声阻法胶接结构缺陷实时成像检测
2023-01-08迟大钊郭涛张闰琦张涛申浩
迟大钊,郭涛,张闰琦,张涛,申浩
(1.哈尔滨工业大学,先进焊接与连接国家重点实验室,哈尔滨,150001;2.国家高速列车青岛技术创新中心,青岛,266000)
0 序言
胶接结构是一种连接效率高、可以将所受载荷均匀分布的连接方式,常用于复合材料连接.由于具有较高的比强度和较好的疲劳性能,复合材料胶接结构在建筑行业、汽车、航空航天及芯片领域被大量应用[1-2].胶接结构在辅助点焊以及钎焊中也有相关研究及应用.赵磊等人[3]对石英纤维复合材料与因瓦合金的胶接辅助钎焊连接进行了研究,通过表面涂覆活性胶改性的方法,实现了石英纤维复合材料与因瓦合金的胶接辅助钎焊连接;王铭茂等人[4]针对激光胶接复合点焊工艺特性进行了研究,解决不同粘度胶粘剂的胶焊工艺缺陷问题,扩大激光胶接复合点焊技术的应用范围.胶结结构往往是整个构建的薄弱环节,是应力集中的区域,容易产生脱粘、分层等缺陷,降低结构的力学性能.因此,对胶结结构连接质量的无损检测是非常重要的.针对胶结结构,王强等人[5]提出一种利用载频信息增强特征信号能量的谐振超声编码检测方法.Latifa等人[6]采用超声导波对金属/胶粘剂/碳-环氧复合结构进行了检测研究,结果表明通过兰姆波色散曲线可以确定样品的粘接质量.Bengisu 等人[7]采用高频、高分辨率声学显微镜评估了复合材料胶接结构中的粘接质量.结果表明,声学显微镜中使用的高频聚焦换能器可以对粘接质量进行有效评估.通过数据的后处理,可以识别胶接结构中的弱结合缺陷.
声阻法是一种不需要使用耦合剂的无损检测方法,在胶接结构检测中得到了应用.Cawley[8-9]对声阻法检测原理、方法、检测精度进行了深入研究.Koleva 等人[10]为了表征不饱和聚酯树脂的固化过程,对树脂试件进行了机械阻抗测量.试验结果表明,当粘度在较宽的范围内变化时,机械阻抗谱法具有很好的分辨率.有人也研究了蜂窝结构的声阻法检测,发现了结构脱粘会使结构固有频率减小的现象,并实现了对蜂窝结构中缺陷的检测[11-12].
声阻法商用设备所得到的检测数据一般为被测结构上单点的一维振动信号,获取的缺陷信息量有限,难以有效对缺陷整体形貌进行评定.为了得到更为全面、直观的缺陷信息,文中构建了基于声阻法的实时成像检测系统.对铝合金/环氧树脂/铝合金三明治复合胶接结构进行了检测,并和常规超声C 扫描检测方法进行了对比.
1 声阻法检测原理
声阻法是振动检测法的一种,即利用被检测物体的振动特性,来检测物体内部的缺陷.声阻法探头结构如图1 所示.由于缺陷部位和非缺陷部位的振动状态不同,其发出的声音也会不同.其原因是缺陷部位和非缺陷部位的振幅、振动频率及振动的持续时间不同.将探头接触工件,发射晶片会发出振动信号,使被检测工件产生振动.工件振动产生振动阻抗会对探头的接收晶片产生一个反作用,从而作为换能器的负载.当换能器负载状态改变时,负载阻抗的变化将引起换能器的总阻抗的变化,从而产生换能器的共振频率、频率位相等频率以及固定频率下输出电压幅值等特性的改变.通过对换能器状态变化的测量来判断被检测结构本身阻抗的变化,从而达到缺陷识别的目的.声阻法不需要使用耦合剂,且因探头与工件接触点小而适于不规则工件或曲面材料的检测,对脱胶、内部变形和复合材料结构内部的缺陷检测效果好.
