激光焊工艺参数对马氏体不锈钢焊缝成形与组织的影响
2023-01-12雷柯曹振东苏万君
雷柯, 曹振东, 苏万君
(1.成都四威高科技产业园有限公司,四川 成都 610000;2.中国兵器工业集团航空弹药研究院有限公司,黑龙江 哈尔滨150000;3.盘锦北方沥青股份有限公司,辽宁 盘锦124000)
0 前言
0Cr13Ni5Mo钢作为含有一定Mo元素的马氏体不锈钢,具有耐高温、耐腐蚀、优异力学性能和焊接性能等特性,广泛地应用于核电、石油机械、阀门、精密器械、生物制药、医疗器械等领域[1-5]。
激光焊是一种高效、自动化及优质的熔化焊方法,适用于精密结构的焊接领域[6-11]。焊接工艺参数影响焊缝成形与组织[7],进而影响焊接接头工程结构件的服役性能。然而,在工程应用中,关于0Cr13Ni5Mo钢激光焊工艺参数对焊缝成形与微观组织的影响方面的内容缺少系统的研究。
以0Cr13Ni5Mo钢作为焊接试验材料,采用激光焊方法,探讨激光功率、焊接速度及离焦量等焊接工艺参数对焊缝成形与组织的影响规律,为0Cr13Ni5Mo钢的高效化激光焊工程应用提供一定的理论和试验指导。
1 试验材料与方法
试验选用的母材为0Cr13Ni5Mo钢,尺寸为 250 mm×80 mm×8 mm,其化学成分见表1。焊接试验所用设备为 IPG Photonics 生产YLS-2000激光发生器。试验采用Ar保护气体,气体流量为14 L/min,设置不同的激光功率、焊接速度、离焦量完成焊接试验,具体焊接工艺参数见表2。
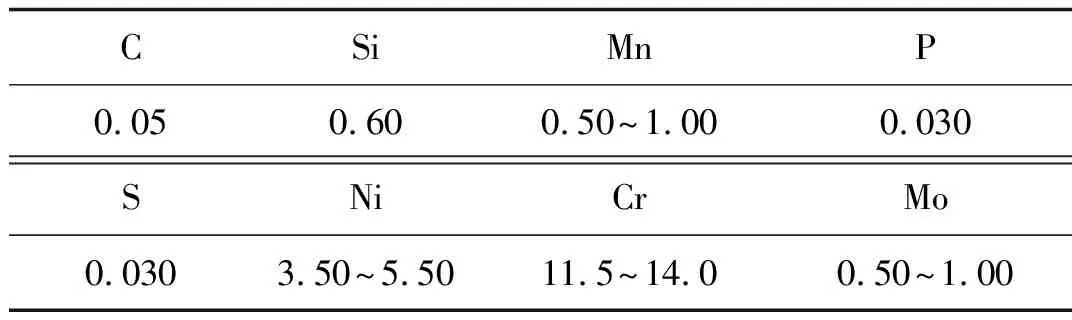
表1 0Cr13Ni5Mo钢的化学成分(质量分数,%)
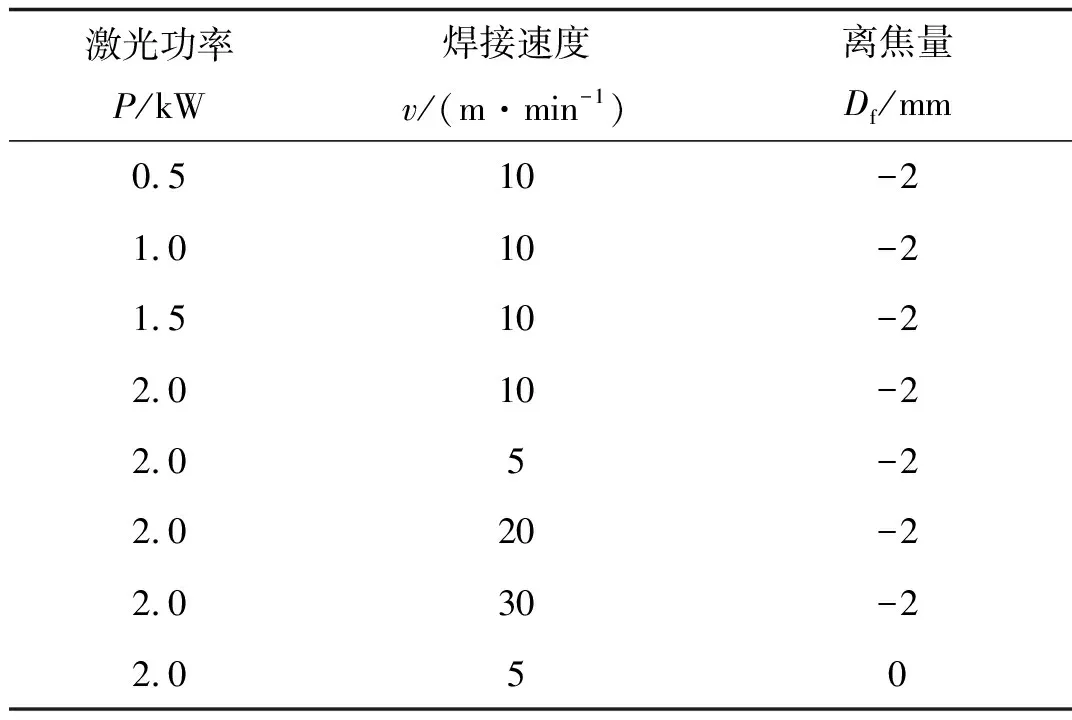
