铝合金搅拌摩擦焊接头微观组织和力学性能分析
2023-02-03王浡婳张立杰
王浡婳,张立杰
铝合金搅拌摩擦焊接头微观组织和力学性能分析
王浡婳,张立杰
(四川建筑职业技术学院,四川 德阳 618000)
研究7020铝合金搅拌摩擦焊(FSW)的结构和机械性能。采用搅拌摩擦焊对铝板进行对接焊试验,具体形式为单面焊双面成型。采用拉伸机和显微维氏硬度仪对试样进行力学性能测试;利用蔡司金相、光谱仪、扫描电子显微镜、X射线衍射仪研究母材和焊接接头的微观组织。在硬度上,母材>热影响区>焊核区,热影响区平均硬度约为94HV,母材平均硬度为99HV,焊核区平均硬度最低为78HV,焊核区出现“S”缺陷,在一定程度上弱化了焊核区性能;7020铝合金搅拌摩擦焊接头的抗拉强度为235 MPa,屈服强度为158 MPa,屈强比为0.67,伸长率为7%,焊接系数可以达到73.8%;母材的抗拉强度为325 MPa,屈服强度为278 MPa,屈强比为0.86,伸长率为25%;焊接接头中心显微组织主要由胞状树枝晶体组成,显微结晶依次呈现为平面晶、胞状晶、树枝状晶、等轴晶;铝合金母材和焊接接头的金属相组成均为α−Al+Mg2Si;焊接接头断口呈现比较明显的韧性断裂特征。铝合金搅拌摩擦焊可以获得性能比较优良的焊接接头,为其他铝合金材料的FSW焊接提供技术参考。
铝合金;搅拌摩擦焊;力学性能;微观组织
铝合金在各个领域的应用十分广泛,其特点比较明显,例如:性价比高、重量轻、耐腐蚀、抗冲击性能好、易成形、比强度高、可回收利用。最近几十年,铝合金焊接结构已经逐步替代钢制结构成为船舶、高速列车、家用汽车、航空航天飞行器等设备首选结构[1-4]。随着铝合金轻质材料的推广使用,相关领域对铝合金的要求越来越高,铝合金焊接技术也就成为了研究热点[5-7]。7xxx系铝合金以Zn为主要强化元素,在适当的热处理条件下,该系列铝合金强度可以达到400~800 MPa,是一种高强度铝合金。一般情况下,7xxx系列铝合金可分为两种,即Al−Zn−Mg系和Al−Zn−Mg−Cu系,其中,Al−Zn−Mg系铝合金不仅具有中等强度、应力腐蚀倾向,而且焊接性能较好,可称为中高强度可焊接铝合金。随着焊接技术日趋更新、完善,一大批新型焊接技术不断涌现,如:搅拌摩擦焊、双丝MIG焊,可用于解决7xxx系列铝合金焊接难题,进一步促进了铝合金焊接结构件的应用[8-10]。搅拌摩擦焊(FSW)即利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致密的固相焊缝。