新疆和田某含银铅复杂矿石选矿可选性试验研究
2023-01-13窦源东吴基正张建华
窦源东 吴基正 张建华
(1.烟台黄金职业学院,山东 招远 265400;2.云南农业大学 资源与环境学院,昆明 650000;3.青岛平度市旧店金矿,山东 平度 266700)
铅锌矿作为重要的有色金属矿产资源,是国民经济发展的重要基础原料[1]。我国的铅锌资源丰富,以硫化矿资源为主。但不同铅锌硫化矿床矿石性质差异显著,由于矿石嵌布关系复杂、共伴生有价组分种类多、脉石矿物性质差异大等特点,难以进行有效分选[2,3]。同时,易选的硫化矿资源已日趋变少,氧化矿的资源开发越发显得紧迫和重要[4]。
本次研究的对象为新疆和田某含银铅混合矿,矿石中银矿物包括自然银和硫化银,以及部分被铁矿包裹的银矿物;其他金属矿物主要是褐铁矿、白铅矿、铅矾及铅硬锰矿等,含少量方铅矿;脉石矿物以石英、长石和云母居多。矿石铅氧化程度高,铅矿物和银矿物与褐铁矿之间的嵌布关系甚为复杂、部分铅和银呈吸附态赋存在褐铁矿中。针对该矿的矿石性质,通过试验对比,确定采用硫化矿优先浮选—氧化矿硫化浮选工艺流程回收矿石中的银和铅,取得了较好的试验结果,可为该类型的资源高效综合利用提供借鉴。
1 矿石性质
1.1 矿物化学成分及组成分析
矿石的主要化学成分分析结果见表1,矿石中铅的化学物相分析结果见表2,矿石中银的化学物相分析结果见表3。

表1 矿石的主要化学成分Table 1 Main chemical composition of ore /%
由表1可知,矿石中可供选矿回收的主要元素是铁、铅和银;而铜、锌等其他有价金属元素因含量太低综合利用的意义不大。

表2 矿石中铅的化学物相分析结果Table 2 Chemical phase analysis results of lead in ore /%

表3 矿石中银的化学物相分析结果Table 3 Chemical phase analysis results of silver in ore /%
结合表2、表3可知,矿石中铅矿物以白铅矿、铅矾和铅硬锰矿为主,少量方铅矿;银矿物主要以自然银和硫化银为主,还有部分被包裹于铁矿物中;铁矿物主要为褐铁矿;脉石矿物则以石英、长石和云母为主。
1.2 主要矿物嵌布粒度及嵌生关系