表2 焊接工艺参数
采用倒置式金相显微镜(Axio Observer 3m型)观察焊缝及热影响区的显微组织。利用体式显微镜(OLYMPUS SZX16型)测量焊缝的熔深和熔宽,计算深宽比。
2 试验结果
2.1 激光功率对焊缝成形的影响
当焊接工艺参数中的离焦量-2 mm、焊接速度10 m/min时,研究激光功率对焊接接头焊缝成形的影响规律。图1为不同激光功率下焊缝的表面形貌。由图1可以看出,焊缝表面成形良好,并且焊缝的宽度随着激光功率的增大而逐渐增大。图2为不同激光功率下焊缝横截面形貌。利用熔深与熔宽的比值,分析深宽比的变化规律。由图2可以看出,当离焦量和焊接速度一定时,焊缝的熔深、熔宽和深宽比随着激光功率的增大而增加。分析焊缝成形尺寸变化的原因:激光功率的增加导致焊接热输入增大,因此焊缝的熔宽增大。

图1 不同激光功率下焊缝的表面形貌
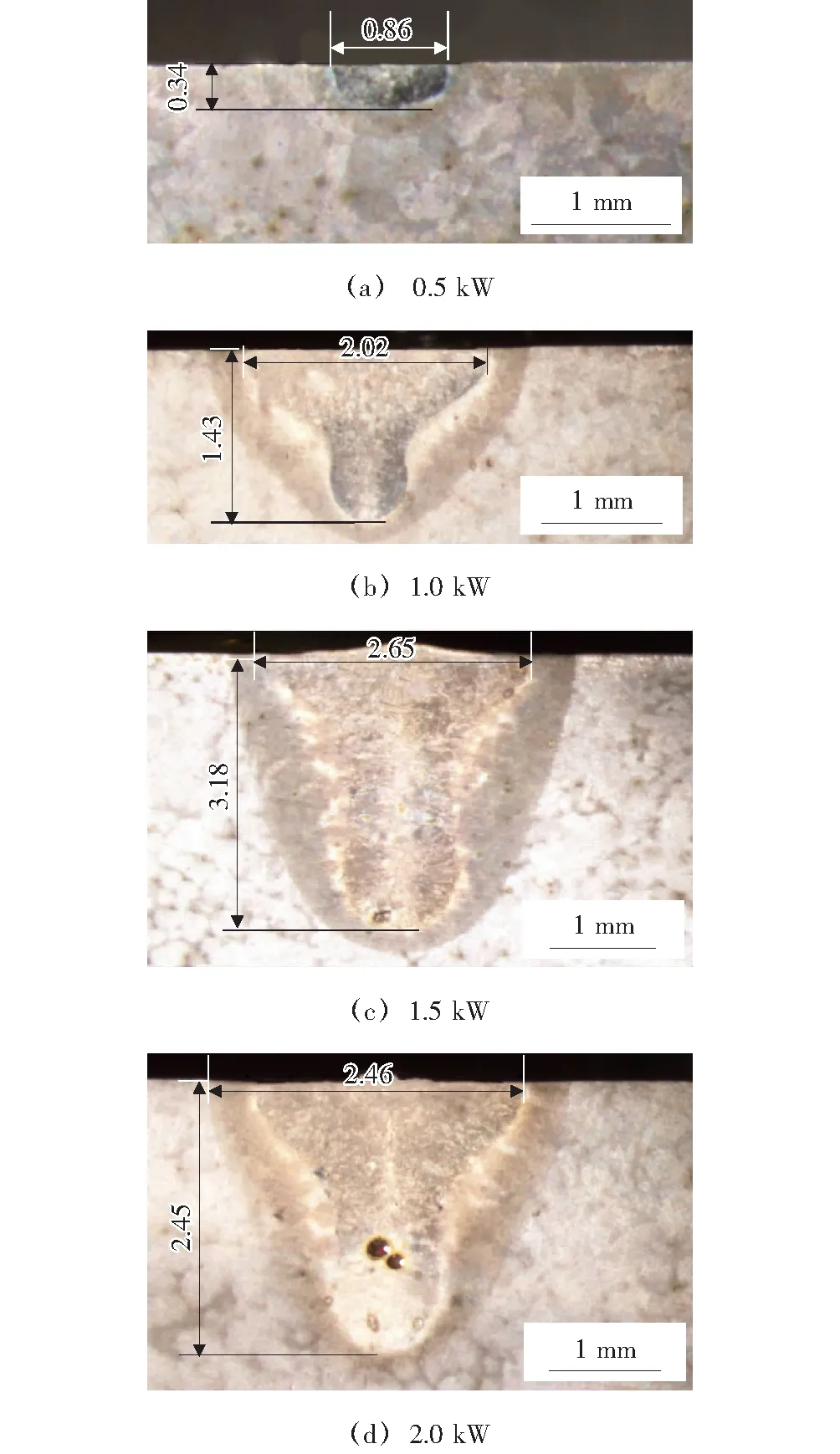
图2 不同激光功率下焊缝的横截面形貌
激光功率增加使得焊接热输入和激光对熔池金属的作用力增大,导致焊缝熔深增加。当其他工艺参数恒定时,随着激光功率的增加,焊缝出现了匙孔特征的深熔化焊缝形貌,深宽比增大。
当激光功率从0.5 kW增加至2.0 kW时,焊缝的熔深、熔宽和深宽比分别增加了约8倍、2倍、2倍,如图3所示。当激光功率低于0.5 kW时,焊缝表现为热导焊;当激光功率大于1.5 kW时,焊缝表现为深熔焊。
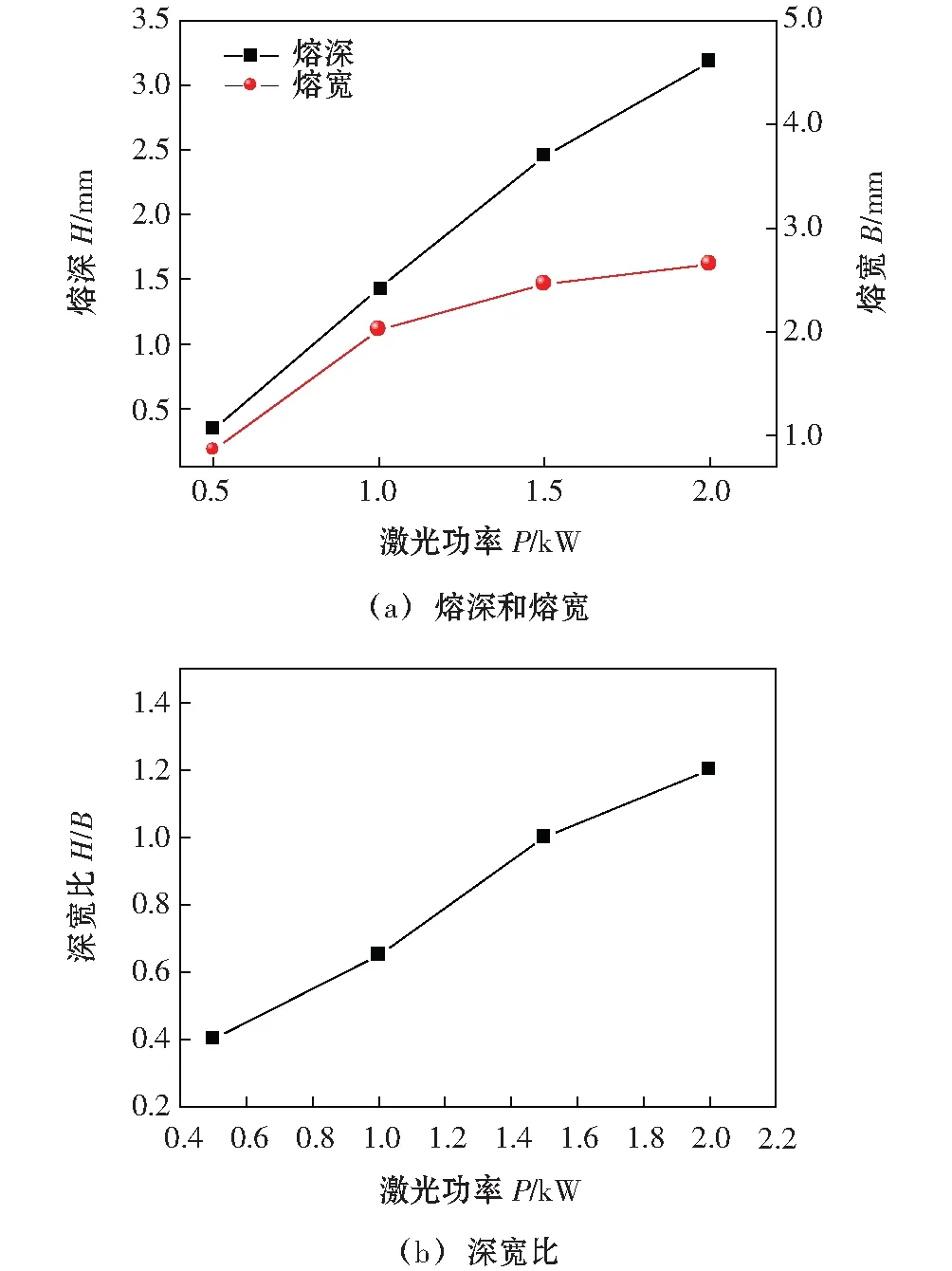
图3 激光功率对焊缝几何形状的影响
2.2 焊接速度对焊缝成形的影响
当激光功率2.0 kW、离焦量-2 mm为恒定值时,研究焊接速度变化对焊接接头焊缝成形的影响规律。图4为不同焊接速度下焊缝表面形貌。由图4可以看出,焊缝熔宽随着焊接速度的增大而逐渐减小。