FSW焊接接头热影响区显微组织变化小,残余应力较低,焊接工件不易变形;无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;可焊热裂纹敏感的材料,适合异种材料焊接[11-16]。综上所述,搅拌摩擦焊在焊接7xxx系列铝合金时具有比较明显的优势,田福泉等[17]针对8 mm厚的7A52铝合金,通过对不同焊接速度下7A52铝合金FSW焊接接头的组织和性能进行了研究,得到了不同焊接速度下焊接接头的组织和力学性能;荆洪阳等[18]采用搅拌摩擦焊对10 mm的6063−T6铝合金分别进行单、双面焊接,结果表明,单、双面焊接接头“S”线形貌基本保持一致且集中在前进侧轴肩影响区,单面焊有更明显的“洋葱环”形貌,双面焊接头力学性能始终优于单面焊。接头抗拉强度峰值为187 MPa,断裂位置多位于后退侧热影响区,与接头最低硬度位置保持一致,主要断裂模式为韧性断裂。唐文珅等[19]基于Deform−3D软件建立了12 mm板厚6061−T6铝合金静止轴肩搅拌摩擦焊接过程的热力耦合数值模型,结果表明,焊接转速提高50%将引起焊核最高温度升高21.6%以上;焊接速度提高50%分别导致高温停留时间和冷却时间降低50%和60%以上,数值模拟结果为厚板铝合金SSFSW搅拌工具设计及工艺优化提供了重要理论依据。邱宇等[20]针对6 mm厚6061−T6铝合金开展了搅拌摩擦焊焊接工艺优化,当选用旋转速度1 400 r·min–1、焊接速度700 mm·min–1的焊接参数时,可获得无缺陷的焊缝,焊接接头各区域组织过渡均匀,焊核区组织为细小的等轴状晶粒。文旭峰等[21]采用Abaqus软件,基于任意拉格朗日−欧拉(ALE)方法建立了5052铝合金搅拌摩擦焊的有限元模型,利用粒子追踪手段对5052铝合金搅拌摩擦焊接过程中的材料流动进行了模拟,模拟及试验结果均表明,在相同焊接参数下,与平轴肩相比,凹轴肩能更有效地避免接头产生孔洞缺陷。刘涛等[22]采用超声振动强化搅拌摩擦焊接工艺实现了6061−T6铝合金和Q235钢异种金属的有效连接,结果表明,施加超声能量可以显著改善焊缝表面成形,增大铝/钢界面区和焊核区的宽度。超声振动细化了焊核区和热力影响区的晶粒组织,改变了搭接接头的断裂机制和断裂位置,提高了接头的力学性能。李琳等[23]对厚度均为12 mm的7050、2024铝合金板进行了对接搅拌摩擦焊试验,研究结果表明,与旋转速度相比,焊接速度对焊缝中塑化金属的流动影响较小;后退侧焊缝金属在搅拌针的带动下向下迁移,形成了“洋葱圆环”;塑化金属主要向搅拌针后方迁移,很少一部分向搅拌针前方流动;焊缝表面和内部形成了一一对应的弧形纹理。
