HVOF热喷WC-12Co和Ni60涂层在不同攻角下的固体粒子冲蚀行为
2023-01-09奚运涛贾毛张军黄雪萍乔玉龙
奚运涛,贾毛,张军,黄雪萍,乔玉龙
HVOF热喷WC-12Co和Ni60涂层在不同攻角下的固体粒子冲蚀行为
奚运涛1,贾毛1,张军2,黄雪萍3,乔玉龙4
(1.西安石油大学 材料科学与工程学院 西安市高性能油气田材料重点实验室,西安 710065; 2.中国石油长庆油田分公司科技发展部,西安 710021;3. 中国石油长庆油田分公司第二采气厂,西安 710200;4. 中国石油长庆油田分公司第一采气厂,西安 710018)
解决输气管线弯头冲蚀损伤而导致的刺漏问题。采用超音速火焰喷涂(HVOF)方法在20#钢基材上分别制备WC-12Co和Ni60涂层。采用显微硬度计测试基材及涂层截面显微硬度。采用X射线衍射仪(XRD)分析涂层表面成分。采用自制喷射式气固冲蚀试验机开展30°、50°、90° 3种攻角下固体粒子冲蚀(SPE)试验。采用扫描电子显微镜(SEM)观察SPE试验前后表面和截面的微观形貌,开展基材和2种涂层的SPE机理及冲蚀速率研究。在30°攻角下,SPE机理以犁削为主,冲蚀速率受表面硬度的影响较大,20#钢冲蚀速率最大,而WC-12Co涂层的冲蚀速率最小;在50°攻角下,SPE机理为犁削和多冲疲劳混合机理,20#钢的冲蚀速率仍然最大,Ni60涂层和WC-12Co涂层的冲蚀速率相当,均较小;在90°攻角下,冲蚀机理以多冲疲劳损伤为主,WC-12Co涂层的缺陷较少,界面无裂纹,冲蚀速率最小,而Ni60涂层界面处存在裂纹,内部缺陷较多,抗疲劳性能差,冲蚀速率最高。WC-12Co涂层在3种不同攻角下都表现出优异的抗冲蚀性能,为提升输气管线弯头抗冲蚀损伤提供了有力的保障。
WC-12Co涂层;Ni60涂层;冲蚀;攻角;弯头
近年来随着致密气和页岩气等非常规天然气的快速发展,加砂压裂技术取得了长足的进步,裂缝长度和加砂规模均不断增加,天然气单井产量和开发效益显著提升[1-2]。但是,由于井底和井口高生产压差引起的诱导应力,以及高速气流造成的拖曳力作用,使井底的岩层易松动出砂,或将储层改造时裂缝中的压裂砂挤出,从而导致采出天然气中的含砂量增大[3-5]。在高速气流作用下很容易造成输气管线弯头冲蚀损伤,导致刺漏事故频发,给气田安全生产造成一定隐患[6-9]。管道内输送介质为气、液、固多相流,流态为高压、高流速下的冲击流(段塞流),损伤影响因素主要包括管道材质、环境和流体力学3个方面[10]。因多相流冲蚀机理较为复杂,且开采初期产液量较少,水气比较小,可近似为气固双相流的固体粒子冲蚀(SPE)模型开展相关研究[11]。固体粒子冲蚀的影响因素颇多,冲蚀攻角是其中最关键的因素[12-15]。由于大、小攻角下的SPE机制不同,小攻角以微切削为主,而大攻角以多冲疲劳破坏为主,导致同时有效控制管线弯头的冲蚀损伤较为困难[16-18]。