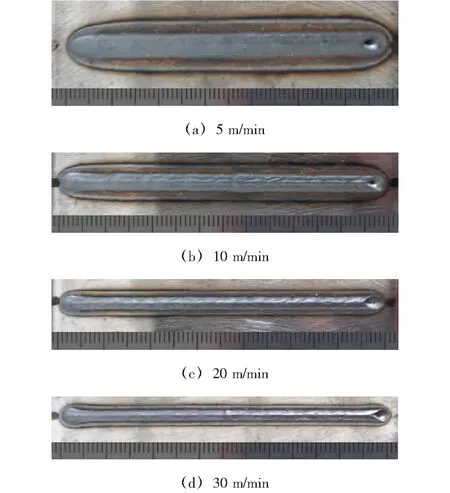
图4 不同焊接速度下焊缝表面形貌
图5为不同焊接速度下焊缝的横截面形貌。由图5可以看出,当激光功率和离焦量一定时,焊缝的熔深和熔宽随着焊接速度的增大而降低。分析焊缝成形尺寸变化的原因:焊接速度增加,焊接热输入降低,激光停留时间短,因此焊缝熔宽和熔深逐渐降低。
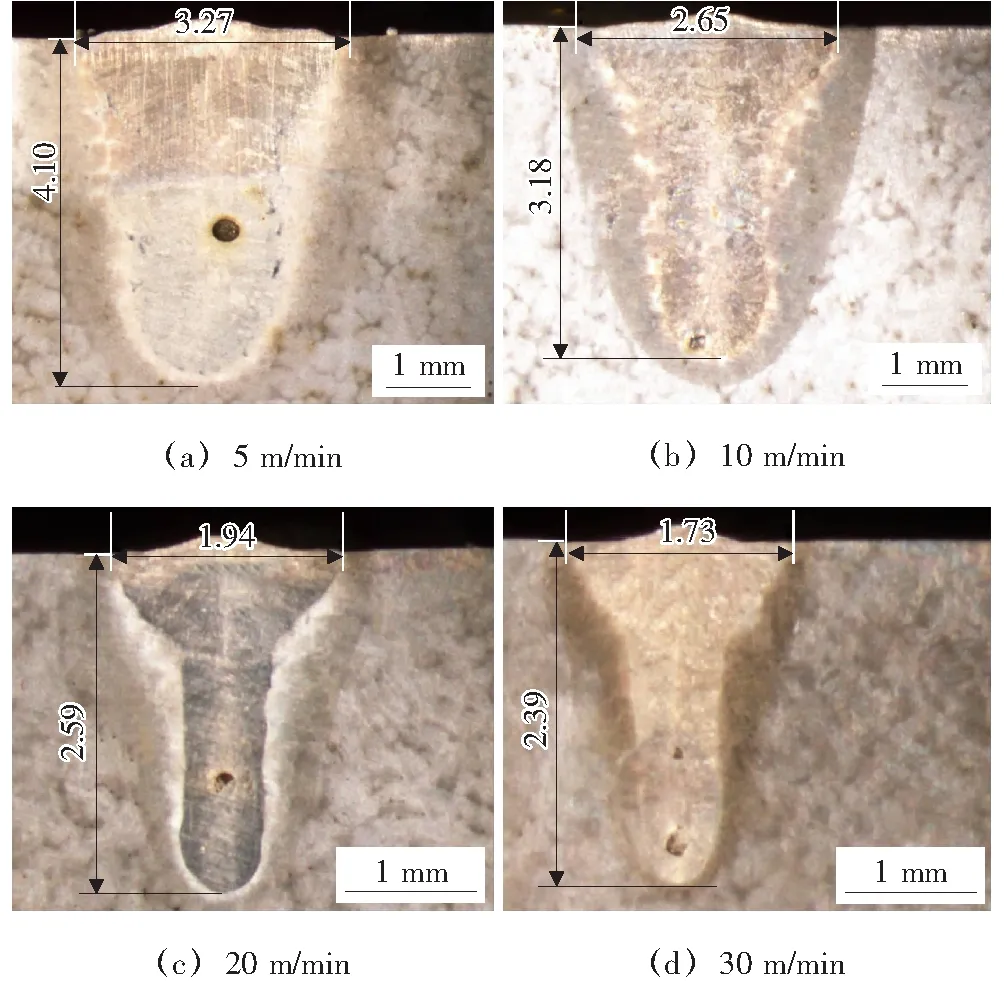
图5 不同焊接速度下焊缝的横截面形貌
当焊接速度从5 m/min增加至30 m/min时,焊缝的熔宽和熔深分别降低了89%和72%,深宽比表现为先降低后增加的变化规律,如图6所示。虽然焊缝的熔宽和深熔随着焊接速度的增加而降低,但是深宽比随着焊接速度的增加而呈现出先降低后增加的变化规律。