文中对7020铝合金FSW焊接接头组织和性能进行系统研究,对改善该铝合金焊接接头性能及搅拌摩擦焊技术的应用具有一定指导意义。
1 试验
1.1 材料
焊接母材选用7020铝合金,厚度约3 mm,热处理状态为T6,母材化学成分如表1所示。
表1 母材化学成分

Tab.1 Chemical composition of base metal
1.2 试验方法
试验过程中采用搅拌摩擦焊对铝板进行对接焊,具体形式为单面焊双面成型。铝板尺寸为300 mm× 200 mm×3 mm。搅拌头直径为18 mm,长度为19.4 mm。搅拌头旋转速度设定为2 000 r/min;焊接速度设定为300 mm/min。焊接开始之前需要对焊件进行铣面处理;然后用砂纸打磨焊接表面,除掉表面氧化物;最后用酒精擦拭去掉表面碎屑、油污。另外,在对接面添加垫板可确保焊缝背部成形良好[14-16]。
采用MTS−810拉伸机对焊接样品进行力学性能测试,拉伸速度设定为2 mm/min,试验结果取平均值。采用HVS−10显微维氏硬度仪对焊接样品进行硬度测试,从焊缝中心向母材逐点测量,测试点间隔为1 mm;测试载荷为29 N,加载时间持续10 s。实际生产中,要求焊接系数达到70%以上。
搅拌摩擦焊后,待其自然冷却至室温,截取焊接接头金相试样。经打磨、抛光、腐蚀处理后进行微观组织分析。利用ARL4460型光谱仪测试母材及焊缝的化学成分;利用蔡司金相、EV018型扫描电子显微镜、D/max 2型X射线衍射仪研究母材和焊接接头的微观组织、相结构、断口形貌等。
2 结果与分析
2.1 焊接接头硬度
7020铝合金搅拌摩擦焊接头硬度分布如图1所示。由图1可知,焊核区(WNZ)宽度约为8 mm;焊核区(WNZ)、热力影响区(TMAZ)、热影响区(HAZ)都出现了一定程度的软化;热影响区平均硬度约为94HV,母材平均硬度为99HV,焊核区平均硬度为78HV,在硬度上,母材>热影响区>焊核区。根据Hall-Petch理论,晶粒尺寸越小,材料硬度越高,但试验样品的硬度最低值却分布在晶粒最细小的焊核区,主要原因在于焊接过程热输入低,使得焊核区出现“S”缺陷,如图2所示,一定程度上弱化了焊核区性能。除此之外,FSW焊接过程中,受热输入影响,热影响区和焊核区的β强化相Mg2Si会部分熔解或全部熔解。考虑到β强化相Mg2Si含量存在以下关系:母材(BM)>热影响区(HAZ)>热力影响区(TMAZ)>焊核区(WNZ),因此,焊核区平均硬度最低[24]。