超音速火焰喷涂技术(HVOF)因其焰流速度快、直径收缩小、粉末动能大等特点,使涂层可以获得较高的硬度、致密性和结合强度,显著提高基材的耐磨损和耐腐蚀性能[19-21]。但是,在SPE方面,HVOF涂层不同攻角下的冲蚀机理、冲蚀速率随攻角的变化规律等还存在较大分歧。陈文龙等[22]利用HVOF制备了WC-10Co4Cr涂层,开展了30°、45°、60°不同攻角下的冲蚀机理和质量损失研究,结果表明,冲蚀攻角变化对涂层的冲蚀质量损失影响不明显。王海军等[23]研究了HVOF喷涂WC-Co涂层在30°和90°攻角下的冲蚀磨损情况,结果表明,在相同冲蚀砂量下,30°攻角下的冲蚀速率远低于90°攻角下的冲蚀速率;该研究结果与鲍君峰等[24]关于WC-12Co涂层的冲蚀试验结果一致。李阳等[25]研究了15°、45°、75°、90°攻角下,WC-Co-Cr涂层的冲蚀速率随冲蚀攻角的变化规律,结果表明,当攻角高于45°后,WC-Co-Cr涂层的冲蚀速率显著增大,超过了0Cr13Ni5Mo基材,为基材质量损失的1.3~4.1倍。Wen等[26]研究了Ni60- NiCrMoY复合涂层的冲蚀行为,结果表明,在小冲蚀攻角下涂层和基材的冲蚀由微切削控制,涂层的耐冲蚀性能高于基体;在大冲蚀攻角下涂层表现出明显的脆性断裂,以及裂纹萌生和扩展引起的层状剥落。
从以上研究现状可以看出,HVOF涂层在多种冲蚀攻角下的抗SPE行为和冲蚀速率变化规律尚不明确,无法给地面管线弯头的抗冲蚀防护方案提供有效的数据支撑。为此,本文选用地面管线弯头常用材料20#钢作为基材,利用HVOF技术制备了2种典型的涂层WC-12Co和Ni60,探讨冲蚀攻角对其冲蚀机理和冲蚀速率的影响,为有效解决管线弯头的冲蚀损伤问题提供依据。
1 试验
1.1 试样制备
试验选用地面管线常用材料20#钢作为基材,加工成30 mm×10 mm的圆片试样。试样表面经粗磨、细磨后,放入酒精中超声波清洗30 min,低温烘干,再通过表面喷砂处理提高表面粗糙度,以增加涂层附着力。砂粒为46目棕刚玉,喷枪压力为0.6 MPa。
采用DJ2700超音速火焰喷涂设备在试样表面分别制备WC-12Co和Ni60涂层,2种涂层粉末的化学成分见表1。喷涂过程中采用丙烷作为燃料,氧气作为助燃气,氮气作为送粉载气,喷涂工艺参数见表2。
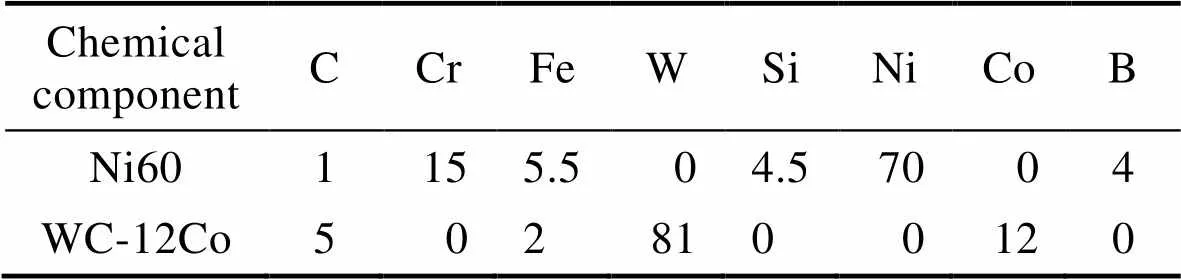
表1 涂层粉末的化学成分
