降低钼精矿脱水作业金属损失的研究与应用
2023-01-18原义龙史福潮
原义龙,史福潮
(伊春鹿鸣矿业有限公司,黑龙江 伊春 152500)
0 引 言
有色金属选矿厂精矿在销售前均需进行处理以满足后续冶炼和销售要求,通常情况下主要是控制精矿水分,因此精矿脱水往往是精矿销售前最后一道工艺。脱水的主要目的为脱出精矿中水分以满足销售需要,原则上应无金属损失,但实际生产过程中在脱水环节经常会出现金属损失[1-3],以浓缩和干燥环节尤为显著。为了减少金属损失,大多数选矿厂开展了大量的研究工作,例如如何减少精矿浓密机溢流水金属损失、如何减少干燥机烟尘中金属损失等[4-7]。
伊春鹿鸣钼矿是一座现代化大型钼矿企业,日处理原矿石5万t,生产要求钼精矿水分控制在4%~8%。钼精矿脱水工艺为浓缩—过滤—干燥3段脱水工艺,其脱水工艺流程见图1。

图1 钼精矿脱水工艺
本文通过对鹿鸣钼矿钼精矿脱水作业各环节中水、气外排点检测分析,查明钼金属损失情况,分析造成金属损失原因,并根据设备工艺运行情况,通过实施有效的改造措施有效降低了钼金属损失,提升了企业的经济效益和综合实力。
1 金属损失情况及原因分析
1.1 浓缩作业
鹿鸣钼矿钼精矿浓缩作业采用φ20 m普通浓密机,浓密机入料浓度3%~5%,细度-0.038 mm占90%。浓密机浓缩后底流浓度40%~60%进入下一作业,浓密机溢流与选别作业尾矿合并送至尾矿库澄清回用。
精矿浓缩作业的外排点为浓密机溢流水。对浓密机溢流水进行为期1个月的连续取样检测,查明钼金属损失程度,检测数据见表1。

表1 浓密机溢流水检测结果
由表1 可知:全月溢流含固量42.6 mg/L,溢流沉淀物中钼含量39.50%,经计算在溢流中损失钼金属量48 kg/d,在溢流中损失大量钼精矿。
经分析钼精矿浓缩作业溢流中钼金属主要损失原因为:(1)选别作业物料过磨,钼精矿泥化,难以消泡,造成钼精矿泡沫产品直接从溢流沿流走;(2)选别作业入选原矿钼含量高时,钼精矿产量大,超出浓密机处理能力,造成溢流含固量过高。
1.2 过滤作业
钼精矿过滤作业采用加压过滤机,入料为浓密机底流,浓度40%~60%。加压过滤机在生产过程中产出压滤后钼精矿滤饼以及滤液和滤气。滤液为钼精矿过滤后浆液,直接返回至浓密机循环处理。滤气为过滤机下料仓内压缩气体,下料仓卸料前需先将滤气排放。
过滤作业的外排点为加压过滤的滤气排放点,经观察实际生产中滤气出口通常存在粉末状钼精矿,初步判断其存在一定金属损失,因此对滤气进行一个月的收集检测,检测数据见表2。

表2 滤气检测结果
由表2可知:全月在滤气中收集钼精矿145.86 kg,钼品位51.44%,钼金属量损失约3 kg/d,钼精矿在滤气中存在少量损失。
1.3 干燥作业
钼精矿干燥作业采用电磁螺旋干燥机,入料为钼精矿过滤后产品,水分8%~16%。干燥过程中产生的蒸汽经除尘处理后外排。
干燥作业的外排点为电磁螺旋干燥机经除尘器处理的蒸汽排放点。由于蒸汽最终外排出口在厂房顶部且排出量大,不便于收集,因而对出口周边散落钼精矿粉末进行一个月的收集检测作为参考依据,结果见表3。