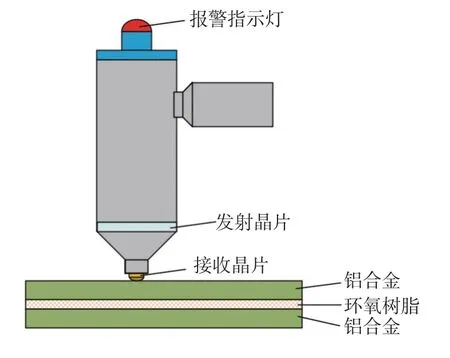
图1 声阻法探头结构示意图Fig.1 Transducer for acoustic impedance method
2 声阻法成像检测系统构建
2.1 声阻法检测仪
文中所采用的检测仪器为Sonic BondMasterTM声学综合检测仪,主要用于检测多种类型的材料例如石墨、冲积土、玻璃纤维、硼、金属、环氧树脂等结构组件结合处的声振检测,对复合材料内部的分层、脱粘及脱胶等缺陷可以实现快速、可靠的点式检测.采用声学综合检测仪的机械阻抗分析模式.在检测前对探头进行设置,探头频率从2.5 到70 kHz之间连续扫描,并确定合适的工作频率.设定此固定频率为探头的工作频率,并进行扫查检测.仪器采用坐标方式同时显示幅度与相位,从而能在测定不连续大小的同时区分其深度.完好区信号幅度大于缺陷区,即选择的工作频率接近完好区的谐振频率,因而当探头在完好区域移动时,信号幅值较高;当遇到缺陷时,信号幅值降低.适当调节报警闸门的位置和大小,即可进行检测.
2.2 实时成像检测方法设计
为了获取胶接结构声阻法检测二维图像,文中设计了一种基于双编码器的手持式成像扫查器.扫查器外观如图2 所示.扫查器前端安装探头,后端两轮的设计,采用手推的方式移动小车,移动小车使探头的移动轨迹遍布整个检测区域,就可以绘制出对应检测区域的检测图像.

图2 手持式扫查器Fig.2 Handheld scanner
手持式扫查器成像检测的工作原理如图3 所示.双编码器在检测小车车轮驱动下,实时记录小车与被检测体的相对位置.利用检测小车车轮与探头的固定位置关系,实时给出探头和被检测工件的相对位置坐标.

图3 手持式扫查器工作原理Fig.3 Working principle of the scanner
假设经历时间Δt后,小车绕轴中心转动了θ角度,则有

式中:小车两轮的速度分别由两部分组成,一部分是小车平移的速度,另一部分是小车转动的线速度.为左轮的速度,为右轮的速度,为左轮平移速度在x轴的分量,y˙L为左轮平移速度在y轴的分量,为右轮平移速度在x轴的分量,为右轮平移速度在y轴的分量.当获得与的值以及角度θ后,两方程联立,可以解出转动的角速度 θ˙以及平动的速度然后进行积分可以获得探头的位移和位置坐标.每经过一个短暂的时间间隔,在当前位置绘制一个像素点,当有没有探头经过的位置,可以将小车移动到该位置继续扫查,直到将区域全部扫查完毕.
2.3 成像检测系统设计
系统的整体结构如图4 所示.缺陷声阻信号通过数据采集卡来获得.数据采集卡一端与声阻检测仪的输出接口连接,另一端与计算机连接.声阻检测仪的输出接口为I/O 接口,其输出的是基于TTL 电平的模拟信号.输出的模拟信号通过采集卡实现A/D 转换转换为数字信号,即电压值,并导入到计算机中.计算机将缺陷信号与位置信号进行结合,形成缺陷的二维图像.基于C++编写了数据处理系统以及成像系统.数据处理系统将脉冲采集模块所检测到的脉冲信号和数据采集卡获得的电压信号进行接收,并进行处理获得缺陷信息以及位置信息.之后将缺陷信息与位置信息结合并以图像的形式呈现出来.