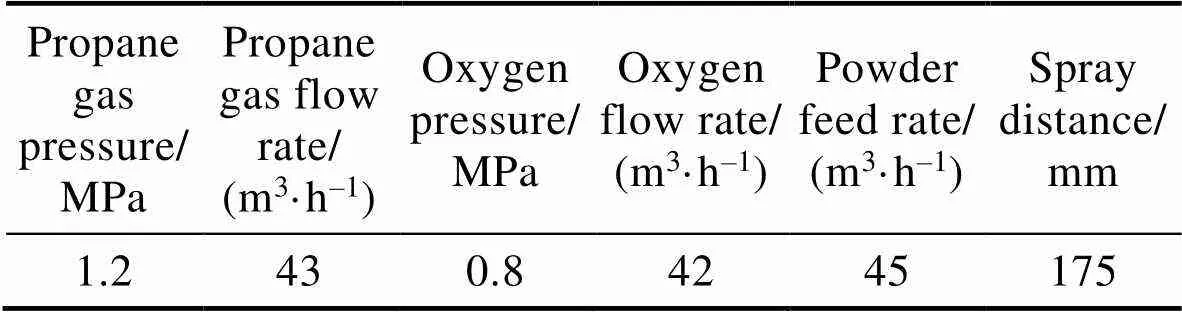
表2 超音速火焰喷涂工艺参数
1.2 性能测试
SPE试验在自制喷射式气固冲蚀试验机(见图1)上进行。试样固定在可旋转夹具上,调整并固定试样角度;固体粒子与压缩空气在混合室内充分混合,经加速管加速并由喷嘴喷出,入射到试样表面,造成表面冲蚀损伤。通过控制分压装置来调整固体粒子速度,通过流量控制器来调整砂量。选用多棱形刚玉砂粒(直径为180~240 μm,硬度为2 000~2 300HV)作为SPE介质,冲蚀试验参数见表3。采用SHIMADZU- AUW220D型分析天平(精度0.1 mg)称量试样冲蚀前后的质量损失。通过失重法计算涂层的冲蚀速率。
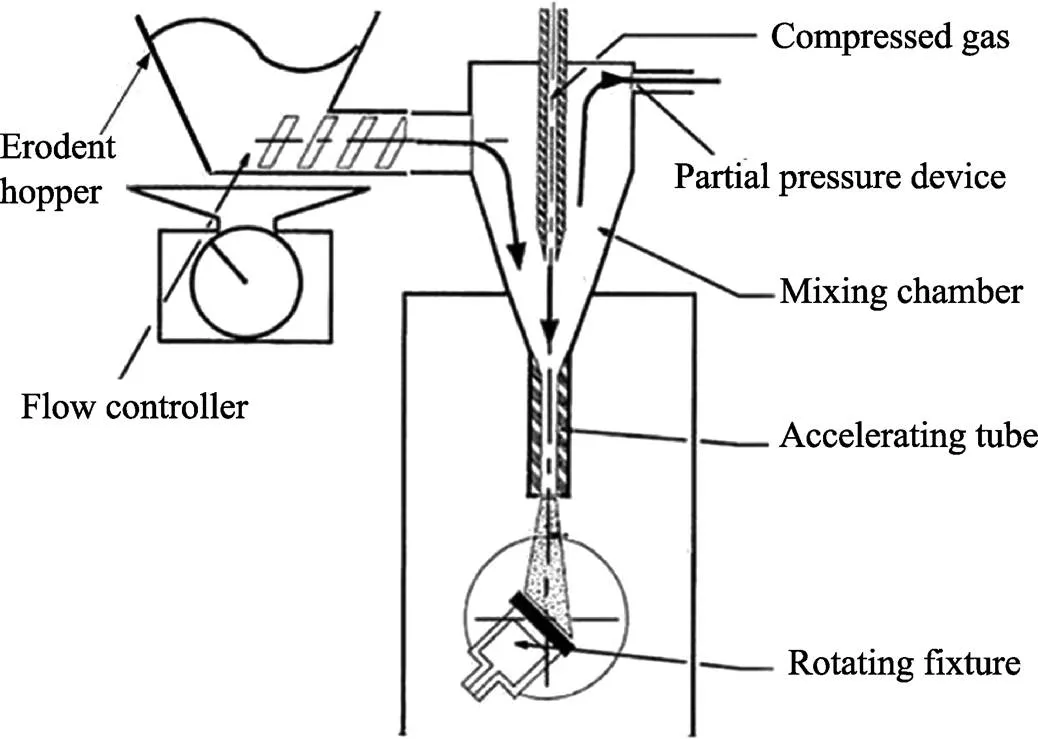
图1 喷射式气固冲蚀试验机示意图
采用Nova NanoSEM450型扫描电子显微镜观察试样表面形貌。采用XRD-6000型X射线衍射仪对试样表面涂层成分进行分析。采用HXD-1000TMC/LCD型显微硬度计测量试样表面硬度,评价静载荷下涂层试样的承载能力,载荷为100 g,保荷时间为15 s。
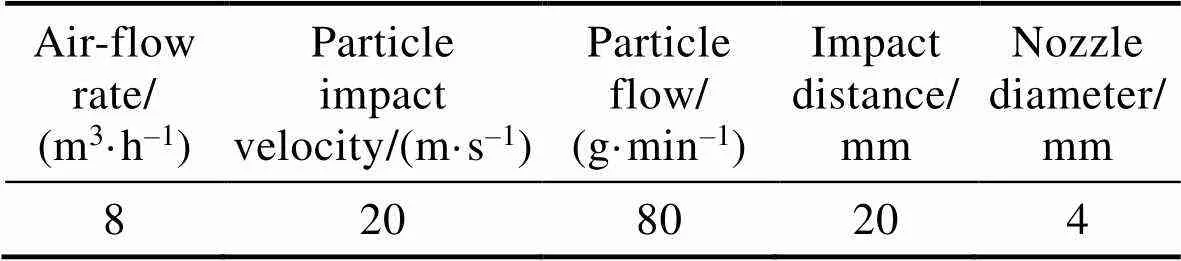
表3 SPE试验参数
2 结果与讨论
2.1 涂层微观形貌及结构
WC-12Co涂层表面SEM形貌和横截面结构如图2和图3所示。由图可以看出,该涂层表面和内部均存在一些细小的微孔,但无微裂纹产生。该结果与Stewart等[27]的试验结果一致。同时,还可以看出WC-12Co涂层的平均厚度约为120 μm,涂层较致密,与基体结合紧密,界面处无明显缺陷。
Ni60涂层表面SEM形貌和横截面结构如图4和图5所示。由图可以看出,该涂层表面缺陷较少,但内部存在一些微孔,分布很不均匀,主要位于涂层的中上部,且大小不一,最大微孔尺寸为WC-12Co涂层微孔的5倍以上。同时,还可以看出Ni60涂层的平均厚度约为180 μm,涂层与基体结合较差,存在连续贯穿性裂纹。

图2 WC-12Co涂层的表面形貌
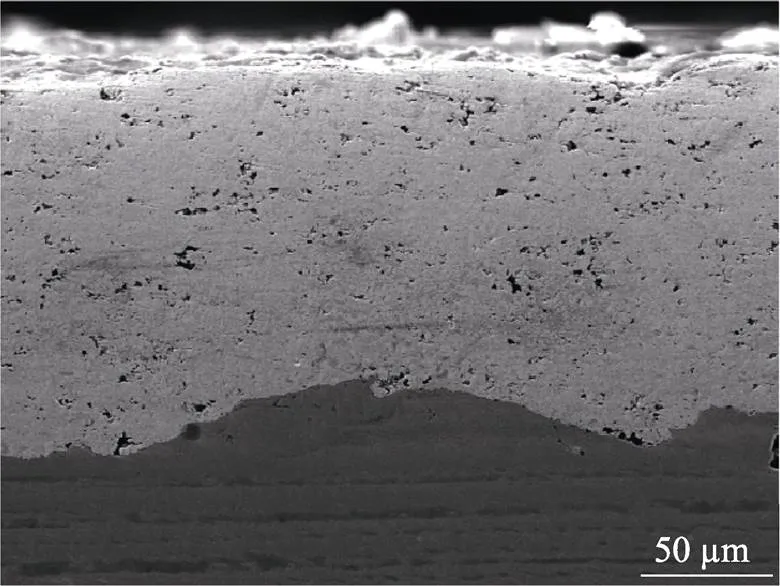
图3 WC-12Co涂层的截面形貌
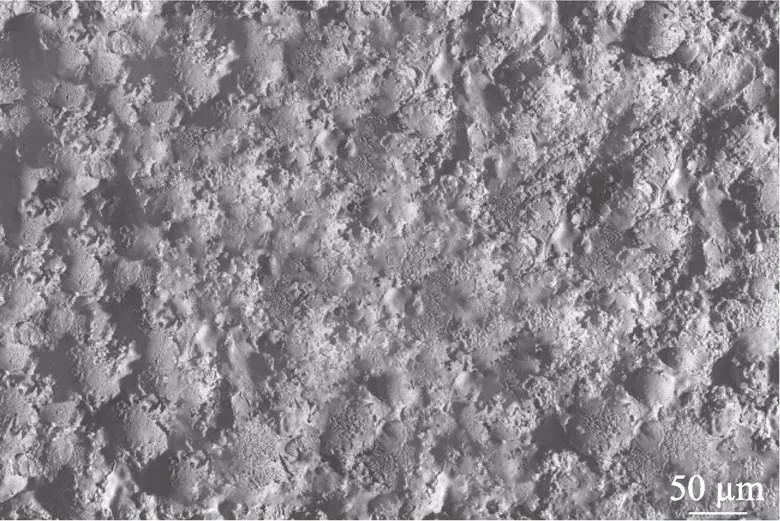
图4 Ni60涂层的表面形貌
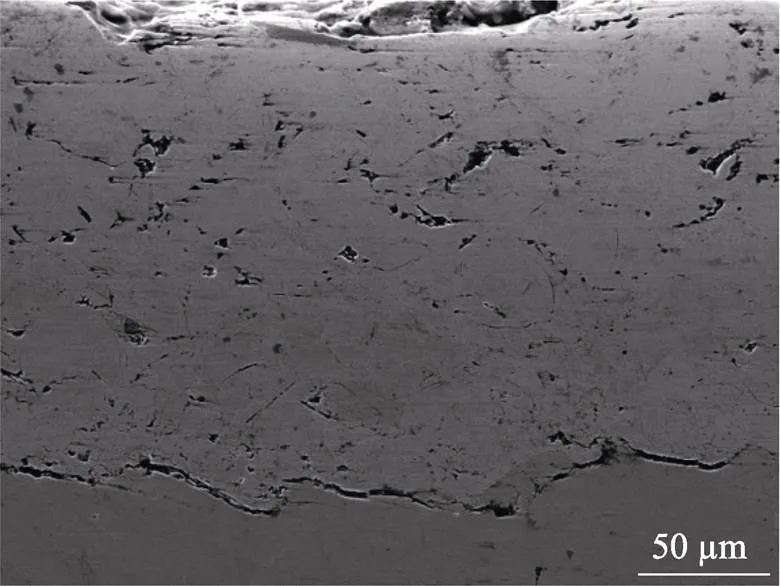
图5 Ni60涂层的截面形貌
2.2 涂层成分分析
2种涂层表面的XRD成分分析结果如图6所示。由图可以看出,WC-12Co涂层表面成分以WC为主,同时还存在W2C和Co,W2C相可能是由于部分WC相脱碳所致。Ni60涂层表面的成分相对比较复杂,主要包括Ni、Ni-Cr-Fe、[Fe,Ni]、FeNi3、NiC、FeNi、Fe-Cr等组成。
