响应面法优化改良米酒工艺研究
2023-01-14田梦银王青青严丹雨周鸿翔
田梦银,王青青,严丹雨,周鸿翔
(贵州大学酿酒与食品工程学院酿酒工程系,贵州贵阳 550025)
米酒(rice wine)又称酒酿、甜酒,旧时称“醴”,用糯米酿制,是我国传统的酒精饮品,通常用蒸熟的糯米拌上糖化发酵剂发酵而成。传统方法酿造的米酒工艺简单,口味鲜醇甜美,含酒精量较低,具有浓郁的米酒风格,是很多人日常饮用的饮品[1]。但在当今社会,由于其风味陈旧老派、口感单一、色泽黯淡,消费人群日益萎缩,逐渐与时代脱节,缺乏市场竞争力。日本清酒是借鉴中国黄酒的酿造法而发展起来的日本国酒,主要工艺特点是要求大米外层剥去越彻底越好,米外侧的蛋白质、脂肪等成分比较多,用于酿酒有损香气和色泽,难以酿出好清酒。大米经研磨除去外皮后,大大减少了米中蛋白质、脂肪等含量,浸渍时米粒吸收水更均匀、更快速,蒸饭时米粒易糊化,有利于提高酒的品质[2]。清酒酿造的微生物为两大类,制曲时用的是米曲霉,酿酒用微生物是清酒专用酵母,酿造时采用低温、开放式并行复发酵的方式[3]。酿制好的清酒入口清爽,口味清雅,酒液呈微黄色或无色,清亮透明。因此,将日本清酒的精米、低温、开放式并行复发酵的工艺与中国传统米酒发酵工艺相结合,可得到一种风味协调、无色透明、无任何添加剂、操作简便的改良米酒。
1 材料与方法
1.1 材料、试剂及仪器
原料:糯米(贵州茅贡米业有限公司);酒曲(四川达州大竹东柳植物甜酒曲、苏州蜂蜜牌甜酒曲、安琪甜酒曲、雅大牌高产酒曲);酵母(异常威克汉姆FBKL2.00K8 由贵州省发酵工程与生物制药重点实验室提供)。对照酒样:米色米酒(6%vol),市场采购。
试剂及耗材(除非另有说明,所使用试剂均为分析纯):麦芽糖;Agar Powder;WL 营养琼脂;浓盐酸;葡萄糖;3,5-二硝基水杨酸;氢氧化钠;酚酞;山梨酸钾(食品级)。
仪器设备:生化培养箱,上海博讯实业有限公司;S-10 生物传感器分析仪,深圳市西尔曼科技有限公司;MB-RC52 精米机,日本山本电气;紫外分光光度计,上海仪电分析仪有限公司。
1.2 实验方法
1.2.1 米酒的制备工艺流程及操作要点
试验采用工艺流程:糯米→挑选→精米→浸泡→清洗→蒸煮→加水→二次蒸煮→拌曲→糖化→酵母活化及添加、加水→发酵→过滤→后发酵→二次过滤→添加防腐剂→包装→巴氏灭菌→改良米酒。
1.2.2 操作要点
(1)精米:选取颗粒饱满,无霉变的糯米放入精米机精白至一定精米度,备用。
(2)糖化:选取精米后的糯米100 g 浸泡8~12 h,洗净后蒸煮20 min,倒出后按照原料的40 %加水拌匀,复蒸20 min 后出锅。摊晾至室温,按原料的0.5%加入糖化发酵剂,搅拌均匀后装入小型发酵罐中,将糯米压实并在中心搭窝。将发酵罐放入生化培养箱中,控制环境温度28 ℃糖化发酵48 h,备用。