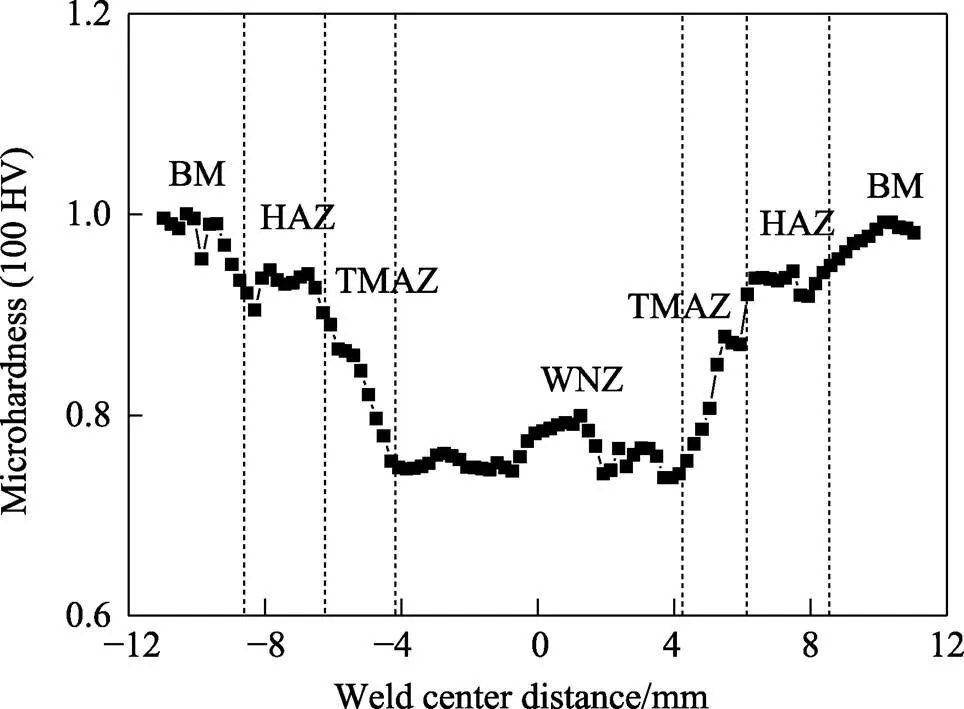
图1 焊接接头硬度分布

图2 扫描电子显微镜下的“S”缺陷
2.2 焊接接头拉伸性能
铝合金母材和搅拌摩擦焊接头应力–应变曲线如图3所示。由图3可知,铝合金母材和焊接接头都出现了连续屈服现象,但是二者并没有出现明显的屈服平台;焊接后,母材和焊缝的拉伸性能明显下降。试验结果表明:母材的抗拉强度为325 MPa,屈服强度为278 MPa,屈强比为0.86,伸长率为25%;搅拌摩擦焊接头的抗拉强度为235 MPa,屈服强度为158 MPa,屈强比为0.67,伸长率为7%,焊接系数可以达到73.8%,比彭小燕等[25]采用MIG对7020铝合金焊接的焊接系数(70%)略高。通过对比可以发现:与铝合金母材相比,搅拌摩擦焊接头的抗拉强度、屈服强度、伸长率均明显降低;在形变过程中,局部应变大概率出现在焊核区“S”缺陷部位,所以搅拌摩擦焊接头的伸长率比母材小。结果表明,搅拌摩擦焊可以作为一种比较合适的焊接方式来获得性能优良的焊接接头。
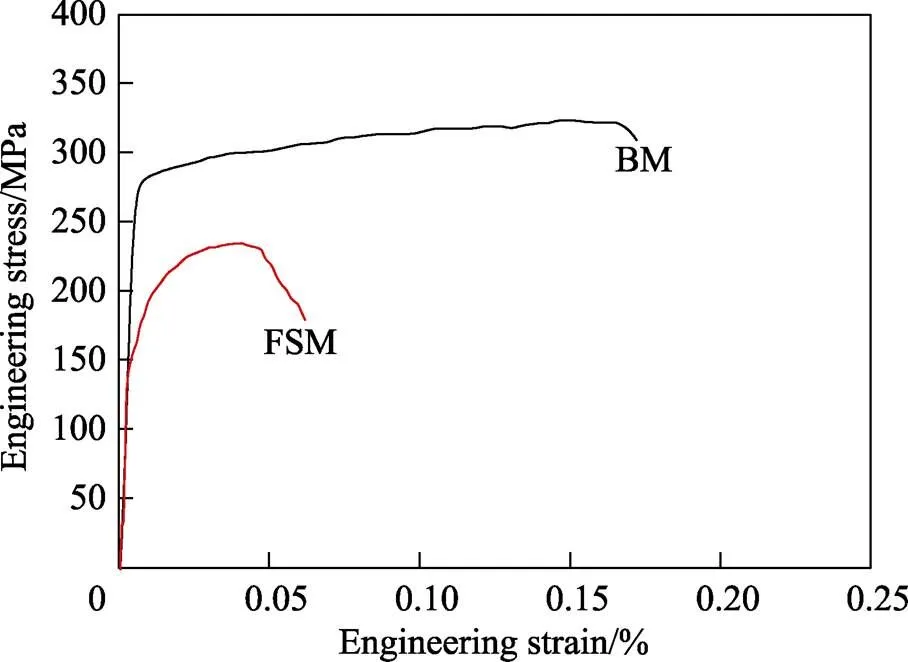
图3 铝合金母材和搅拌摩擦焊接头应力−应变曲线
在拉伸试验中,铝合金搅拌摩擦焊接头断裂位置如图4所示。由图4可知,拉伸断裂出现在焊缝中心的“S”缺陷部位,距离焊接接头边缘约6 mm;拉伸过程中,裂纹非常容易起源于“S”缺陷处,实际断裂于焊缝区的“S”缺陷处,与平均硬度分布情况基本一致。
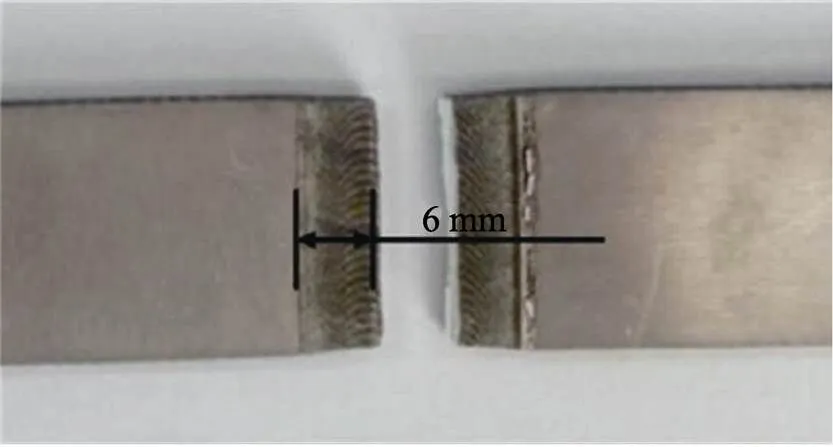
图4 铝合金搅拌摩擦焊接头断裂位置
2.3 焊接接头微观组织分析
7020铝合金母材和搅拌摩擦焊接头的XRD分析结果分别如图5和图6所示。从图5和图6可以看出,7020铝合金母材的金属相主要成分为a−Al和Mg2Si,搅拌摩擦焊接头的金属相主要成分为a−Al和Mg2Si,相组成没有变化,但是在搅拌摩擦焊接头中,由于β强化相Mg2Si会部分熔解或全部熔解,导致Mg2Si在XRD中显示有弱化现象。
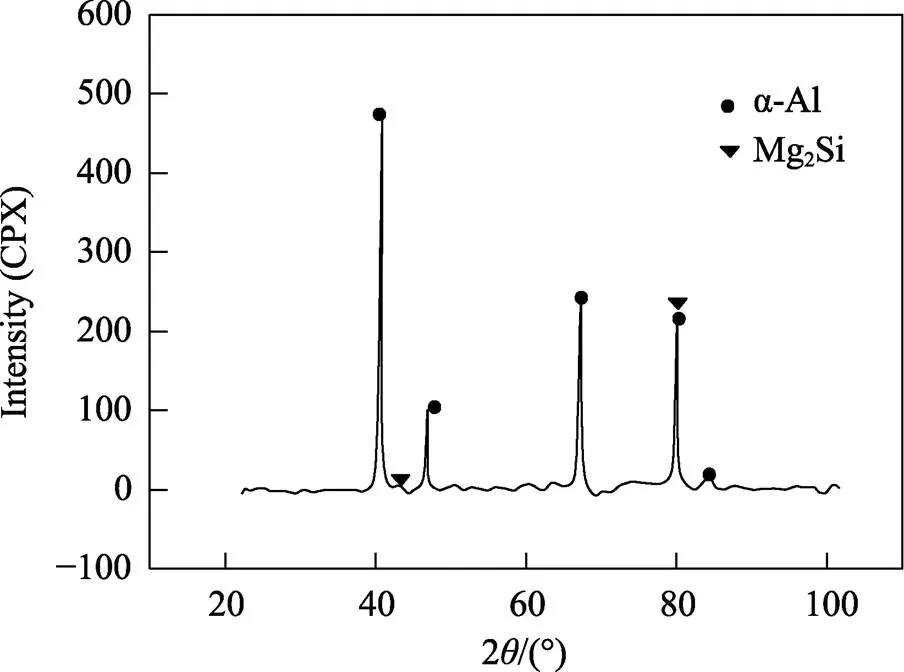
图5 7020铝合金母材XRD分析结果
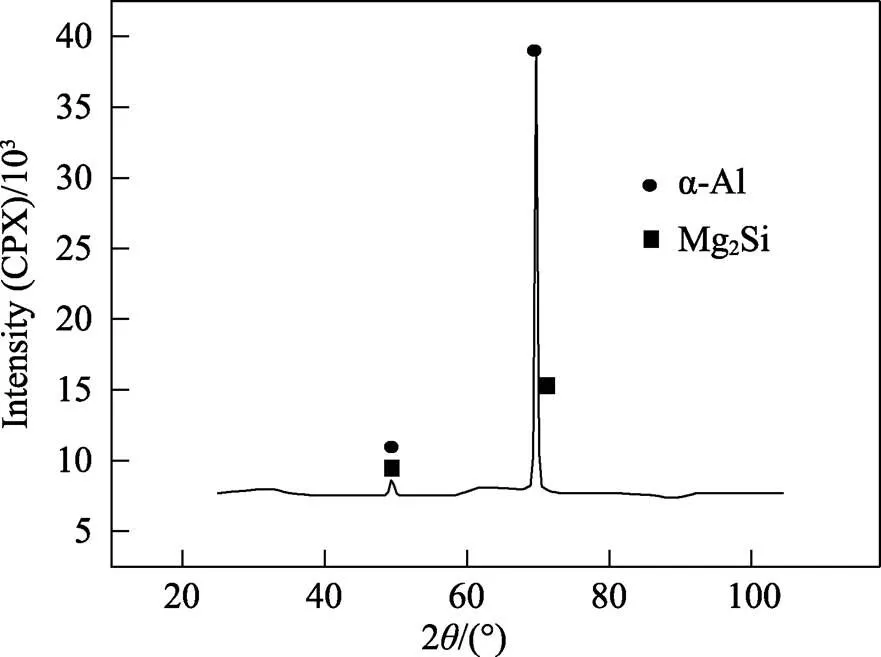
图6 搅拌摩擦焊接头XRD分析结果