深宽比是焊缝的熔深与熔宽的综合作用的结果,熔宽增加的幅度低于熔深增加的幅度,因此深宽比增大。分析原因是:当激光功率恒定时,激光对熔池金属的作用力一定,焊接速度的变化影响焊接热输入而不影响熔池金属的作用力,因此深宽比随着焊接速度的增加而增加。
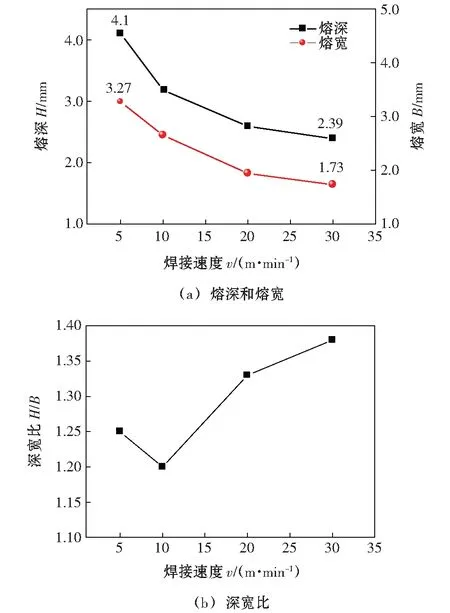
图6 焊接速度对焊缝几何形状的影响
2.3 离焦量对焊缝成形的影响
当激光功率2 kW、焊接速度5 m/min为恒定值时,分析激光的离焦量变化对焊缝成形的影响规律。图7和图8为离焦量分别为0 mm,-2 mm时焊缝的表面形貌和横截面形貌。由图7和图8可以看出,适当地降低激光的离焦量,有利于激光的高能量密度作用于金属表面以下一定深度,因此焊缝的熔宽降低、熔深增大。
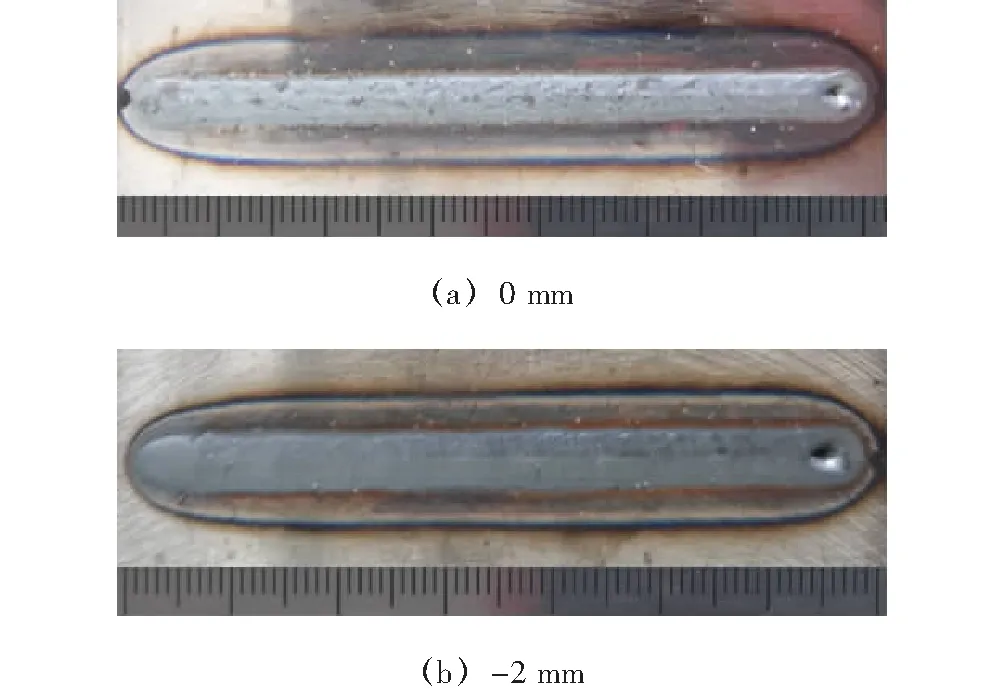