铅矿物包括方铅矿、白铅矿和铅矾。其中方铅矿含量较低,其粒度一般在0.02~0.1 mm,一般呈不规则粒状交代残余分布在铅矾中;白铅矿和铅矾分布广泛,是选矿富集回收铅的主要目的矿物,粒度一般在0.02~0.5 mm,其形态变化大、粒度不均匀、与褐铁矿的嵌连极为密切,即使通过细磨也不可能使这些氧化铅矿物与褐铁矿得到充分的解离,因此导致铅矾和白铅矿的分选性能降低,造成铅精矿中铁的含量偏高。
银矿物各种银矿物的粒度均较为细小,粒度在0.002~0.015 mm。银矿物与氧化铅矿物的交互关系均较为密切,理论上大部分银矿物将随同载体矿物一起进入浮选铅精矿中,因此银矿物的回收效果一定程度上与氧化铅矿物的回收率密切相关。
2 选矿试验研究
2.1 方案的选择
根据原矿的矿石性质,对原矿进行了直接强磁和还原焙烧—弱磁试验,考察预先回收铁的可行性,通过试验发现磁选难以使铅铁有效分离,铁精矿不合格,还造成大量铅的损失;进行了摇床重选试验,试验表明重选也难以使铅得到有效富集。在浮选试验中分别对先浮硫化矿后浮氧化矿(先硫后氧)、直接硫化浮选、脂肪酸直接浮选三种方案进行对比,通过试验表明,“先硫后氧”方案精矿银、铅品位富集比高,回收率也较高,回收效果明显优于直接硫化浮选。因此,遵循“能收早收,先易后难”的原则,选择先硫后氧的优先浮选流程。
2.2 磨矿细度浮选试验
根据工艺矿物学结果,进行了磨矿细度条件试验,以确定最合适的浮选细度。试验流程如图1所示,试验结果如图2所示。结果表明,随着磨矿细度的增加,浮选精矿中银回收率逐渐提高,至-0.074 mm含量占85%时最高,同时,铅中银的品位也较好,为3 830.77 g/t,之后随着细度增加逐渐降低。铅的回收率随着细度增加也逐渐升高,当-0.074 mm含量超过85%时,回收率已没有明显升高的趋势,可能原因为产生的矿泥对银和铅的浮选回收造成影响。综合考虑适合浮选细度为-0.074 mm含量占85%较适宜。

图1 磨矿细度浮选试验流程图Fig.1 Flowsheet of grinding fineness flotation test
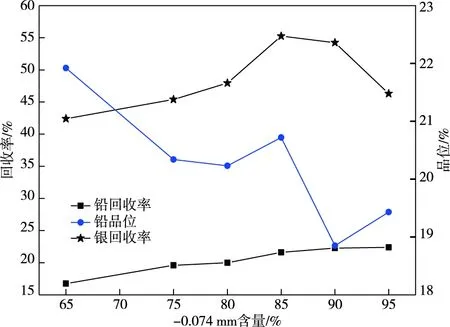
图2 磨矿细度浮选试验Fig.2 Grinding fineness flotation test
2.3 硫化矿浮选试验