(3)酵母种子液培养:酵母接种到麦芽汁液体培养基中,28 ℃下以150 r/min 在摇床培养48 h 至细胞数为1.5×108个/mL左右,备用。
(4)发酵:糖化结束后,加入一定量的纯净水,同时按照原料质量0.5 %的接种量接种酵母种子液,搅拌均匀后,放入生化培养箱中,在一定温度下发酵3 d。
(5)后发酵:发酵结束后过滤酒液,放入冰箱在4 ℃低温环境下继续发酵15~30 d。
(6)过滤、澄清:后发酵结束,过滤掉残余酒糟,得到澄清酒液。
(7)防腐、包装、灭菌:向酒液中按0.4%的比例加入山梨酸钾,搅拌均匀后进行罐装与巴氏灭菌。灭菌结束后迅速冷却至室温,静置,得到改良米酒成品。
1.2.3 改良米酒工艺的单因素实验
在进行改良米酒工艺单因素实验前确定基础工艺条件为:精米度70 %,酒曲选择雅大酒曲,发酵温度28 ℃,加水量为原料的200 %。考察精米度、糖化发酵剂种类、发酵温度、发酵加水量4 个工艺因素对米酒品质的影响。实验中分别选用精米度为100%、90%、80%、70%、60%;安琪甜酒曲、苏州蜂蜜曲、达州东柳植物曲、雅大酒曲等4 种糖化发酵剂;发酵温度22 ℃、24 ℃、26 ℃、28 ℃、30 ℃;原料150 %、200 %、250 %、300 %、350 %的发酵加水量进行单因素发酵实验,以葡萄糖、乙醇含量及感官品评得分为指标,确定最佳实验参数。
1.2.4 响应面优化设计
在单因素试验基础上,选择精米度(A)、发酵温度(B)及加水量(C)3 个因素进行响应面优化试验,以米酒感官品评得分(Y)为响应指标,确定改良米酒最佳工艺条件,因素及水平如表1所示。

表1 因素水平设计表
1.2.5 理化指标的测定与感官评分
(1)葡萄糖、酒精含量的测定:利用生物氧化酶膜电化学传感器对待测样品葡萄糖含量、酒精含量进行检测。
(2)总糖的测定:酸水解后,用3,5-二硝基水杨酸测定总糖[4]。
(3)总酸的测定:参照GB/T 10345—2007 白酒分析方法。
(4)酒精度的测定:参照GB 5009.225—2016酒精计法。
(5)感官评分标准:选择10 名食品专业人员,从米酒的色泽、香气、口味和风格4 个指标进行评定,满分100 分,感官评分结果取平均值,评价标准见表2。
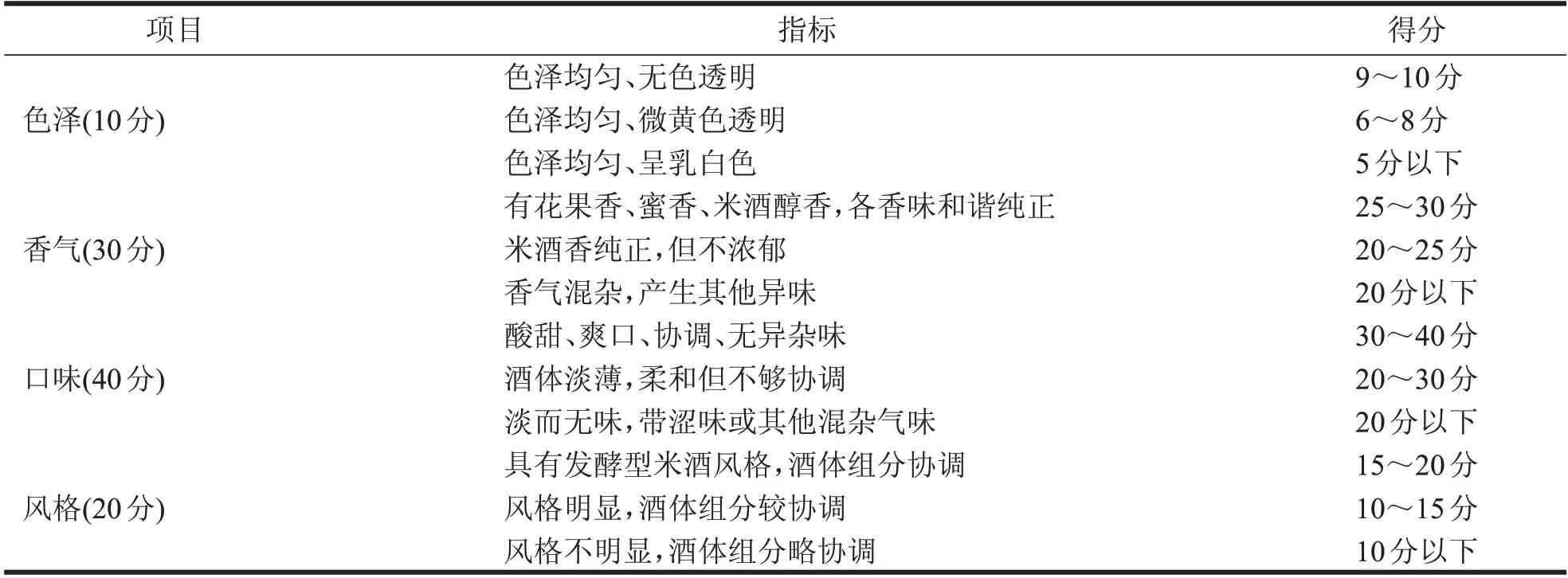
表2 改良米酒感官评价表
1.2.6 数据处理
采用Origin2021、Excel2020、Design-Expert8.0.6等软件对试验数据进行处理,每个处理组进行3 次平行试验。
