基于BS 7910的管道环焊缝缺陷工程临界评估研究①
2023-01-12李安
李 安
(国家石油天然气管网集团有限公司建设项目管理分公司,河北 廊坊 065000)
长输油气管道作为经济、便捷的石油天然气传输方式,以X65、X70和X80为代表的高钢级油气管道被广泛采用[1-3]。铁精矿浆体管道主要采用X65钢管管道[4]。由于高钢级管线钢焊接性能较低钢级管线钢差、服役环境恶劣,实际现场焊接过程中管线钢焊接接头中存在大量未熔合或气孔等缺陷,导致高钢级管线钢管运行过程中管道焊缝事故频发[5-7]。
工程临界评估(Engineering Critical Assessment,ECA)是以断裂力学、材料力学、弹塑性力学及可靠性系统工程为基础,以“合于使用为原则”进行的评估[8]。ECA评估承认结构存在构件形状、材料性能偏差和缺陷的可能性,通过应力分析、断裂力学分析、材料力学性能分析、无损检测等,在考虑经济性的基础上,科学分析已存在缺陷对结构完整性的影响,保证结构不发生脆性断裂、塑性垮塌、疲劳断裂等失效。海底管道采用ECA评估技术较多,主要基于环焊缝性能给出缺陷的极限尺寸,为工程提供参考[9-12]。BS 7910[13]作为一种基于双判据的典型缺陷评定方法,适用于高钢级油气管道环焊缝的缺陷评估(主要采用评估失效图(FAD)进行评估)[14]。FAD图的横坐标(塑性失效比率Lr)从力学性能的角度来进行度量,表征结构趋向于塑性失效破坏的程度;FAD图的纵坐标(断裂比率Kr)则从断裂韧性的角度来进行度量,表征裂纹在实际负载作用趋向于断裂失效破坏的程度。
本文针对含缺陷的环焊缝进行工程临界评估(ECA),并采用宽板拉伸试验验证基于规范的ECA结果的可靠性。
1 评估参量
1.1 基本参量
研究所用管道钢级为X70,外径为1 016.0 mm。2种管道的壁厚分别为17.5 mm和21.0 mm,管道运行内压9.5 MPa。管道环焊缝所用焊接工艺为纤维素焊条(AWS A5.1 E6010)根焊,自保护药芯焊丝(AWS A5.29 E81T8-Ni2J H8)填充盖面焊接。
1.2 环焊缝缺陷尺寸与类型
根据无损检测信息确定本评估对象均为含埋藏裂纹管道。使用缺陷容积矩形的高度和长度定义埋藏缺陷,如图1所示,其中2a表示高度,2c表示长度,p表示韧带长度,单位均为mm。错边尺寸选取实际测量值中的最大值,B为管道壁厚,单位为mm,具体尺寸如表1所示。
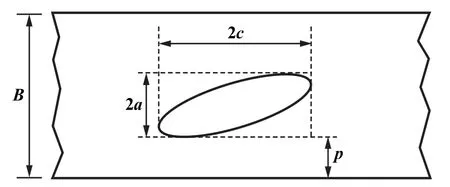
图1 埋藏缺陷位置和尺寸定义

表1 环焊缝缺陷尺寸
1.3 断裂韧性
评估所需断裂韧性通过夏比冲击吸收功(CV)转化而来,同时参考设计验收标准,保守起见,在评估过程中取CV=60 J;采用V形缺口冲击试样,试样尺寸为55 mm×10 mm×10 mm。
根据此次评估环焊缝接头脆性断裂形式,采用在韧-脆转变温度的下平台区,选取韧脆转变曲线的下包络线。对于在下平台脆性区间工作的材料,根据标准BS 7910遵循主曲线方法建立转换关系:

式中Kmat为断裂韧性,N/mm1.5;CV为夏比缺口冲击吸收功,J;B为试样厚度,mm。
评估过程中采用CV=60 J作为初始条件,由式(1)求得Kmat=3 533.27 N/mm1.5。
1.4 材料力学性能
材料屈服强度和抗拉强度取API X70管线钢下限要求:屈服强度σs=485 MPa;抗拉强度σb=570 MPa,弹性模量E=207 GPa;泊松比v=0.3。
1.5 载 荷
本次评估中将对焊缝缺陷进行2种工况条件下的服役安全性评估。
1)服役载荷条件:轴向应力内压引起的轴向应力+温差应力(-25℃)+残余应力(0.4SMYS)+弯曲应力+错边引起的附加应力。
2)极限设计载荷条件:轴向应力(设计极限载荷(0.9SMYS))+残余应力(0.4SMYS)+错边引起的附加应力。
管道服役轴向应力:按照《输气管道工程设计规范》GB 50251—2015附录B,由内压和温度引起的轴向应力按下式计算:
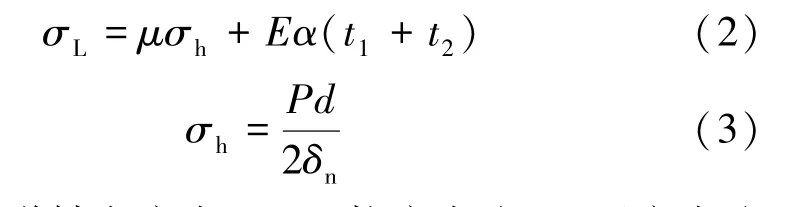
式中σL为管道轴向应力,MPa,拉应力取正,压应力取负;μ为泊松比,取0.3;σh为由内压产生的环向应力,MPa;P为管道设计内压力,MPa;d为管道内径,mm;δn为管道公称壁厚,mm;E为弹性模量,207 GPa;α为钢材线膨胀系数,取1.2×10-5m/(m·℃);t1为管道安装温度,为10℃;t2为管道运行温度,分别为-15℃和
40℃。
管道极限设计载荷:0.9σs=436.5 MPa(API X70,σs=485 MPa)。不同规格的管道服役条件下的轴向应力见表2。保守起见,服役条件下的轴向应力取值见表3。

表2 管道服役条件下的轴向应力

表3 管道服役条件下的轴向应力取值
1.6 残余应力
焊接残余应力会在焊缝位置引起应力集中[15]。根据环焊缝结构形式和裂纹扩展取向,这里只考虑横向残余应力的作用(即平行于裂纹扩展面法线方向、垂直于焊接方向的残余应力的作用)。保守性假设残余应力在管道壁厚方向上的分布是均匀的,并且在结构变形过程中不会发生重分布和释放,根据以往对相应结构的实际测量结果,此处残余应力取0.4σs=194 MPa。
1.7 错边引起的应力集中
根据实测结果和现场施工控制要求,这里错边尺寸选取实际测量值中的最大值。错边的存在会使焊接接头在承受弯曲应力时发生应力变化,结果直接影响到应力强度因子和参考应力。BS 7910以膜应力函数的形式给出了计算弯曲应力的公式。对于同时承受膜应力和弯曲应力的焊接接头,公式只应用于膜应力作用部分。以放大因子km来表示错边的影响,其定义为:

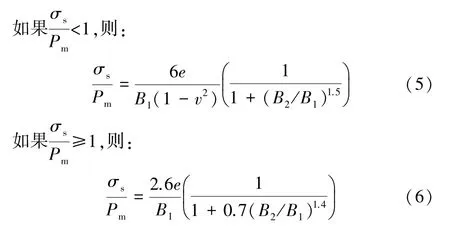
式中e为错边量,mm;B为管道壁厚,mm;σsc为因错边引起的弯曲应力最大值;Pm为一次膜应力;km为放大因子。错边引起的应力集中系数计算如图2所示。
图2 管道环焊缝接头错边应力集中系数计算
2 评估结果分析
依据标准BS 7910,在管道设计服役载荷条件和极限设计载荷条件下对6道含缺陷环焊缝进行了断裂评估。选用Option 2方法进行评估,通过计算断裂比率Kr和塑性失效比率Lr确定评估点位置,如果被评定点落入坐标轴线的评定曲线(包括面积)之内,则该缺陷可以验收;如果被评定点落入评定曲线上或评定曲线之外,则缺陷被判拒收。这个方法适用于各种类型的母材和焊缝,所需要的应力-应变曲线应在对应的服役温度下测试。
表4列出了不同载荷条件下各缺陷的Lr和Kr值,评价结果均为可接受。
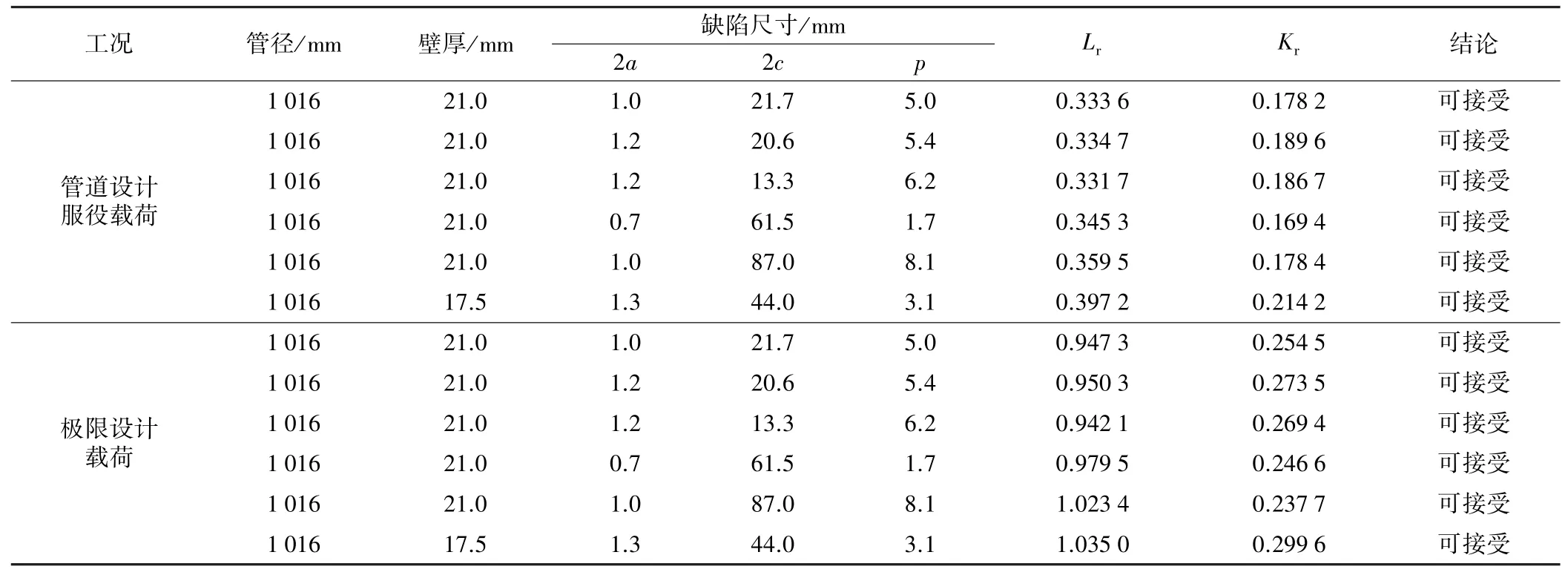
表4 管道设计服役载荷和极限载荷条件下环焊缝缺陷的断裂评估结果
3 宽板拉伸试验验证
3.1 钢管环焊试验
宽板拉伸试验允许的测试材料尺寸更大,能够在更加接近实际工况的情况下反应环焊缝的缺陷容限。
采用直径1 016 mm的X70钢管开展了宽板拉伸试验,环焊缝工艺与评估的含缺陷环焊缝一致。宽板拉伸试样尺寸如图3所示,平行段外弧宽度为620 mm,试样总长4 000 mm,夹头外弧宽度780 mm。
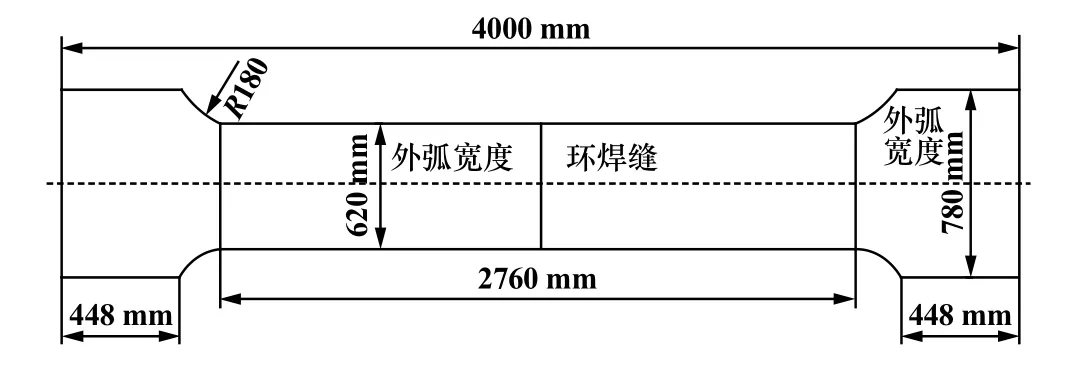
图3 宽板拉伸试样的尺寸
3.2 缺陷制备
焊缝缺陷加工在根焊缝的焊缝中心,缺口加工前采用冷加工的方式去除缺口处焊缝余高,然后对缺陷加工位置处的根焊缝进行抛光和浸蚀,定位缺口位置。采用电火花加工方式,在管材内侧焊缝根焊处制备缺陷。采用电火花加工双台阶缺口时,起始缺口宽度不大于0.6 mm,最终缺口尖端宽度不大于0.3 mm,缺陷长度为焊缝中心处50 mm,深度2 mm,制备的缺陷如图4所示。