7020铝合金焊接接头横截面形貌和显微组织如图7所示,其中,图7a显示了焊接接头中心显微组织,其主要由胞状树枝晶体组成,图中黑点由能谱仪(Energy Dispersive Spectrometer,EDS)分析得知,Mg和Si的元素含量比例为2∶1,表明黑点为强化相Mg2Si;图7b显示了焊接接头熔合区,可以看到非常明显的熔合线,其中,熔合线右边为熔核区(WNZ),显微组织呈现出非常典型的粗大柱状晶体,熔合线左边为热影响区(HAZ),为沉淀相颗粒;图7c显示了母材微观组织,可以看到比较明显的轧制流线,而且伴随着部分沉淀相。
一般情况下,焊缝熔池的凝固结晶长大与成分过冷有关系。与焊缝两侧相比,焊缝中心熔池后端的边界法向温度梯度较小,凝固速度较大。从焊缝两侧到焊缝中心,温度梯度和凝固速度之间的比值会变小,成分过冷程度会提高。因此,显微结晶依次呈现为平面晶、胞状晶、树枝状晶、等轴晶。鉴于金属凝固会从边界处开始,所以边界处大多呈现为粗大柱状晶,中心处呈现树枝胞状晶。
2.4 拉伸断口SEM分析
7020铝合金搅拌摩擦焊接头拉伸断口SEM形貌如图8所示,其中,图8a、b分别为母材和焊接接头的断口形貌,二者断口均呈现出比较明显的韧性断裂特征。母材断口形貌较均匀,而焊接接头的断口上则均匀分布着许多大小不同的气孔,气孔会降低焊接接头有效承载面积,导致应力集中,焊接接头的强度和塑性必然受到影响,使其成为整个接头区域最薄弱的部分。从图8c可以看出,母材断口韧窝较大且较深;从图8d可以看出,焊接接头韧窝尺寸较小且较浅,说明母材塑性比焊接接头好。
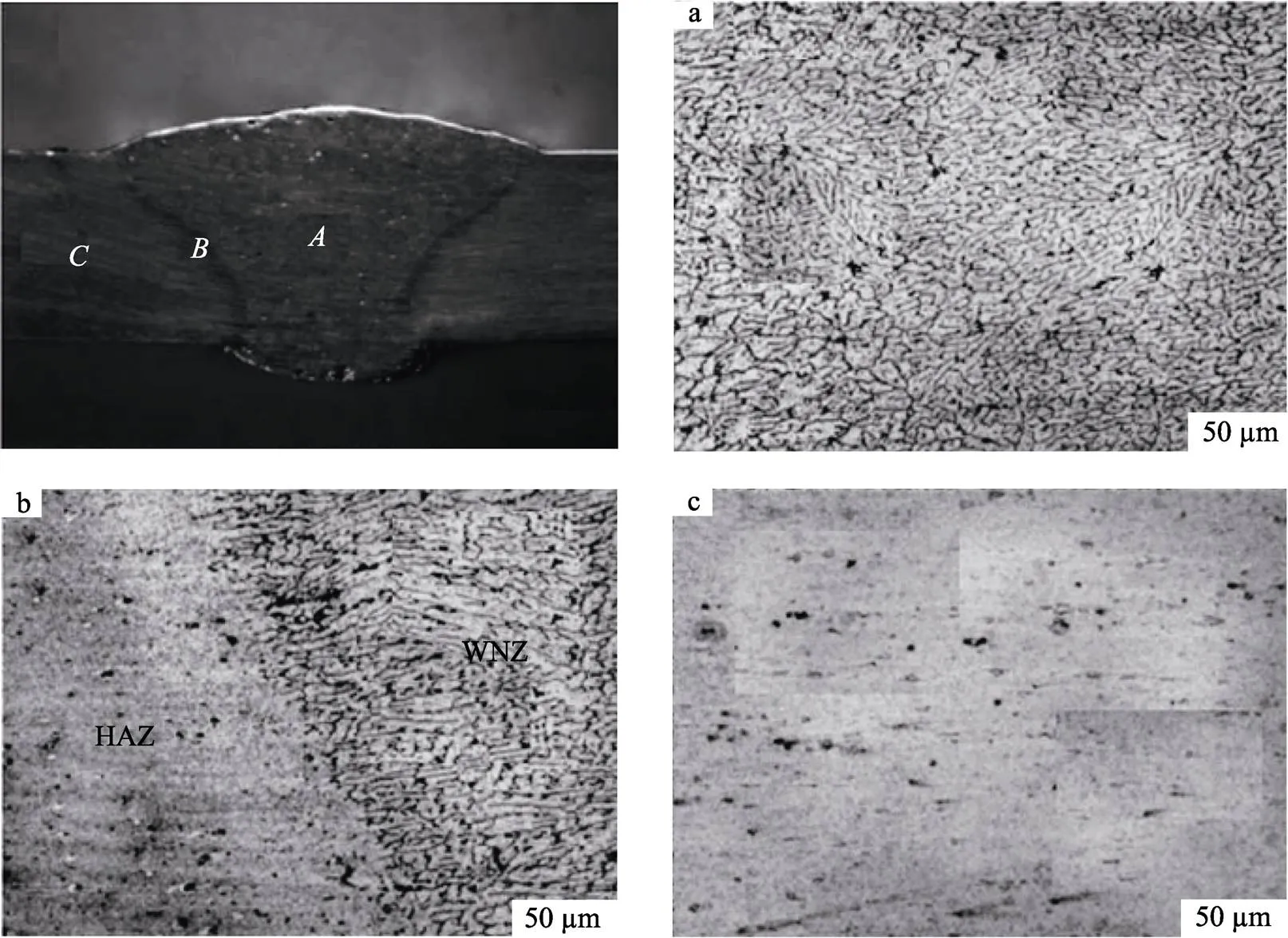
图7 7020铝合金焊接接头横截面形貌和显微组织
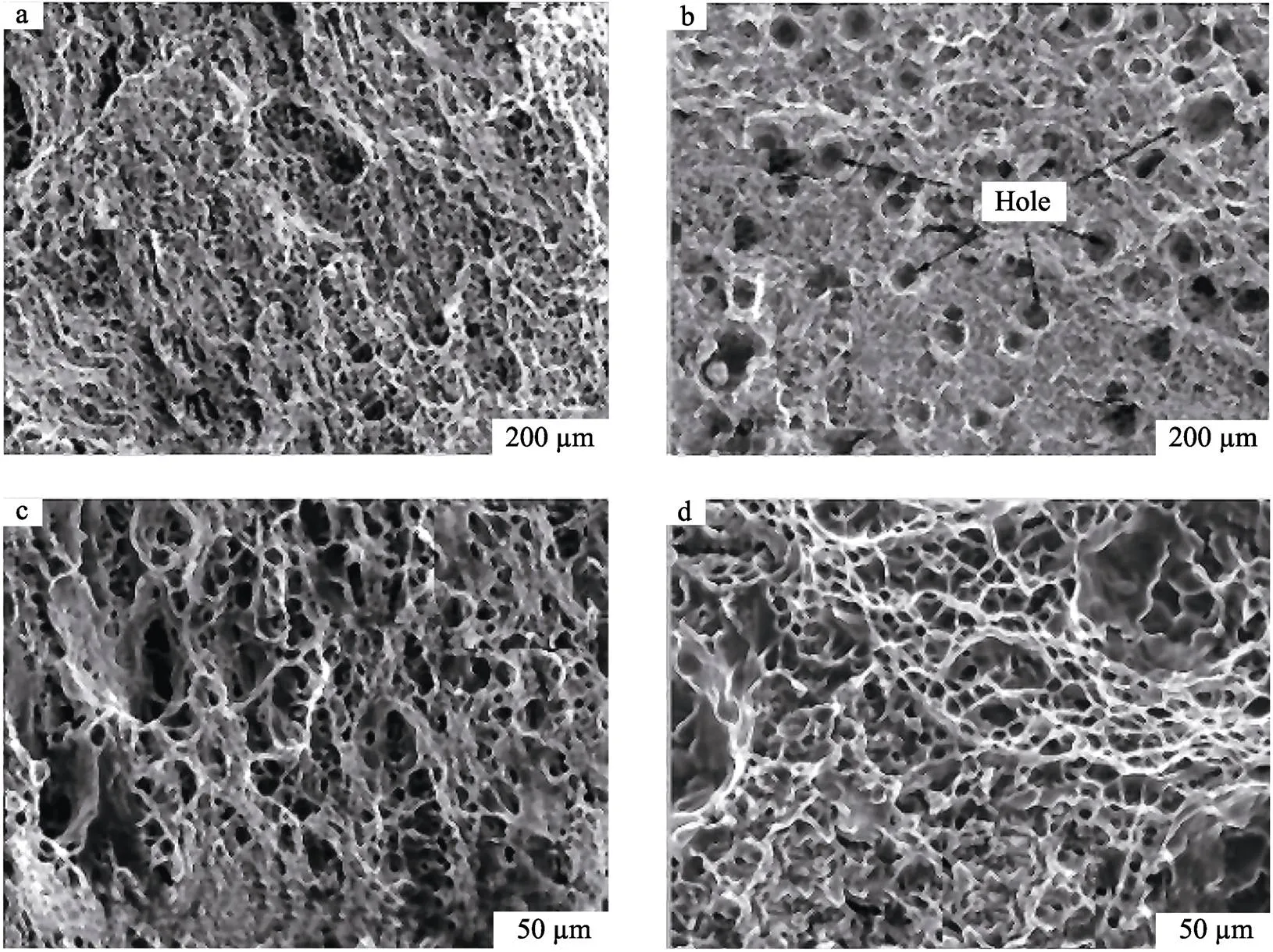
图8 7020铝合金搅拌摩擦焊接头拉伸断口SEM形貌
3 结论
1)FSW焊接接头的抗拉强度为235 MPa,屈服强度为158 MPa,屈强比为0.67,伸长率为7%,焊接系数能达到73.8%,可以达到实际生产中焊接系数70%以上的要求。
2)在硬度上,母材>热影响区>焊核区,焊核区平均硬度为78HV,焊核区出现“S”缺陷,一定程度上弱化了焊核区性能。
3)7020铝合金母材的金属相主要成分为a−Al和Mg2Si,FSW焊接接头的金属相主要成分为a−Al和Mg2Si。焊接接头中心微观组织由胞状树枝晶体组成,焊接接头拉伸断口呈现出比较明显的韧性断裂特征,研究结果可为其他铝合金材料的FSW焊接提供技术参考。
[1] 宋友宝, 李龙, 吕金明, 等. 7xxx系铝合金焊接研究现状与展望[J]. 中国有色金属学报, 2018, 28(3): 492-501.