表3 排气口散落粉末检测结果
由表3可知:全月排气口收集散落的钼精矿粉末1 114.87 kg,钼品位45.62%,钼金属量损失约19 kg/d。钼精矿在排出蒸汽的过程中存在一定量的损失。收集的过程中不可避免的混入部分灰尘、杂草等杂质,因此造成钼精矿品位较低。
实际生产过程中蒸汽虽然经过除尘处理,但仍会带出部分粉末状钼精矿。初步分析其原因:一是排湿风机转速过高,抽出大量钼精矿粉末;二是现用除尘器喷雾降尘用水为选矿回水,水中含一定量固体微粒,容易堵塞除尘喷嘴,降低除尘效果;三是除尘器3个除尘作用区中的水浴区未能有效运行,降尘效果有限。
2 改造措施及实施效果
2.1 浓缩作业改造
2.1.1 架设“鸭嘴”消泡水管
在浓密机溢流堰上架设“鸭嘴”消泡水管消除钼精矿泡沫,防止钼精矿泡沫直接进入溢流堰,实施照片见图2。通过在浓密机周边和中心传动部位设置大量“鸭嘴”消泡水管,该装置既能进行消泡,又能增加钼精矿水平运行时长,提升沉降效率。

图2 浓密机上的“鸭嘴”消泡水管
2.1.2 增设沉淀池
增设溢流水沉淀池解决正常生产时浓密机溢流水夹带部分钼精矿问题。在浓密机溢流出口附近增设一个处理能力为120 m3/h的沉淀池。对经过沉淀池后的溢流水进行一个月的取样分析,分析结果见表4。在每个检修期对沉淀池中沉淀的钼精矿进行回收,3个月进行1次周期性检修。对回收的钼精矿进行过滤干燥处理后取样分析,结果见表5。

表4 沉淀后溢流水分析结果

表5 沉淀池回收钼精矿分析结果
由表4可知:经过沉淀池沉淀后溢流水含固量降至5.3 mg/L,较沉淀前降低37.3 mg/L,效果显著。
由表5可知:沉淀池中回收的钼精矿品位41.55%,3个月累计回收钼金属3.43 t,约45.7 kg/d。
2.2 过滤作业
为回收加压过滤机排出滤气中钼金属,在下仓排气处增设自主研发的钼精矿回收装置,钼精矿回收装置示意图见图3。

图3 钼金属回收装置示意图
进入回收装置的滤气所含钼精矿被喷入水所捕获,然后由底部返回至浓密机循环处理,剩余滤气再经过汽水分离器处理后外排。在回收装置正常运行后,再次对外排气体进行1个月收集检测,结果见表6。

