后桥壳焊接自动化生产线的设计
2023-01-12刘克文
刘克文
(江铃汽车股份有限公司,江西 南昌 330052)
0 前言
随着社会现代化的推进,汽车工业也有了迅猛的发展,在汽车数量逐步增加、汽车品牌开始步入多样化的同时,对汽车的整体性能及各部分零件的生产也有了新的要求。而后桥壳作为汽车的关键部位,在汽车运行过程中不但承受大量载荷和传输受力,同时车辆运作中产生的动载荷和静载荷会形成巨大的弯矩与扭矩作用于后桥壳。因此,在要求后桥壳质量的基础上,对后桥壳的焊接生产有着重要要求。而传统的后桥壳生产路线受限于人工焊接等因素,在生产质量、生产效率等方面难以满足技术指标。随着中国工业化的推进,人力成本与材料成本的逐步提高,选择合适的焊接工艺,设计合理的自动化生产线,在提高生产质量的同时减少手工作业的难度与强度,降低人力成本,成为完善后桥壳生产、推动汽车行业进一步发展的关键所在[1-2]。
1 后桥壳组件分析
车辆后桥壳是汽车构架中的重要组成部分。它作为驱动桥的主要构件,能够增大传动轴及变速器的变动所带来的扭矩,从而将动力合理的分配给驱动轮,是汽车行驶过程中的重要传动装置[1]。同时也因为其受力传动特点,会在行驶过程中承受巨大的载荷,没有达到生产指标要求的后桥壳会在汽车行驶过程中由于受地面与车体之间不断的冲击载荷的影响而发生断裂。因此,在设计优化后桥壳自动化生产线前,首先要了解后桥壳的构成并对其进行分析。
张翠[2]分析了桥壳半轴套管在使用过程中发生的焊缝开裂问题,通过对问题件进行分析,得出是工序问题导致了使用过程中焊缝的开裂。胡义华等学者[3]针对后桥壳的成形过程进行了数值模拟,得出了后桥壳加工工艺成形的具体参数。对后桥壳的模态分析同样具有重要意义,徐劲力等学者[4]通过理论计算模拟分析了桥壳的模态对振动与噪声的影响,为桥壳合理设计提供依据。
在车辆技术刚刚兴起、工艺尚未改进之前,国内的后桥壳制造主要采取铸造桥壳,铸造桥壳具有强度高、易于浇筑等特点,但是相应的,为了配合手工装配,通常采用加大截面及安装尺寸等方法来进行装配强化,这就大大提高了铸造桥壳的质量,从而提高了成本,降低了质量要求,这种提高质量的方法也难以满足日趋复杂的汽车轻量化要求[5]。为了保证桥壳的力学性能,同时便于生产、装配及后期维修,现在的工业生产大多采用焊接桥壳,焊接桥壳很好地避免了铸造桥壳质量过大的缺点,相对于铸造桥壳,成本更低、材料使用程度更高[6]。后桥壳总成如图1所示。由图1可以看出,后桥壳的主体是附有半轴套管的圆柱型棒体,整个后桥壳共由半轴套管、后盖、加强圈、三角板等4部分构成。其中,后桥壳总成的焊接成为了关键所在,其焊接示意图如图2所示,在后壳体的上下坯拼接时,共有4条焊缝,该焊缝在生产过程中多为人工焊接,在批量生产的要求下,不但难以保证质量,且存在安全隐患,故使用自动焊接机器人是完成自动化生产线的重要凭据,在降低生产成本的同时,也可以有效提高焊接质量[7]。

图1 汽车后桥壳总成示意图

图2 后桥壳总成焊接示意图
经过焊接,2个上下坯完成连接,形成完整的壳体时,再由后桥壳与半轴套管,加强圈,三角板,后盖等焊接形成后桥壳体,所成桥壳体具有质量轻,强度高等优点。在众多焊缝中,桥壳与半轴套管的所焊接的环形焊缝对整个后桥壳体的生产质量也有着重要影响。同时,桥壳总成的焊接也直接影响到后续装配的情况。因此,所选择的焊接工艺是否为最优,是避免车辆在运行过程中出现壳体受冲击载荷断裂及液滴泄露等问题,同时也是解决传统焊接方法不易实现生产机械化和自动化等问题的关键所在,也为合理提高后桥壳生产质量提供可靠依据。
2 焊接工艺
后桥壳零件及相应焊接参数见表1。图3为焊缝示意图。传统的后桥壳焊接选用焊条电弧焊工艺,但由于其生产效率低下,焊工劳作强度过大,且焊接质量难以掌控等因素,已经难以满足日趋复杂的产品生产需求。为了提高产品的生产质量,自动焊机由于其高效、高质量及良好的焊接再现性,开始逐步取代焊条电弧焊,在减小工人劳动量的同时,也提高了生产效率,同时由于其稳定的工艺过程,充分的消除了手工焊接的不确定性,提高了经济效益。