SONG You-bao, LI Long, LV Jin-ming, et al. Research Status and Perspective of 7xxx Series Aluminum Alloys Welding[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(3): 492-501.
[2] DURSUN T, SOUTIS C. Recent Developments in Advanced Aircraft Aluminium Alloys[J]. Materials & Design (1980-2015), 2014, 56: 862-871.
[3] FUKUDA T. Weldability of 7000 Series Aluminium Alloy Materials[J]. Welding International, 2012, 26(4): 256-269.
[4] 章友谊, 刘华, 朱小兵. 7A52铝合金MIG焊焊接接头显微组织与性能研究[J]. 热加工工艺, 2013, 42(19): 172-174.
ZHANG You-yi, LIU Hua, ZHU Xiao-bing. Microstructure and Property of Welded Joint of 7A52 Al Alloy by MIG Welding Process[J]. Hot Working Technology, 2013, 42(19): 172-174.
[5] 张新明, 邓运来, 张勇. 高强铝合金的发展及其材料的制备加工技术[J]. 金属学报, 2015, 51(3): 257-271.
ZHANG Xin-ming, DENG Yun-lai, ZHANG Yong. Development of High Strength Aluminum Alloys and Processing Techniques for the Materials[J]. Acta Metallurgica Sinica, 2015, 51(3): 257-271.
[6] 吴圣川, 唐涛, 李正. 高强铝合金焊接的研究进展[J]. 现代焊接, 2011(2): 5-8.
WU Sheng-chuan, TANG Tao, LI Zheng. Progress of the Study on the Welding of High-Intensity Aluminum Alloy[J]. Modern Welding Technology, 2011(2): 5-8.