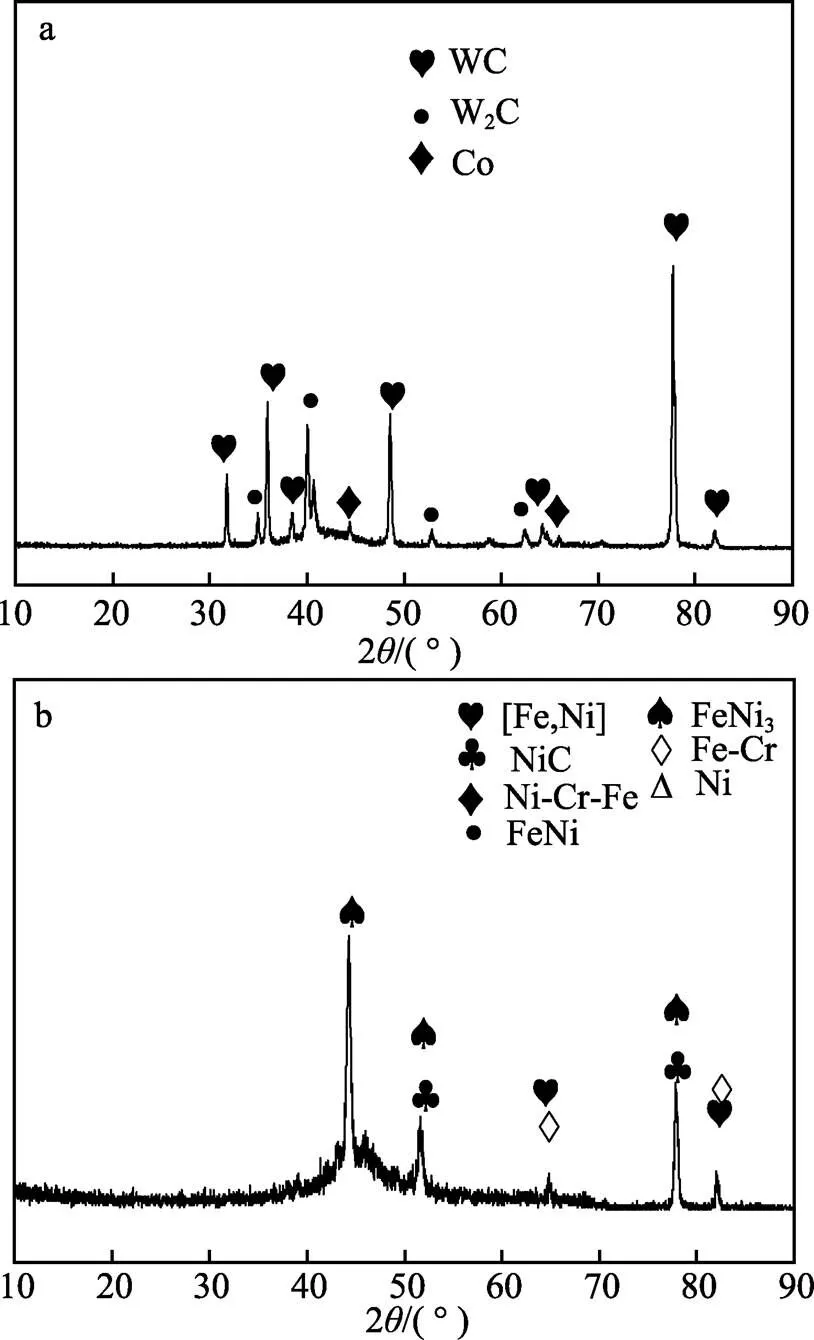
图6 WC-12Co(a)和Ni60(b)涂层的XRD分析结果
2.3 涂层显微硬度测试
分别对20#钢基体、Ni60涂层和WC-12Co涂层进行显微硬度测试,结果见图7。由图可以发现,20#钢基体的显微硬度最低,为139.5HV0.1,Ni60涂层的显微硬度为613.1HV0.1,WC-12Co涂层的显微硬度最高,为1 229.1HV0.1。2种涂层的显微硬度相对基体均显著提高。
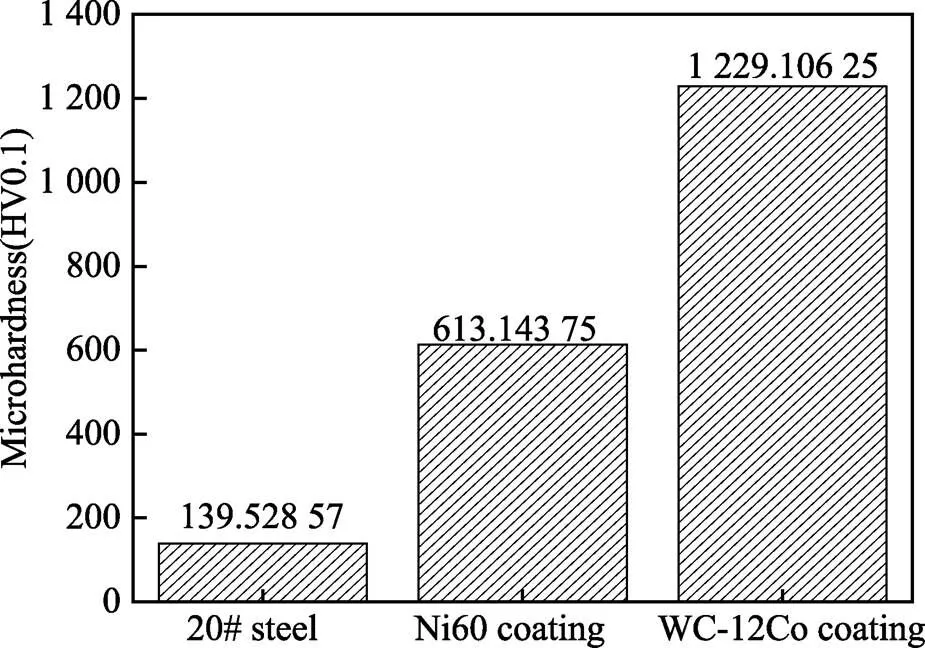
图7 基体及涂层截面的显微硬度
2.4 不同攻角下SPE行为
不同攻角下,基体和2种涂层的SPE冲蚀速率变化规律见图8,冲蚀形貌见图9。由图8可以看出,在30°攻角下,20#钢基材的冲蚀速率最大,为0.040 5 mg/g;其次为Ni60涂层,冲蚀速率为0.028 8 mg/g;WC- 12Co涂层的冲蚀速率最小,为0.010 8 mg/g。结合图9冲蚀形貌分析,可以看出,在小攻角下各试样的表面形貌均为斜向小角度切削,且方向一致。其中,20#钢基材的犁沟最深,切出的金属翻在犁沟的两侧;Ni60涂层表面的犁沟深浅不一,大部分较浅;WC- 12Co涂层表面的犁沟最浅,且较密。在小攻角下各试样的冲蚀机理以犁削为主,因此受涂层表面硬度和结合强度的影响较大。20#钢表面硬度最低,在SPE作用下表面的塑性材料很容易被多棱形砂粒切割翻出,并被气流带走,留下较深的犁沟。Ni60涂层的表面硬度较20#钢有所提高,但涂层存在较多裂纹和微孔等缺陷,导致冲蚀速率略有减小,且表面凹凸不平,犁沟深浅不一。WC涂层硬度最大,在小攻角冲蚀下涂层几乎不会发生塑性变形,且涂层较为致密,缺陷少,涂层表面平整,犁沟较浅。
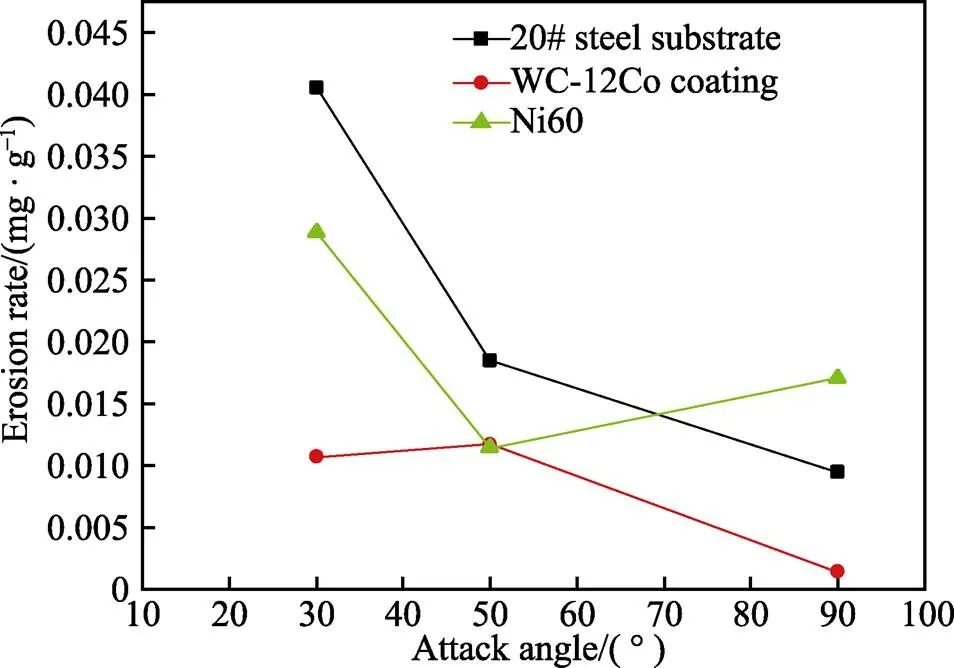
图8 不同角度的冲蚀速率
在50°攻角下,20#钢的冲蚀速率较30°显著下降,但仍然最大,为0.018 5 mg/g;Ni60涂层和WC-12Co涂层的冲蚀速率基本接近,分别为0.011 5 mg/g和0.011 7 mg/g。结合图9冲蚀形貌分析,可以看出,各试样表面犁沟的方向性不明显,主要是因为在固体粒子切向速度作用行程较短,犁削较短;同时,垂直速度对涂层有微小捶击作用,进一步破坏了犁沟的方向性。在50°攻角下各试样的冲蚀机理兼具犁削和多冲疲劳损伤2种机理,因此同时受到表面硬度、塑韧性和结合强度的作用。20#钢的硬度较低,固体粒子的切向分力造成一定短的犁沟,垂直分力又使犁沟变得杂乱;Ni60涂层硬度有所提高,固体粒子造成的犁沟变浅,多冲垂直冲力使犁沟变得更加平整;WC涂层硬度最大,犁沟最浅,多冲造成一定表面疲劳损伤,冲蚀速率与Ni60涂层相当。