表1 后桥壳及相关焊接参数
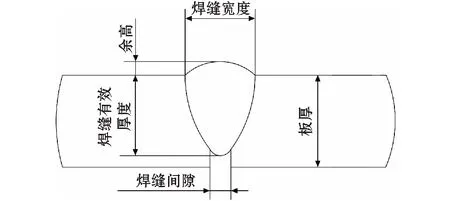
图3 焊缝示意图
2.1 焊接方法的选择
目前的后桥壳焊接主要采用CO2气体保护电弧焊、电子束焊及摩擦焊等焊接工艺。在该设计中,选择主要焊接工艺为CO2气体保护电弧焊,与其他2种焊接方法相比,CO2气体保护电弧焊具有以下优点[8]:①气体来源广泛,CO2作为来源最广的保护气体之一,价格也远低于其他保护气体,这使得CO2气体保护电弧焊相比于其他2种焊接方法成本更低,且CO2气体保护电弧焊所消耗的电能,均低于电子束焊、摩擦焊及传统的焊条电弧焊,极大的提高了经济效益。②CO2气体保护电弧焊相比于其他2种焊接可达性更好,在焊接时焊接死角更少,并且更适合后桥壳的板厚。③CO2气体保护电弧焊熔敷率更高、焊缝抗裂性好,且不用清渣,焊接过程中更易于观察并控制熔池成形。
2.2 焊接工艺参数设定
焊丝的选取原则为焊丝性能大于板材性能,后桥壳焊接的具体工艺参数设定为:由于板厚为5~8 mm,故选取焊丝直径为1.2 mm,焊接速度为15 m/h,CO2气体流量为15 L/min,采用短路过渡,电流设定范围为180~240 A,电压设定值依据公式:U=0.04I+16(<200 A);U=0.04I+20(>200 A),其电压值的上下变化不超过2 V[9]。采用上述焊接工艺参数,对试验件进行焊接,样件实物如图4所示,焊缝表面成形良好,焊缝均匀,飞溅较少。

图4 样件实物图
3 后桥壳自动化生产线
3.1 后桥壳自动化生产线组成设计
该自动化生产线需要适应后桥壳不同零部件的焊接与拼装,整条生产线以推进生产效率及生产质量、提高自动化焊接水平及减小焊工劳动强度为核心内容,确定以CO2气体保护电弧焊为主要焊接方法,自动化焊机为主要焊接单元,以进行后桥壳的自动化生产。
整条生产线应呈流水状分布,除了必要的自动化焊机焊接外,为了符合核心设计理念,还应使用PLC控制系统,对其余步骤进行自动化优化,完成如图5所示的生产线流程图。

图5 生产线流程图
3.2 后桥壳焊接工艺流程设计
基于选定的方法,在进行后桥壳的焊接时,应当遵循先定位再焊接,从中间到两边的原则进行焊接生产。首先要进行上下半壳定位焊接,随后进行桥壳上下半壳纵缝焊接,再进行后盖、后桥加强圈的环缝焊接。随后对左右半轴套管进行附件点焊,在对三角板环缝焊接之后,完成后桥壳总成拼装环缝焊接。随后对后桥壳总成进行检测及校直,并进行气密性检测。其具体工艺流程如图6所示。

图6 后桥壳生产具体工艺流程
3.3 后桥壳加工生产线设备组成
根据所设计的工艺流程,后桥壳加工生产线应包含以下设备[10-12]:①CO2气保焊自动焊机:用于桥壳上下半壳纵缝焊接,基于其自动化设定,工作时可以通过操作台来对焊接过程中的变量进行控制。②桥壳后盖、加强圈自动焊机。③半轴套管拼装夹具:用于完成半轴套管与总成的拼装与定位焊接。④半轴套管环缝自动焊机:在定位拼装完成后,对半轴套管进行环缝焊接。⑤压力校正机:用于校正在焊接总成与半轴套管环焊缝时产生的变形。⑥密封测试机:对产品进行气密性检测。
所设计的自动化生产线在符合核心设计理念(提高生产效率,减少焊工劳动量)的前提下,应用PLC控制系统来完成以自动化焊机为焊接单元的焊接工位与工件传输、拼装的有效结合,从而提升生产线自动化水平,操作人员可以凭借操作平台来对整个生产线进行控制。
在工件传输过程中,中心控制系统根据各工位的状态可以控制工件的传输,当传输出现问题时,可以根据实际情况及需要调整工件传输顺序及速度,控制整个系统的运行。在生产线运行期间控制系统还可以保证工作期间各工位出现紧急状况的自锁和互锁,来确保生产安全。同时,控制系统还能对生产线进行实时监控,检测各工位运行状态,并进行故障提示,以方便工作人员维修。
4 结论
(1)CO2气体保护电弧焊具有来源广泛、质量可控等优点,选择CO2气体保护电弧焊作为主要焊接方法可以有效控制焊接质量,提高后桥壳构件焊接效率,为自动化生产线设计提供依据。
(2)生产线结构设计紧凑,工序流程合理,能够实现自动运输、焊接、拼装等工序,参数选择及系统运行具有合理依据,以保证工作流程的稳定进行。
(3)选用PLC控制系统,生产效率高,生产线可控性良好,调整迅速,适应能力强,选择自动焊机作为主要焊接设备能够有效提高生产效率及生产质量,达成生产线的自动化设计。