2 结果与分析
2.1 改良米酒单因素实验
精米度指“磨过之后的白米,占原本玄米(糙米)的比重”。精米的目的是尽可能保留淀粉多的心白,同时去除外层容易产生杂味的蛋白质和脂肪。因此心白保留的程度,也就是精米度,对所酿清酒的品质有很大的影响。由图1(a)可知,乙醇含量随着精米度的增加而显著上升,感官得分和葡萄糖含量均在精米度为70 %时最高,乙醇含量最高时的精米度为100%,其葡萄糖含量和感官得分均为最低。没有经过精白的原米,保留了完整的蛋白质和脂肪等,利于微生物的生长繁殖,葡萄糖利用充分,酒精发酵完全,所得产品更偏向传统米酒,但酒液浑浊,香气较杂,糖酸比不协调。精米度为70%时,酒体澄清透明,花果复合香舒适,酒精度适中,酸甜舒适,口感较协调。因此确定改良米酒的精米度为70%。
糖化发酵剂的作用是将粮食中的淀粉类物质经糖化、发酵等生化反应转化成乙醇,是酿酒发酵的动力,其质量直接关系到酒的质量和产量[5]。在米酒发酵中糖化发酵剂的选择非常重要。如图1(b)所示,不同种类的糖化发酵剂葡萄糖含量、乙醇含量及感官品评得分相差很大。感官得分最高的东柳植物曲葡萄糖含量和乙醇含量相对均匀,所得产品香气舒适、甜中带酸、口感协调,还带有淡淡的植物香气,雅大酒曲感官次之,葡萄糖含量低、乙醇含量略高,口感略酸涩;安琪酒曲酒体较淡薄,缺少特色;苏州蜂蜜曲具有特别的蜂蜜清香,但风格较为单一,酒香不突出。因此选定糖化发酵剂为东柳植物曲。
温度是影响米酒发酵的重要因素,不同的发酵温度会对酵母生长造成影响,同时影响原料活性物质的溶出、营养成分及风味物质的保留[6]。如图1(c)所示,温度为22 ℃时葡萄糖含量最高,乙醇含量最低,二者相差也最大,感官品评时甜味明显,酒味很淡;24 ℃时的米酒香气较为淡薄,米酒味不突出;在28 ℃时米酒感官得分达到最高,此时葡萄糖含量与乙醇含量较为均衡,米酒香气突出、香味明显、口感适中。因此选定发酵温度为28 ℃。
米酒中水的含量高达80 %以上,所以加水量在米酒发酵中至关重要,加水量过多或过少都会影响发酵进程进而影响米酒风味。如图1(d)所示,加水量最少时,葡萄糖含量最高,此时乙醇含量也相对较高,所得成品口味偏甜、酒体不协调;加水量最多时,葡萄糖含量最低,酒味淡薄,米酒风味不明显;加水量在250%感官得分最高。因此选定发酵加水量为原料的250%。

图1 不同单因素对改良米酒的影响
2.2 响应面试验
2.2.1 响应面实验结果与方差分析
通过Design-Expert8.0.6 软件的分析,得到响应面实验设计结果,如表3所示。
将表3 数据带入Design-Expert8.0.6 软件中,得到方差分析结果,如表4所示。