在90°攻角下,Ni60涂层的冲蚀速率最大,为0.017 1 mg/g;其次为20#钢基材,冲蚀速率为0.009 5 mg/g;WC-12Co涂层的冲蚀速率最小,为0.001 4 mg/g。在90°攻角下各试样的冲蚀机理为多冲疲劳损伤,主要与试样表面的硬度、塑韧性、涂层/界面结合强度、涂层内部缺陷及分布情况等有关。结合图3、图5和图9微观形貌分析,可以看出,20#钢硬度较低,塑性较好,固体粒子多次冲击下,基体表面出现大量较浅的凹坑,冲蚀速率显著下降;Ni60涂层由于存在较多裂纹和微孔等缺陷,固体粒子垂直冲击下,部分涂层脱落,导致表面凹坑的深浅及面积相差较大,冲蚀速率也最高;WC-12Co涂层虽然硬度最高,具有一定的脆性特征,但该涂层为多层熔滴堆砌结构,具有一定的缓冲作用,且涂层较致密,与基体结合紧密,界面处无明显缺陷,内部均存在一些细小的微孔,但无明显微裂纹,在固体粒子的多次垂直冲击作用下,表面呈现出浅而密的凹坑,分布较均匀,同时,表现出较好的抗疲劳性能,冲蚀速率最低。
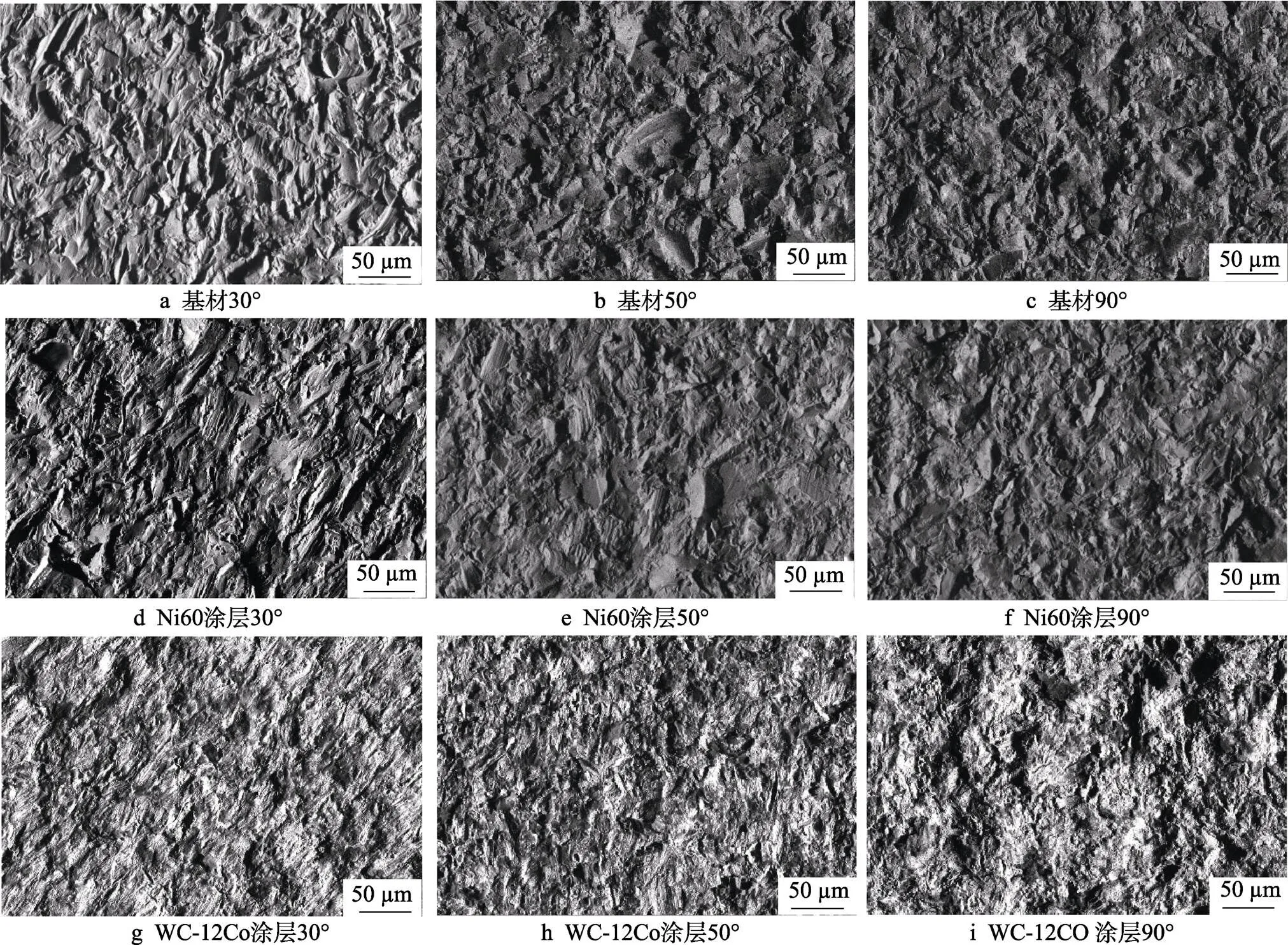
图9 不同角度下涂层和基体的冲蚀形貌
同时,可以看出WC-12Co涂层在30°、50°、90°攻角下均表现出了较好的SPE抗力,尤其是小角度下较20#钢基材提高抗力3.75倍,输气管线弯头存在全角度冲蚀风险。因此,采用WC-12Co涂层对弯头内壁进行防护,能够起到较好的抵抗全角度下SPE损伤,降低刺漏风险的目的。
3 结论
1)Ni60涂层平均厚度约为180 μm,内部存在微孔、裂纹等较多缺陷,分布也不均匀,涂层与基体结合较差;WC-12Co涂层较致密,与基体结合紧密,界面处无明显缺陷,内部均存在一些细小的微孔,但无微裂纹产生。
2)20#钢基体的显微硬度最低,为139.5HV0.1;Ni60涂层和WC-12Co涂层的显微硬度均显著提高,分别为1 229.1HV0.1和613.1HV0.1。
3)在30°攻角下,SPE冲蚀机理以犁削为主,冲蚀速率受表面硬度影响较大,硬度越高,抗SPE性能越好,WC-12Co涂层抗SPE性能最优,20#钢最差;在50°攻角下,SPE冲蚀机理为犁削和多冲疲劳损伤的混合机理,20#钢的冲蚀速率最高,Ni60和WC-12Co涂层的冲蚀速率接近;在90°攻角下,冲蚀机理为多冲疲劳损伤,主要与试样表面的硬度、塑韧性、涂层/界面结合情况、内部缺陷及分布情况等多种因素有关,Ni60涂层界面处存在裂纹,内部缺陷较多,固体粒子垂直冲击作用下,部分涂层脱落,导致冲蚀速率最高;WC-12Co涂层的缺陷较少,界面无裂纹,冲蚀速率最小。