图7 不同离焦量下焊缝表面形貌
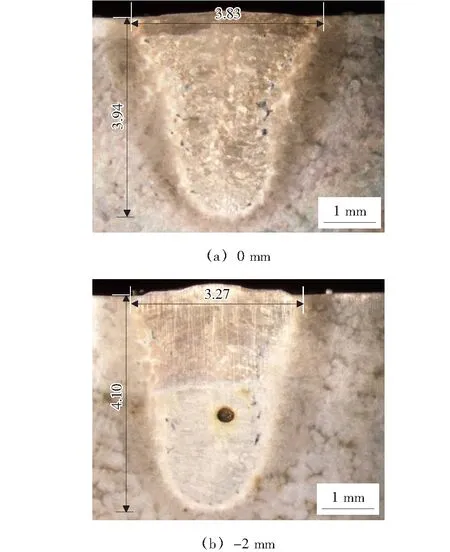
图8 不同离焦量下焊缝的横截面形貌
2.4 激光功率对显微组织的影响
焊接工艺参数影响焊缝显微组织[12]。文中研究激光功率和焊接速度对焊缝区微观组织的影响规律。图9为离焦量和焊接速度恒定时,不同激光功率下焊缝的显微组织形貌。当激光功率0.5 kW时,焊缝显微组织由黑色粗大板条低碳马氏体和白色片状铁素体组成,如图9a所示。随着激光功率的增大,焊缝组织的焊接热输入增加,板条马氏体变得粗大,同时焊缝晶粒密度降低,如图9d所示。
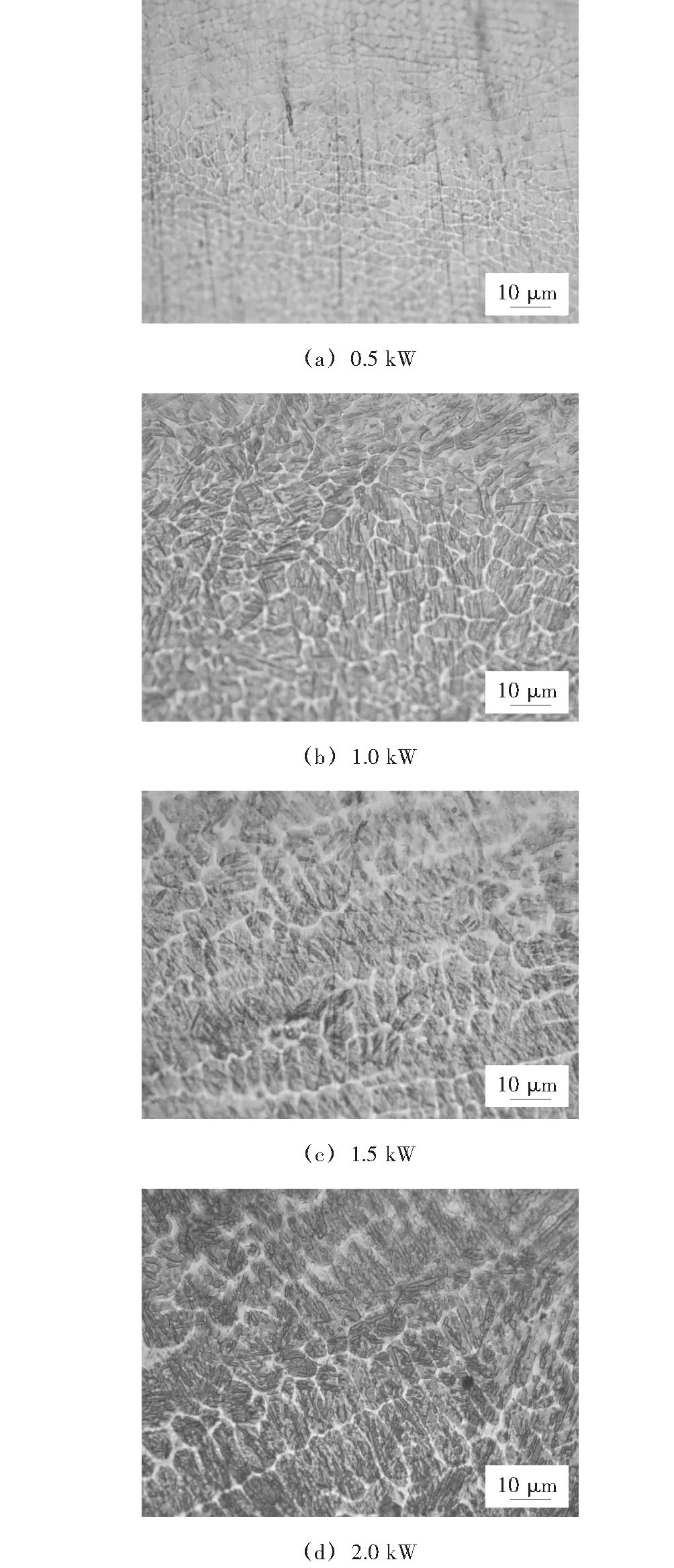
图9 不同激光功率下焊缝的组织形貌
图10为离焦量和激光功率恒定时,不同焊接速度下焊缝的显微组织形貌。当焊接速度为5 m/min时,焊缝显微组织是由粗大马氏体和铁素体组成,如图10a所示。