[7] 张璐霞, 林乃明, 邹娇娟, 等. 铝合金搅拌摩擦焊的研究现状[J]. 热加工工艺, 2020, 49(3): 1-6.
ZHANG Lu-xia, LIN Nai-ming, ZOU Jiao-juan, et al. Research Status on Friction Stir Welding of Aluminum Alloy[J]. Hot Working Technology, 2020, 49(3): 1-6.
[8] SHARMA C, UPADHYAY V, DWIVEDI D K, et al. Mechanical Properties of Friction Stir Welded Armor Grade Al-Zn-Mg Alloy Joints[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(3): 493-506.
[9] 宋友宝, 杨新岐, 崔雷, 等. 异种高强铝合金搅拌摩擦焊搭接接头的缺陷和拉伸性能[J]. 中国有色金属学报, 2014, 24(5): 1167-1174.
SONG You-bao, YANG Xin-qi, CUI Lei, et al. Defects and Tensile Properties of Friction Stir Welded Lap Joints for Dissimilar High-Strength Aluminum Alloys[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1167-1174.
[10] 马志华, 陈东高, 刘红伟, 等. 30mm厚7A52铝合金搅拌摩擦焊接组织与性能研究[J]. 兵器材料科学与工程, 2014, 37(2): 63-65.
MA Zhi-hua, CHEN Dong-gao, LIU Hong-wei, et al. Microstructure and Properties of Welding Joints of 30 mm Thickness 7A52 Aluminium Alloy Plate by Friction Stir Welding[J]. Ordnance Material Science and Engineering, 2014, 37(2): 63-65.
[11] 张志强, 何长树, 赵夙, 等. 7075-T6合金超声辅助搅拌摩擦焊接头搅拌区组织与力学性能[J]. 东北大学学报(自然科学版), 2020, 41(12): 1708-1714.
ZHANG Zhi-qiang, HE Chang-shu, ZHAO Su, et al. Microstructure and Mechanical Properties of the Stirred Zone of Ultrasonic Assisted Friction Stir Welded Joint of 7075-T6 Alloy[J]. Journal of Northeastern University (Natural Science), 2020, 41(12): 1708-1714.
[12] LOTFI A H, NOUROUZI S. Effect of Welding Parameters on Microstructure, Thermal, and Mechanical Properties of Friction-Stir Welded Joints of AA7075-T6 Aluminum Alloy[J]. Metallurgical and Materials Transactions A, 2014, 45(6): 2792-2807.
[13] 孟腾逸, 邓清洪, 游菲, 等. 6005A-T6铝合金中厚板单面高速搅拌摩擦焊工艺研究[J]. 焊接技术, 2020, 49(10): 43-46.
MENG Teng-yi, DENG Qing-hong, YOU Fei, et al. Research on Single-Side High Speed Friction Stir Welding of 6005A-T6 Aluminum Alloy Thick Plate[J]. Welding Technology, 2020, 49(10): 43-46.
[14] 刘凯旋, 孙转平, 杨新岐, 等. 铝合金搅拌摩擦焊缝摩擦塞补焊组织与力学性能[J]. 焊接学报, 2019, 40(6): 118-125.
LIU Kai-xuan, SUN Zhuan-ping, YANG Xin-qi, et al. Microstructure and Mechanical Properties of Friction Plug Welding for Friction Stir Welded Aluminum Alloy[J]. Transactions of the China Welding Institution, 2019, 40(6): 118-125.
[15] KHOSHROYAN A, DARVAZI R A. Effects of Welding Parameters and Welding Sequence on Residual Stress and Distortion in Al6061-T6 Aluminum Alloy for T-Shaped Welded Joint[J]. Transactions of Nonferrous Metals Society of China, 2020, 30(1): 76-89.
[16] 曾祥浩, 倪丁瑞, 薛鹏, 等. 铅合金搅拌摩擦焊接接头的组织与性能[J]. 中国有色金属学报, 2019, 29(8): 1654-1659.
ZENG Xiang-hao, NI Ding-rui, XUE Peng, et al. Microstructure and Mechanical Property of Friction Stir Welded Pb Alloy Joints[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(8): 1654-1659.
[17] 田福泉, 付高峰, 周传良, 等. 高速列车车厢用的铝合金板焊接接头的组织与性能[J]. 东北大学学报, 2006, 27(1): 49-52.
TIAN Fu-quan, FU Gao-feng, ZHOU Chuan-liang, et al. Microstructure and Properties of Welded Joints on Al-Alloy Sheets for High-Speed Train Carriages[J]. Journal of Northeastern University, 2006, 27(1): 49-52.
[18] 荆洪阳, 丰琪, 徐连勇, 等. 6063–T6铝合金搅拌摩擦焊组织与力学性能研究[J]. 机械工程学报, 2020, 56(8): 13-19.
JING Hong-yang, FENG Qi, XU Lian-yong, et al. Microstructure and Mechanical Properties of Friction Stir Welds on 6063-T6 Aluminum Alloy[J]. Journal of Mechanical Engineering, 2020, 56(8): 13-19.
[19] 唐文珅, 杨新岐, 赵慧慧, 等. 厚板铝合金静止轴肩搅拌摩擦焊热过程及受力状态数值分析[J]. 航空制造技术, 2020, 63(11): 41-49.
TANG Wen-shen, YANG Xin-qi, ZHAO Hui-hui, et al. Numerical Analysis of Stationary Shoulder Friction Stir Welding Process for Aluminum Alloy Thick-Plate[J]. Aeronautical Manufacturing Technology, 2020, 63(11): 41-49.