4)采用WC-12Co涂层对输气管线弯头内壁进行防护,能够起到减少SPE冲蚀损伤、降低刺漏风险的目的。
[1] 邹才能, 董大忠, 王玉满, 等. 中国页岩气特征、挑战及前景(一)[J]. 石油勘探与开发, 2015, 42(6): 689-701.
ZOU Cai-neng, DONG Da-zhong, WANG Yu-man, et al. Shale Gas in China: Characteristics, Challenges and Prospects(Ⅰ)[J]. Petroleum Exploration and Development, 2015, 42(6): 689-701.
[2] 赵金洲, 任岚, 蒋廷学, 等. 中国页岩气压裂十年: 回顾与展望[J]. 天然气工业, 2021, 41(8): 121-142.
ZHAO Jin-zhou, REN Lan, JIANG Ting-xue, et al. Ten Years of Gas Shale Fracturing in China: Review and Prospect[J]. Natural Gas Industry, 2021, 41(8): 121-142.
[3] 谢奎, 曾小军, 王雷. 威远区块页岩气排采除砂工艺分析[J]. 钻采工艺, 2019, 42(4): 60-63, 10.
XIE Kui, ZENG Xiao-jun, WANG Lei. Flow-Back Sand Removal Process at Weiyuan Shale Gas Block[J]. Drilling & Production Technology, 2019, 42(4): 60-63, 10.
[4] 潘登, 涂敖, 谢奎. 页岩气地面排采作业初期难点与技术对策[J]. 钻采工艺, 2018, 41(6): 40-42, 45, 7.
PAN Deng, TU Ao, XIE Kui. Difficulties during Shale Gas Well Early-Stage Flow-Back and well-Testing and Technical Solutions[J]. Drilling & Production Technology, 2018, 41(6): 40-42, 45, 7.
[5] 王健. 页岩气长水平井筒流动冲蚀及沉砂规律研究[D]. 成都: 西南石油大学, 2017.