图4 宽板拉伸试样缺陷示意图
3.3 试验过程
试验在2 000 t宽板拉伸试验机上进行,宽板拉伸试样通过焊接方式连接到两个可以重复使用的夹头上,拉伸速率1.66 mm/min。依据最低设计温度-19℃,确定本次试验温度为-20℃,试样放在环境箱中,采用液氮制冷。
3.4 试验结果
图5为宽板拉伸试验的应力-位移曲线。拉伸过程中最大力为7 096.9 kN,最大位移量为113.3 mm,拉伸强度664.8 MPa时试件发生断裂,该强度超过了X70钢名义抗拉强度(570 MPa)。

图5 宽板试验拉伸性能曲线
宽板拉伸试验完成后,拆掉环境箱后观察试样断裂位置,发现试样断裂在焊缝处。从焊缝断口可以看出(见图6),断裂过程为:自机加工的缺陷处起裂,向缺陷两边焊缝扩展至断裂。通过宽板拉伸试验发现,在含a=2 mm、2c=50 mm的根焊缝表面机加工缺陷的情况下,焊缝能够承受的极限轴向应力为664.8 MPa,高于基于规范的ECA评估结果,验证了评估结果的可靠性。

图6 宽板拉伸试样断口形貌
4 结 论
1)针对含缺陷的环焊缝进行工程临界评估,在管道工作载荷条件和管道设计极限载荷条件下,当夏比冲击吸收功CV>60 J时,环焊缝中的缺陷尺寸均在可接受范围内。
2)宽板拉伸试验结果进一步验证了环焊缝中各缺陷在评价输入参数条件下是可接受的,表明含缺陷焊接接头的安全裕度较高。
3)基于BS 7910的工程临界评估方法,对管道环焊缝缺陷能作出有效合理的评估,在保证接头力学性能的同时能够避免对缺陷的过度返修,具有较高的经济性。