[20] 邱宇, 孟强, 董继红, 等. 6061-T6铝合金搅拌摩擦焊工艺及性能研究[J]. 塑性工程学报, 2021, 28(2): 86-91.
QIU Yu, MENG Qiang, DONG Ji-hong, et al. Study on Technology and Properties of Friction Stir Welding for 6061-T6 Aluminum Alloy[J]. Journal of Plasticity Engineering, 2021, 28(2): 86-91.
[21] 文旭峰, 苗臣怀, 曹丽杰, 等. 5052铝合金搅拌摩擦焊的材料流动数值模拟[J]. 热加工工艺, 2022, 51(5): 105-109.
WEN Xu-feng, MIAO Chen-huai, CAO Li-jie, et al. Numerical Simulation on Material Flow during Friction Stir Welding of 5052 Al Alloy[J]. Hot Working Technology, 2022, 51(5): 105-109.
[22] 刘涛, 高嵩, 肖光春, 等. 附加超声对6061–T6铝合金/ Q235钢搅拌摩擦焊搭接工艺优化[J]. 焊接学报, 2022, 43(5): 69-75.
LIU Tao, GAO Song, XIAO Guang-chun, et al. Process Optimization on Friction Stir Lap Welding of 6061-T6 Aluminum Alloy/Q235 Steel with Ultrasonic Vibration[J]. Transactions of the China Welding Institution, 2022, 43(5): 69-75.
[23] 李琳, 周卫涛. 铝合金搅拌摩擦焊焊缝金属流动场研究[J]. 热加工工艺, 2021, 50(11): 60-62, 66.
LI Lin, ZHOU Wei-tao. Study on Weld Metal Flow Field in Friction Stir Welding of Aluminum Alloy[J]. Hot Working Technology, 2021, 50(11): 60-62, 66.
[24] 李泰岩, 陈芙蓉, 张志函. 焊接速度对7A52铝合金FSW组织及力学性能的影响[J]. 精密成形工程, 2015, 7(5): 72-76.
LI Tai-yan, CHEN Fu-rong, ZHANG Zhi-han. Effect of Welding Speed on Microstructure and Mechanical Properties of 7A52 Aluminum Alloy by Friction Stir Welding[J]. Journal of Netshape Forming Engineering, 2015, 7(5): 72-76.
[25] 彭小燕, 曹晓武, 段雨露, 等. 7020铝合金MIG焊焊接接头的组织与性能[J]. 中国有色金属学报, 2014, 24(4): 912-918.
PENG Xiao-yan, CAO Xiao-wu, DUAN Yu-lu, et al. Microstructures and Properties of MIG Welded Joint of 7020 Aluminum Alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 912-918.
Micro-structure and Mechanical Properties of Friction Stir Welded Joints of Aluminum Alloy
WANG Bo-hua, ZHANG Li-jie
(Sichuan College of Architectural Technology, Sichuan Deyang 618000, China)
The work aims to study the structure and mechanical properties of 7020 aluminum alloy friction stir welding (FSW). The butt welding experiment of aluminum plate was carried out through FSW in the specific form of single-sided welding double-sided forming. The tensile machine and micro Vickers hardness tester were used to test the mechanical properties of the samples. The micro-structures of base metal and welded joint were studied with Zeiss metallography, spectrometer, scanning electron microscope and X-ray diffraction. The results showed that the hardness of base metal was the highest, and then the heat affected zone, and the nugget zone. The average hardness of the heat affected zone was about 94HV. The average hardness of the base metal was 99HV. The minimum average hardness of the nugget zone was 78HV. And there were "S" defects in the nugget zone, which weakened the performance of the nugget zone to some extent. The tensile strength, yield strength, yield ratio and elongation of 7020 aluminum alloy friction stir welded joint were 235 MPa, 158 MPa, 0.67 and 7%, respectively. Its welding coefficient could reach 73.8%. The tensile strength, yield strength, yield ratio and elongation of base metal were 325 MPa, 278 MPa, 0.86 and 25%, respectively. The micro-structure in the center of the welded joint was mainly composed of cellular dendrites, and the microcrystals were plane crystal, cellular crystal, dendritic crystal and equiaxed crystal in turn; the metal phase composition of aluminum alloy base metal and welded joint was α-Al+Mg2Si; the fracture surface of the welded joint presented obvious ductile fracture characteristics. Friction stir welding of aluminum alloy can obtain welded joint with good performance, which provides technical reference for FSW of other aluminum alloy materials.
aluminum alloy; friction stir welding; mechanical properties; micro-structure
10.3969/j.issn.1674-6457.2023.01.012
TG146.2
A
1674-6457(2023)01-0094-07
2021–10–24
2021-10-24
王浡婳(1980—),女,硕士,讲师,主要研究方向为金属材料和表面工程技术。
WANG Bo-hua (1980-), Female, Master, Lecturer, Research focus: metal materials and surface engineering technology.
张立杰(1981—),女,硕士,讲师,主要研究方向为金属材料和表面工程技术。
ZHANG Li-jie (1981-), Female, Master, Lecturer, Research focus: metal materials and surface engineering technology.
王浡婳, 张立杰. 铝合金搅拌摩擦焊接头微观组织和力学性能分析[J]. 精密成形工程, 2023, 15(1): 94-100.
WANG Bo-hua, ZHANG Li-jie. Micro-structure and Mechanical Properties of Friction Stir Welded Joints of Aluminum Alloy[J]. Journal of Netshape Forming Engineering, 2023, 15(1): 94-100.