WANG Jian. Study on the Flow Erosion and Sand Deposition Law of Shale Gas in Long Horizontal Wellbore [D]. Chengdu: Southwest Petroleum University, 2017.
[6] 王健刚, 孙巧雷, 严淳鳀, 等. 测试地面流程弯管冲蚀磨损的影响研究[J]. 石油机械, 2021, 49(1): 88-94.
WANG Jian-gang, SUN Qiao-lei, YAN Chun-ti, et al. Study on the Influences of the Erosion Wear of Bend Pipe in Testing Surface Process[J]. China Petroleum Machinery, 2021, 49(1): 88-94.
[7] 周兰, 张红, 陈文康, 等. 页岩气压裂管汇弯头的冲蚀磨损影响分析[J]. 中国安全生产科学技术, 2020, 16(10): 53-58.
ZHOU Lan, ZHANG Hong, CHEN Wen-kang, et al. Analysis on Erosion Wear Effect of Fracturing Manifold Elbow in Shale Gas[J]. Journal of Safety Science and Technology, 2020, 16(10): 53-58.
[8] 刘巨保, 兰乘宇, 丁宇奇, 等. 通径式喷砂器伞键流场仿真与防冲蚀设计[J]. 石油机械, 2017, 45(6): 72-77.
LIU Ju-bao, LAN Cheng-yu, DING Yu-qi, et al. Flow Field Simulation and Anti-Erosion Design of Umbrella Key in Sand Blasting Device[J]. China Petroleum Machinery, 2017, 45(6): 72-77.
[9] 曹学文, 李星標, 樊茵, 等. 固体颗粒冲蚀理论与试验研究进展[J]. 油气储运, 2019, 38(3): 251-257.
CAO Xue-wen, LI Xing-biao, FAN Yin, et al. Progress of Theory and Test Studies on the Erosion of Solid Particles[J]. Oil & Gas Storage and Transportation, 2019, 38(3): 251-257.
[10] 原徐杰. 油气输送管道内冲刷腐蚀的研究进展[J]. 电镀与涂饰, 2016, 35(20): 1091-1094.
YUAN Xu-jie. Research Progress of Erosion Corrosion of Oil and Gas Pipeline[J]. Electroplating & Finishing, 2016, 35(20): 1091-1094.
[11] 谢明, 吴贵阳, 张强. 长宁页岩气含砂介质冲蚀问题研究[C]//2018年全国天然气学术年会论文集(03非常规气藏). 福州, 2018: 258-264.
[12] 侯素娟, 李新梅, 梁存光. 冲蚀角对等离子喷涂WC-12Co涂层冲蚀磨损的影响[J]. 热加工工艺, 2020, 49(16): 109-113.
HOU Su-juan, LI Xin-mei, LIANG Cun-guang. Effect of Erosion Angle on Erosion Wear of Plasma Sprayed WC-12Co Coatings[J]. Hot Working Technology, 2020, 49(16): 109-113.
[13] ZHANG Xing-yi. Comparison on Multi-Angle Erosion Behavior and Mechanism of Cr3C2-NiCr Coatings Sprayed by SPS and HVOF[J]. Surface and Coatings Technology, 2020, 403: 126366.
[14] OKA Y I. Impact-Angle Dependence and Estimation of Erosion Damage to Ceramic Materials Caused by Solid Particle Impact[J]. Wear, 2009, 267(1-4): 129-135.
[15] ZHANG Zhe-yuan. Experimental Study on Water Droplet Erosion Resistance of Coatings (Ni60 and WC-17Co) Sprayed by APS and HVOF[J]. Wear, 2019, 432-433: 202950.
[16] 王东生, 田宗军, 王松林, 等. 等离子喷涂WC颗粒增强Ni基涂层组织及抗冲蚀性能[J]. 热加工工艺, 2012, 41(4): 136-139.
WANG Dong-sheng, TIAN Zong-jun, WANG Song-lin, et al. Microstructure and Erosion Resistance of WC Particles Reinforced Ni-Based Plasma-Sprayed Coating[J]. Hot Working Technology, 2012, 41(4): 136-139.
[17] 刘琦峰, 章德铭, 程旭莹, 等. 几种热喷涂封严涂层的冲蚀磨损行为研究[J]. 热喷涂技术, 2019, 11(3): 57-62.
LIU Qi-feng, ZHANG De-ming, CHENG Xu-ying, et al. Research on Erosion Wear Behavior of Several Seal Coatings Prepared by Thermal Spraying[J]. Thermal Spray Technology, 2019, 11(3): 57-62.
[18] 吴玉萍, 杲志峰, 龙伟漾, 等. 冲蚀角对超音速火焰喷涂Cr3C2-NiCr涂层冲蚀磨损行为的影响[J]. 焊接学报, 2021, 42(5): 29-35, 99.
WU Yu-ping, GAO Zhi-feng, LONG Wei-yang, et al. Effect of Impingement Angle on Erosion Wear Behavior of HVOF Cr3C2-NiCr Coating[J]. Transactions of the China Welding Institution, 2021, 42(5): 29-35, 99.
[19] HUANG Yan. Slurry Erosion Behaviour and Mechanism of HVOF Sprayed Micro-Nano Structured WC-CoCr Coatings in NaCl Medium[J]. Tribology International, 2020, 148: 106315.
[20] 苏静雨, 蔡洪能, 魏志远, 等. 滑靴耐磨减摩涂层制备[J]. 精密成形工程, 2020, 12(1): 138-142.
SU Jing-yu, CAI Hong-neng, WEI Zhi-yuan, et al. Preparation of Wear-Resistant and Antifriction Coating for Slipper[J]. Journal of Netshape Forming Engineering, 2020, 12(1): 138-142.
[21] VASHISHTHA N. Tribological Behaviour of HVOF Sprayed WC-12Co, WC-10Co-4Cr and Cr3C2–25NiCr Coatings[J]. Tribology International, 2017, 105: 55-68.
[22] 陈文龙, 刘敏, 韩滔. 低温超音速火焰喷涂WC-10Co4Cr涂层的抗泥浆冲蚀性能[J]. 有色金属工程, 2016, 6(2): 1-5.
CHEN Wen-long, LIU Min, HAN Tao. Anti-Slurry Erosion Performance of WC-10Co4Cr Coatings Sprayed by LT- HVOF[J]. Nonferrous Metals Engineering, 2016, 6(2): 1-5.
[23] 王海军, 韩志海, 王建, 等. 超音速等离子喷涂WC-Co涂层性能研究[J]. 装甲兵工程学院学报, 2006, 20(1): 85-89.