为了尽可能地回收硫化铅和硫化银以及可浮性相对较好的自然银,在磨矿细度试验基础上,进行了硫化矿优先浮选的药剂条件试验及开路、闭路试验。通过试验发现,矿浆pH值是影响硫化矿浮选铅回收率的重要因素之一,本试验粗选采用石灰和硫化钠对矿浆体系pH值进行调节,其适宜用量为石灰500 g/t+硫化钠300 g/t,石灰用量过大会影响银的回收率。由于原矿氧化程度高,易产生泥质,影响浮选效果,因此硫化矿浮选时以水玻璃作为分散剂,其粗选用量为2 000 g/t,以乙硫氮作为捕收剂其粗选用量为40 g/t,以松醇油作为起泡剂其用量20 g/t。确定硫化矿浮选粗选药剂条件后,进行了硫化矿浮选开路和闭路试验,闭路试验结果见表4。硫化矿闭路试验通过一次粗选两次精选可以获得铅银混合精矿A,含铅60.45%、铅回收率16.85%,含银16 331.21g/t、银回收率62.61%。以硫化矿浮选尾矿作为后续氧化矿浮选试验的给矿。

表4 硫化矿闭路浮选试验结果Table 4 Closed-circuit flotation test results of sulfide ore /%
2.4 氧化矿浮选
原矿铅矿物中碳酸铅和硫酸铅的分布率分别达到了37.93%和22.74%,氧化铅矿物的可浮性一般较差,通常采用硫化剂硫化浮选、脂肪酸浮选、螯合剂浮选等方法进行回收,试验中对比了硫化—黄药浮选、硫化—胺法浮选、阴离子脂肪酸浮选及羟肟酸浮选等方案,探索试验表明硫化—黄药法浮选回收该矿石中氧化铅矿物较为适宜。
2.4.1 硫化剂的选择及用量试验
在硫化浮选氧化铅过程中,硫化剂的选择及用量是实现良好选矿指标的关键,用量过低硫化效果不够,导致铅回收率降低;用量过高则会引起抑制作用。硫化浮选中硫化剂一般采用硫化钠或硫氢化钠,单独使用硫化钠做硫化剂时,其用量增加会使矿浆的pH值迅速升高,而过高的pH值对硫化后的氧化铅矿物浮选不利,而硫氢化钠提高矿浆pH值的速度相对较慢,二者联合使用则既能充分发挥硫化作用,又能保证合适的浮选pH值。通过前期试验确定单独使用硫化钠不理想,在此重点讨论硫化钠和硫氢化钠组合使用效果,试验流程和试验结果分别如图3、4所示。
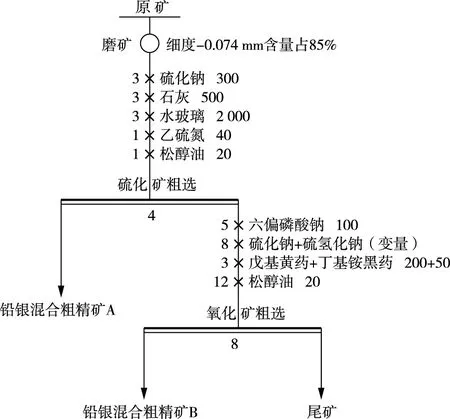
图3 硫化剂试验流程Fig.3 Vulcanizing agent test flowsheet
由图4可知,单独使用硫化钠或硫氢化钠作硫化剂时,氧化铅精矿回收率相当,但前者精矿品位较高。混合使用时,随着硫化钠含量的减少、硫氢化钠比例的增加,铅精矿品位逐渐降低,回收率先升后降随后又有少许提高。综合考虑精矿品位与回收率,确定以硫化钠+硫氢化钠的组合药剂为硫化剂,二者比例为2∶1,用量为(2 000+1 000) g/t。
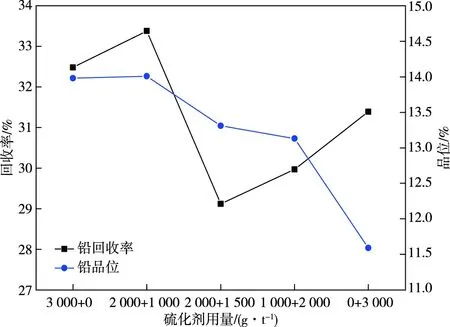