表6 外排滤气中钼精矿检测结果
由表6可知:滤气在经过钼金属回收装置处理后,1个月外排滤气中含钼精矿2.47 kg,换算成钼金属为49.6 g/d,比改造前降低2.950 4 kg/d,钼金属回收效果显著。
2.3 干燥作业
2.3.1 降低排湿风机转速
排湿风机的风量与携带钼金属是呈正比,因此降低排湿风机转速、风量可减少钼金属损失。基于此,在满足钼精矿水分的情况下,尽量降低风机转速。首先将排湿风机由工频改为变频,然后检测不同转速条件下钼精矿水分,确定最佳排湿风机频率。风机转速调整和钼精矿水分试验结果见表7。
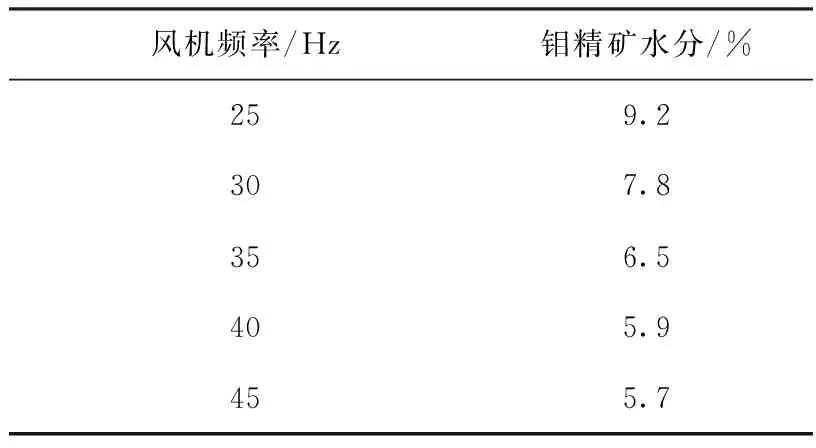
表7 风机转速调整试验结果
由表7可知:随着风机频率提高,蒸汽排出量增大,钼精矿产品水分降低。结合钼精矿产品水分低于8%的要求,综合考虑,选择将排湿风机频率定为35 Hz。
2.3.2 干燥机除尘系统改造
在降低排湿风机转速减少风量携带钼金属损失的情况下,通过改造干燥机除尘系统,提高除尘效率,减少钼金属损失。改造内容包括:
(1)将除尘系统喷淋用水更换为新水,并增加管道泵提高喷淋压强,缓解喷嘴堵塞的问题;
(2)喷淋区和水膜区喷淋水管路单独铺设,各喷淋水支管做成可拆卸式,便于管路疏通,并在每个检修期疏通管路;
(3)启用水浴区,在水浴区安装液位计和联锁的排水阀门,提升除尘效果。
改造后的除尘装置示意图见图4。
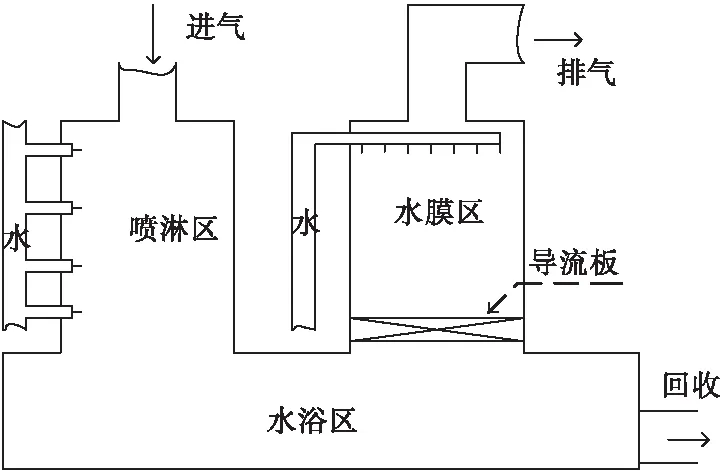
图4 改造后除尘装置示意图
携带钼金属的蒸汽进入除尘装置,经喷淋区、水浴区和水膜区的多次除尘后外排,这样大大提高了除尘效率,同时最大限度地回收蒸汽中的钼,回收的含钼精矿溶液经泵送回浓密机循环处理。在改造的除尘装置调试运行正常后,再次对出口周边散落的钼精矿粉末进行1个月的收集检测,结果见表9。

表9 改造后排气口散落粉末检测结果
由表9可知:蒸汽在经过除尘后,1个月外排蒸汽中含钼精矿55.38 kg,换算为钼金属为965 g/d,较改造前降低18.035 kg/d,钼金属回收效果良好。
3 结 论
(1)通过对脱水工艺流程各环节排放点的检测和分析发现,钼精矿脱水作业存在钼金属损失现象,钼金属的损失直接影响企业经济效益,导致总金属回收率降低。
(2)根据检测结果和分析,有针对性地提出降低钼精矿浓缩作业、过滤作业和干燥作业金属损失的改造措施。实施后,各作业降低钼金属损失分别为45.7 kg/d、2.950 4 kg/d、18.035 kg/d,整个脱水作业合计降低钼金属损失量66.685 4 kg/d,为企业创造了经济效益。
(3)研究提出的各项措施从根源上起到了降低钼精矿脱水作业金属损失的作用,提高了资源利用率和企业效益,同时可为类似矿山降低脱水作业金属损失提供借鉴。