当焊接速度为30 m/min时,马氏体组织变得小而密集,铁素体间隙变小,使得组织更稳定,如图10d所示。
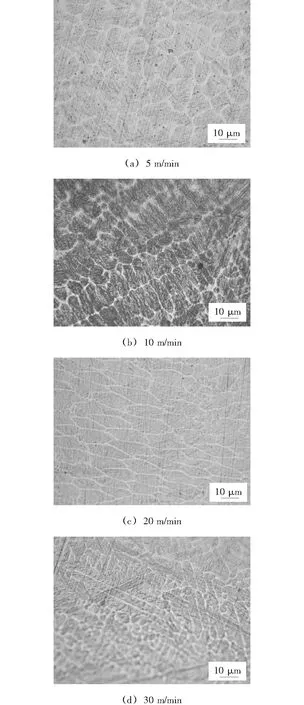
图10 不同焊接速度下焊缝的组织形貌
3 结论
(1)当焊接速度和离焦量恒定时,焊缝的熔深、熔宽和深宽比随着激光功率的增大而增加。焊缝的熔深、熔宽和深宽比分别最高增加了约8倍、2倍、2倍。
(2)当激光功率和离焦量恒定时,焊缝的熔深和熔宽随着焊接速度的增大而降低,熔宽和熔深分别降低了89%和72%。
(3)当激光功率和焊接速度恒定时,降低激光的离焦量,焊缝的熔宽降低、熔深增大。
(4)当焊接速度和离焦量恒定时,随着激光功率的增大,焊缝中板条马氏体变得粗大,晶粒密度降低。
(5)采用大激光功率、负离焦量等焊接工艺参数焊接时,具有深熔焊的特征。
