的温度工艺制度,投料口、热点和澄清区形成明显的山型曲线趋势,精细控制温度变化,及时调整。在确保熔化质量的前提下,尽可能降低关键区域的温度来减缓池壁砖的冲刷和侵蚀。同时,合理使用消泡系统,降低窑炉温度,提高天然气的热利用率;
(2)炉压。窑炉内部保证微正压3~5 Pa,减少外部冷空气的进入和内部热量的散发,为玻璃的熔化创造良好的条件;
(3)液面。严格把控混合料水分和均匀度,稳定引出量,及时调整投料机开度,配合液面仪DCS的精准控制,减小液面波动造成的池壁砖冲刷;
(4)料山。由于全氧燃烧窑炉水蒸气大,泡沫层厚,没有明显的泡界线,严格把控两侧料山的长度,不能出现超过热点区域或者两侧差异较大的情况。
3.2 日常维护
(1)制定全面的窑炉池壁砖巡检制度并落到实处;
(2)定期对池壁砖测温,形成温度曲线;
(3)根据现场环境和实测温度的变化及时调整冷却风量以确保池壁砖的安全;
(4)合理选型池壁砖冷却风机,确保足够的冷却风量;严格按照要求点检和润滑风机,确保运行状态稳定;
(5)做好窑炉应急演练、应急准备,现场应该具备全面的窑炉应急工具及风机等。
4 结语
随着玻璃窑炉技术的不断发展,越来越追求操作简单化、排放环保化和使用高效化,全氧燃烧也成为一种发展趋势。但是由于全氧燃烧窑炉温度高、侵蚀快,在日常的生产维护中必须加以重视。特别是池壁砖的保护,在选材上要与时俱进,选择更加符合全氧燃烧特点的新型AZS耐火材料;在工艺控制上,要结合全氧燃烧窑炉的优势,合理布局,制定相应的工艺制度和料方,控制好熔化温度;在窑炉维护上,多点检,多测温,特别是窑炉运行后期,更要加强巡检与维护,发现隐患及时维修;在池壁砖的热修上,根据不同部位不同的侵蚀情况,采取不同的热修方法,尽最大可能确保窑炉安全,延长窑炉使用寿命。