表3 响应面实验设计结果
2.2.2 响应面方差及显著性分析结果
利用Design-Expert8.0.6 软件对数据进行多元二次拟合分析,建立感官品评(Y)和精米度(A)、发酵温度(B)、发酵加水量(C)的回归方程模型:Y=84.60-1.42A+0.51B-0.59C-1.15AB+1.00AC-0.18BC-4.31A2-5.14B2-4.29C2。
由表4 可知,回归模型的P<0.0001,说明回归方程极显著,能较好地模拟出真实曲面;通过F 值的大小,可知3 个因素对米酒改良工艺影响程度的大小依次为A>C>B;相关系数R2=0.9954,调整后的R2Adj=0.9895,二者差异<0.2,代表该模型拟合度良好,误差小;失拟项中F=0.35,P=0.7908,二者均大于0.01,差异不显著,说明模拟性较好;表中P值反映了不同因素对感官评价不同程度的影响,P值越小,对感官评价影响程度越大[7-8],在此模型中各因素对感官评价影响程度大小的次序为发酵温度(B)>发酵加水量(C)>精米度(A),其中AB、AC、A2、B2、C2等项对感官品评的影响极显著(P<0.01),BC 等项对感官品评的影响不显著(P>0.05);变异系数0.9789 %<10 %,精密度为32.239>4,表明该模型有较高的精密度,进一步证明该模型对米酒改良工艺的预测具有较高的可信度。
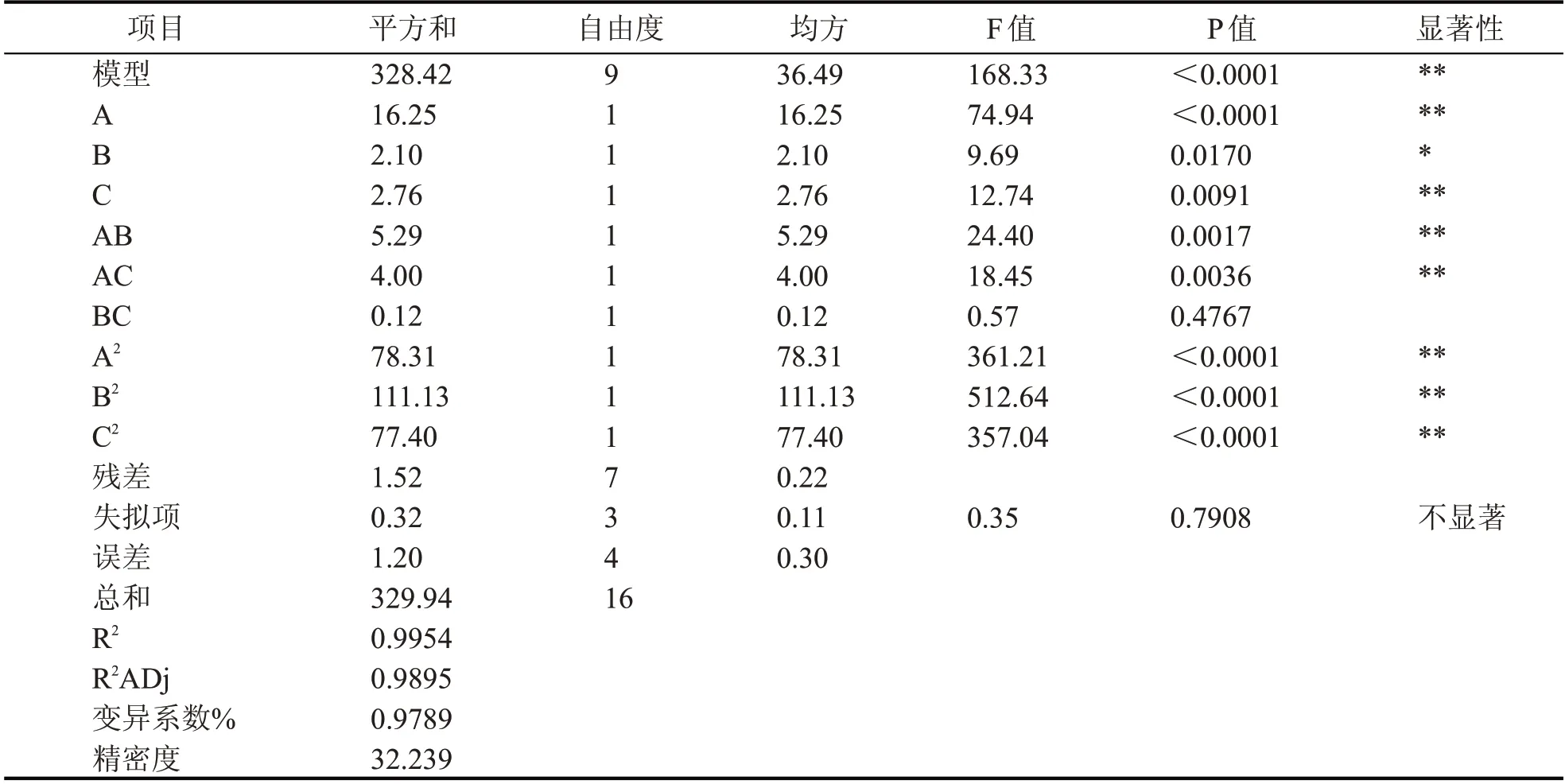
表4 响应面实验结果的方差分析
2.2.3 响应面试验交互作用分析
根据响应面试验设计原理,响应面图的曲面越陡峭,两两因素的交互作用就越明显,相反,响应面图的曲面越平缓,两两因素的交互作用就越不显著。等高线呈圆形表示两因素交互作用不显著,椭圆形或马鞍形则表示两因素交互作用显著[9]。
图2 是各因素及其交互作用对改良米酒感官品评影响的响应面图,其中:a.精米度与发酵温度的响应曲面及等高线图;b.精米度与发酵加水量的响应曲面及等高线图;c.发酵温度与发酵加水量的响应曲面及等高线图。
根据图2(a)可以看出,精米度一定时,感官品评得分随着发酵温度的增加先增后减;发酵温度一定时,感官品评得分随着精密度的增加先增后减;发酵温度和精米度的交互作用显著。发酵温度对于改良米酒感官品评的影响相较于精米度更显著。根据图2(b)可以看出,精米度一定时,感官品评得分随着发酵加水量的增加先增后减;发酵加水量一定时,感官品评得分随着精米度的增加先增后减,发酵加水量和精米度的交互作用显著。精米度对于改良米酒感官品评的影响较发酵加水量更显著。根据图2(c)可以看出,发酵温度一定时,感官品评得分随着发酵加水量的增加先增后减;发酵加水量一定时,感官品评得分随着发酵温度的增加先增后减,发酵加水量和发酵温度的交互作用显著。发酵温度对于改良米酒感官品评的影响较发酵加水量更显著。