图4 硫化剂(硫化钠+硫氢化钠)用量试验Fig.4 Dosage test of vulcanizing agent (sodium sulfide+sodium hydrosulfide)
2.4.2 六偏磷酸钠用量试验
氧化铅浮选过程中,矿泥的影响较为显著。矿石中含大量褐铁矿和铅钒,极易泥化,泥化了的铅矾、白铅矿等目的矿物质量小,比表面积大、表面未饱和键力大、电荷多,形成的表面水化膜厚,亲水性强,难以回收;同时,矿泥中细粒脉石常常污染氧化矿表面,罩盖于粗粒矿物表面,阻碍目标矿物矿化过程,从而使精矿品位及回收率都受到较大的影响[5]。因此,氧化铅浮选时需要添加分散剂,对矿浆进行分散,本试验选择六偏磷酸钠作为分散剂。为了考察六偏磷酸钠的用量对浮选指标的影响,进行了六偏磷酸钠用量试验,试验流程及结果分别如图5、6所示。
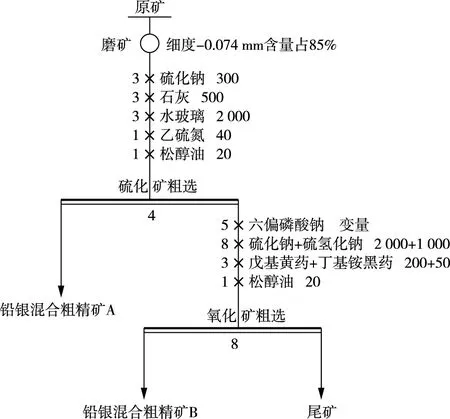
图5 六偏磷酸钠用量试验流程Fig.5 Flowsheet of sodium hexametaphosphate dosage
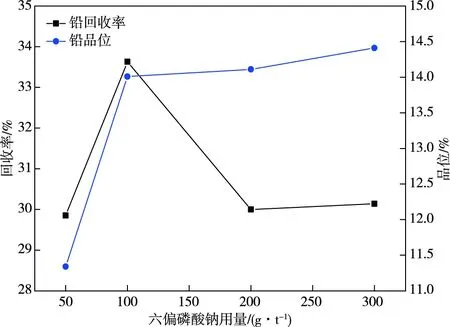
图6 六偏磷酸钠用量试验Fig.6 Dosage test of sodium hexametaphosphate
由图6可知,加入六偏磷酸钠时,铅精矿的品位和回收率都有所提高,当其用量超过100 g/t时,精矿品位还继续有所升高,但回收率下降趋势明显,说明在一定用量的六偏磷酸钠具有比较好的分散作用,能够显著提高铅精矿浮选指标,但用量过大则对铅矿有一定的抑制作用,主要是由于过量的六偏磷酸钠对与褐铁矿密切共生的铅矿物产生了抑制作用。因此,合适的六偏磷酸钠用量为100 g/t。
2.4.3 捕收剂组合与用量对浮选的影响
捕收剂种类试验主要考察了乙硫氮、丁基铵黑药、苯胺黑药、丁基黄药、戊基黄药等对氧化铅的捕收情况,通过试验发现它们单独使用的效果较差,因此将它们组合后使用,试验结果表明戊基黄药+丁基铵黑药组合使用的效果较好,所以在此重点讨论戊基黄药+丁基铵黑药的用量选择对结果的影响。试验固定条件为六偏磷酸钠100 g/t,抑制剂硫化钠+硫氢化钠(2 000+1 000) g/t,起泡剂松醇油20 g/t。结果如图7所示,随着组合捕收剂用量的增加,氧化铅精矿回收率逐渐提高,当其用量超过(200+50)g/t时,精矿回收率基本不变,品位却随之降低,因此确定戊基黄药+丁基铵黑药的适宜用量为(200+50)g/t。