WANG Hai-jun, HAN Zhi-hai, WANG Jian, et al. Study on the Performance of Supersonic Plasma Sprayed WC-12Co Coatings[J]. Journal of Academy of Armored Force Engineering, 2006, 20(1): 85-89.
[24] 鲍君峰, 于月光, 刘海飞. HVOF喷涂WC/Co涂层冲蚀磨损机理研究[J]. 矿冶, 2006, 15(1): 24-28, 12.
BAO Jun-feng, YU Yue-guang, LIU Hai-fei. Study on Erosion Wear Mechanisms of WC/Co Coating Prepared by HVOF[J]. Mining and Metallurgy, 2006, 15(1): 24-28, 12.
[25] 李阳, 刘阳, 段德莉, 等. HVOF热喷WC-Co-Cr涂层在不同攻角下的料浆冲蚀行为[J]. 中国表面工程, 2011, 24(6): 11-18.
LI Yang, LIU Yang, DUAN De-li, et al. Slurry Erosion Behavior of HVOF Sprayed WC-Co-Cr Coatings at Different Impingement Angle[J]. China Surface Engineering, 2011, 24(6): 11-18.
[26] WEN Z H. Corrosion Resistance of Vacuum re-Melted Ni60-NiCrMoY Alloy Coatings[J]. Journal of Alloys and Compounds, 2017, 711: 659-669.
[27] STEWART D A, et al. Microstructural Evolution in Thermally Sprayed WC-Co Coatings: Comparison between Nanocomposite and Conventional Starting Powders[J]. Acta Materialia, 2000, 48(7): 1593-1604.
Solid Particle Erosion Behavior of HVOF Thermal Spray WC-12Co and Ni60 Coatings at Different Angles of Attack
1,1,2,3,4
(1. Xi'an Key Laboratory of High Performance Oil and Gas Field Materials, School of Material Science and Engineering, Xi’an Shiyou University, Xi'an 710065, China; 2. Department of Science and Technology Management, Changqing Oilfield Company, CNPC, Xi'an 710021, China; 3. No.2 Gas Production Plant, Changqing Oilfield Company, CNPC, Xi'an 710200, China; 4. No.1 Gas Production Plant, Changqing Oilfield Company, CNPC, Xi'an 710018, China)
In order to solve the problem of penetration and leakage caused by erosion damage of elbow of gas transmission pipeline, it is found that there are many influencing factors of solid particle erosion, and the erosion attack angle is one of the most key factors. In view of the above problems, two kinds of coatings, such as WC-12Co and Ni60, were prepared on 20# steel substrate by DJ2700 high-velocity oxygen-fuel spraying (HVOF) equipment. The microstructure of the coating surface and section were observed by Nova Nano SEM450 scanning electron microscope (SEM). HXD-1000TMC/LCD microhardness tester was used to measure the hardness of coating section. XRD-6000 X-ray diffractometer (XRD) was used to analyze the coating composition of the surface coating of the samples. The self-made jet gas-solid erosion tester was used to carry out the solid particle erosion (SPE) test at three attack angles of 30°, 50° and 90°, and the micro morphology of the surface before and after the SPE test was observed by scanning electron microscope (SEM). The SPE mechanism and erosion rate of the substrate and the two coatings were studied through comprehensive analysis of the above test data. The results the microhardness of 20# steel substrate was the lowest, which was 139.5HV0.1. The microhardness of Ni60 coating and WC-12Co coating were significantly improved, which were 1 229.1HV0.1 and 613.1HV0.1, respectively. At the angle of attack of 30°, the SPE mechanism is mainly ploughing, and the erosion rate is greatly affected by the surface hardness. The erosion rate of 20# steel substrate is the largest, which is 0.040 5 mg/g, followed by Ni60 coating, which is 0.028 8 mg/g, and the erosion rate of the WC-12Co coating is the smallest, which was 0.010 8 mg/g. The WC coating has the highest hardness. At small angle of attack SPE, the coating basically does not have plastic deformation, and the coating is denser with few defects. The coating surface is flat and the furrow is shallow. At the angle of attack of 50°, the SPE mechanism is a mixed mechanism of ploughing and multi-impact fatigue. The erosion rate of 20# steel is significantly lower than that of 30°, but it is still the largest, which is 0.018 5 mg/g; The erosion rates of Ni60 coating and WC-12Co coating are basically similar, which are 0.011 5 mg/g and 0.011 7 mg/g respectively. At 90° angle of attack, the erosion rate of Ni60 coating is the highest, which is 0.017 1 mg/g, followed by 20# steel substrate, which is 0.009 5 mg/g, and the erosion rate of WC-12Co coating is the lowest, which is 0.001 4 mg/g. The erosion mechanism is mainly multi-impact fatigue damage. The WC-12Co coating has few defects, no cracks at the interface, and the erosion rate is the lowest, while Ni60 coating has cracks at the interface, many internal defects, poor fatigue resistance and the highest erosion rate. The WC-12Co coating shows excellent erosion resistance under three different attack angles, which provides a strong guarantee for improving the erosion resistance of gas pipeline elbow.
WC-12Co coating; Ni60 coating; erosion; angle of attack; pipeline elbow
TH117
A
1001-3660(2022)12-0109-07
10.16490/j.cnki.issn.1001-3660.2022.12.010
2021–10–27;
2022–02–20
2021-10-27;
2022-02-20
陕西省重点学科专项资金资助项目(YS37020203);西安石油大学青年科研创新团队建设项目(2019QNKYCXTD14);西安石油大学研究生创新与实践能力培养计划资助项目(YCS20212110)
Supported by Shaanxi Key Disciplines Special Fund (YS37020203); Young Scientific Research and Innovation Team of Xi'an Shiyou University (2019QNKYCXTD14); Postgraduate Innovation and Practical Ability Training Program of the Xi'an Shiyou University (YCS20212110)
奚运涛(1978—),男,博士,教授,主要研究方向为腐蚀与防护及表面工程技术。
XI Yun-tao (1978-), Male, Doctor, Professor, Research focus: corrosion and protection and surface engineering technology.
奚运涛, 贾毛, 张军, 等. HVOF热喷WC-12Co和Ni60涂层在不同攻角下的固体粒子冲蚀行为[J]. 表面技术, 2022, 51(12): 109-115.
XI Yun-tao, JIA Mao, ZHANG Jun, et al. Solid Particle Erosion Behavior of HVOF Thermal Spray WC-12Co and Ni60 Coatings at Different Angles of Attack[J]. Surface Technology, 2022, 51(12): 109-115.
责任编辑:万长清