图2 各因素交互作用对改良米酒感官品评影响的响应面图
2.2.4 响应面验证试验
根据响应面软件分析出最佳工艺条件:精米度68.2%,发酵加水量为糯米原料的245%,发酵温度26.2 ℃。在此工艺条件下软件预测得分为84.8分。采用相应工艺参数,进行验证实验,得出的实际感官评分为89 分,与预测结果基本吻合。所得米酒总酸含量为2.23 g/L,总糖含量130.18 mg/mL,酒精含量为6.8%vol,符合T/GZSX017—2020 发酵型米酒理化要求。因此采用响应面法优化米酒工艺得到的工艺条件准确可靠,可以用于实际操作。
2.3 香气特征及滋味感官属性分析
对实验制得的改良米酒与市售的同类产品进行香气特征和滋味比较研究。结果可见图3,其中:a.改良米酒与米色米酒(对照品)的香气特征得分雷达图;b.改良米酒与米色米酒(对照品)的滋味品质得分雷达图。
品评人员主要通过米香、酒香、植物香、花果香、杂味、丰富度6 个属性对改良米酒及其对照酒的香气特征进行描述。图3(a)的雷达图为改良米酒及其对照酒的香气特征得分情况,2 种米酒之间有显著性差异。对照酒没有经过精米工艺,保留有较浓郁的米香味,也保留了较多的杂味。改良米酒因为使用了东柳植物曲和异常威克汉姆酵母FBKL2.00K8 而有明显的花果香和植物香气,香气丰富度大于米色米酒。

图3 改良米酒与米色米酒香气特征和滋味感官属性分析雷达图
品评人员主要通过酸、甜、苦、涩4个属性以及综合评价对改良米酒及其对照酒的感官特征进行描述[10]。图3(b)的雷达图为改良米酒及其对照酒的酸、甜、苦、涩属性及综合评分情况。米色米酒原料未经精米处理,所得成品保留有较强的酸味、涩味及苦味,甜味比改良米酒低,综合评分也较低。改良米酒因前发酵周期短,所得成品含糖量高,虽有甜腻感,但甜酸比协调,苦、涩味强度较低,综合比较之下改良米酒评分高于米色米酒。
3 结论
米酒生产中工艺条件对成品质量有很大影响。本实验以优选贵州本土糯米为原料,采用日式清酒精米、低温、开放式并行复发酵工艺,通过单因素和响应面实验确定米酒最佳发酵工艺条件为精米度68.2 %,发酵加水量为糯米原料的245 %,发酵温度26.2 ℃。在此最优发酵工艺条件下,所得米酒总酸含量为2.23 g/L,总糖含量130.18 mg/mL,酒精含量为6.8%vol,符合T/GZSX017—2020 发酵型米酒理化要求。所得酒体清亮透明,带有淡淡的植物香与花果香,有明显的米酒香气,酸甜适中,风味协调。希望优化改良后的米酒工艺可以为传统的米酒酿造生产提供新的思路。