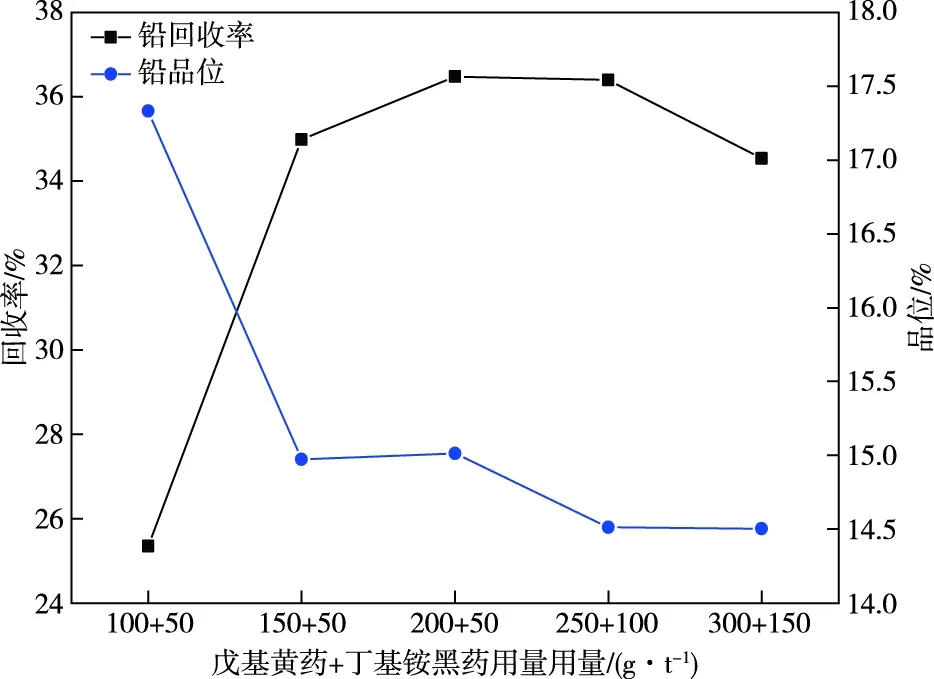
图7 戊基黄药+丁基铵黑药用量试验 Fig.7 Dosage test of amyl xanthate+ammonium butyrate black
2.5 全流程闭路试验
在磨矿细度条件试验、药剂条件试验以及开路试验的基础上,进行了闭路试验。闭路试验过程中发现,氧化矿浮选段的中矿循环次数增加,氧化铅精矿品位不断下降,尾矿品位不断上升,中矿出现累积,中矿中-0.019 mm粒级含量较高,确定对氧化矿段浮选的中矿集中浮选后抛尾,精矿返回到氧化矿浮选主流程精选一中再选循环的闭路流程。由表5可知,原矿经硫化矿优先浮选,获得硫化矿铅银混合精矿A,含铅62.13%、铅回收率18.04%,含银16 863.68 g/t、银回收率65.99%;氧化矿硫化浮选后获得氧化铅精矿B,铅品位57.14%、铅回收率36.39%,其中含银2 679.69 g/t、银回收率23.00%。总精矿铅品位为58.70%、铅回收率54.42%,银品位7 121.33 g/t、银回收率88.99%。
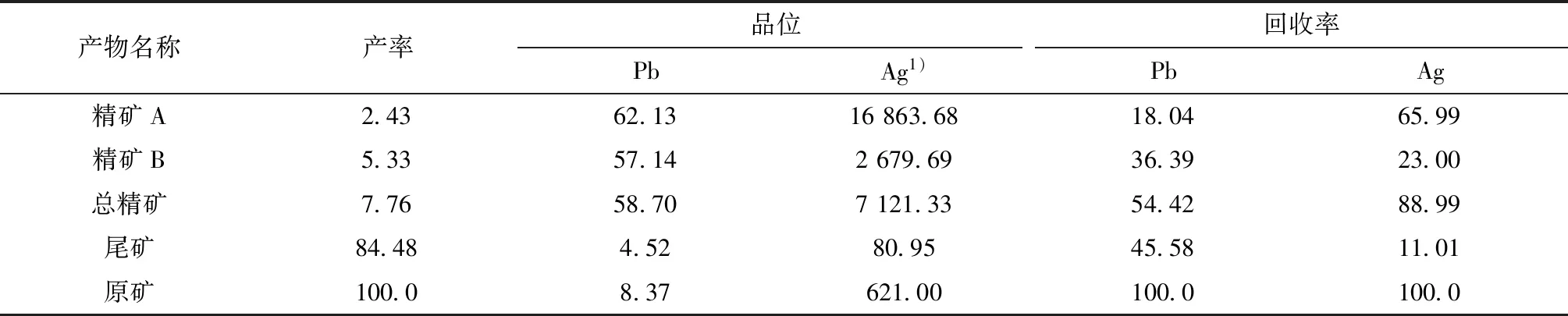
表5 闭路浮选试验结果Table 5 Closed-circuit flotation test results /%
3 结论
1)矿石为氧化程度较高的含银铁铅矿石,矿石中金属矿物主要是褐铁矿、白铅矿、铅矾和铅硬锰矿,以及少量的方铅矿;银矿物包括自然银、硫化银以及部分被铁矿包裹的银矿物;脉石矿物以石英、长石和云母为主。矿石中各种金属矿物的形态变化大、粒度不均匀且褐铁矿、铅矿物、银矿物及铅硬锰矿相互之间的交生关系极为复杂,很难通过磨矿使它们解离,给下一步选矿带来困难。
2)通过方案探索试验,确定采用硫化矿优先浮选—氧化矿硫化浮选工艺流程回收矿石中铅和银,并进行了实验室磨矿细度、浮选工艺及药剂制度条件试验。试验可知,原矿在磨矿细度-0.074 mm含量占85%的条件下,硫化矿浮选闭路浮选,获得硫化矿铅银混合精矿A,含铅62.13%、铅回收率18.04%,含银16 863.68 g/t、银回收率65.99%;氧化矿硫化浮选后获得氧化铅精矿B,铅品位57.14%、铅回收率36.39%,其中含银2 679.69 g/t、银回收率23.00%。总精矿铅品位为58.70%、铅回收率54.42%,银品位7 121.33 g/t、银回收率88.99%。