图4 声阻法成像系统结构Fig.4 System structure for acoustic impedance method
程序流程如图5 所示,按下程序开关键,首先程序会检测是否已经将采集卡连接到计算机.当采集卡连接到计算机后,程序会对数据进行处理,获得此时刻的位置坐标,然后程序检测此时探头的电压值,并进行判定.如果电压值高于4 V,即探头报警,表明该位置有缺陷,则在此位置画一红色像素点,如果电压值低于4 V,则探头未报警,表明该位置是完好的,没有缺陷,就画一个绿色的点.然后程序过20 ms 后继续执行这个循环,直到接收到停止检测的指令,就停止检测.完好区的波形幅值小于缺陷区的波形幅值.通过波形幅值可以区分完好区和缺陷区.
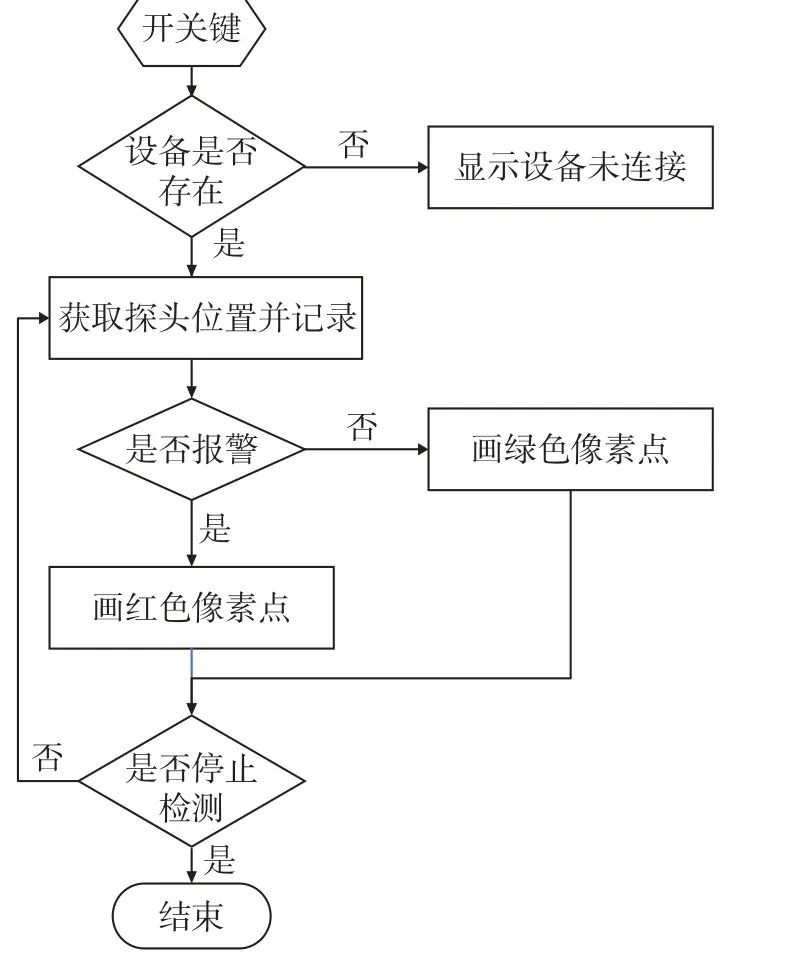
图5 成像检测流程图Fig.5 Flow chart of imaging procedure
3 胶接结构试件检测结果及分析
3.1 胶接结构试件及检测方法
试件为铝合金/环氧树脂/铝合金三明治胶接结构,两侧为厚度1 mm 的铝合金板,中间为厚度0.5 mm 的环氧树脂粘接材料,如图6 所示.该类胶接结构缺陷主要为两种,一种是环氧树脂粘接材料填充不满,另一种是粘接材料与铝合金表面脱粘.三层结构形成两个界面,脱粘缺陷经常在界面处分布,填充不足缺陷在整个环氧树脂厚度方向可均有分布.分别采用常规超声C 扫描成像检测方法及文中开发的声阻成像检测方法对试件进行检测,并将结果进行分析对比.由于环氧树脂声学检测特性较差,分别采用两侧入射的方法(即A 面、B 面检测)对双界面进行成像检测.
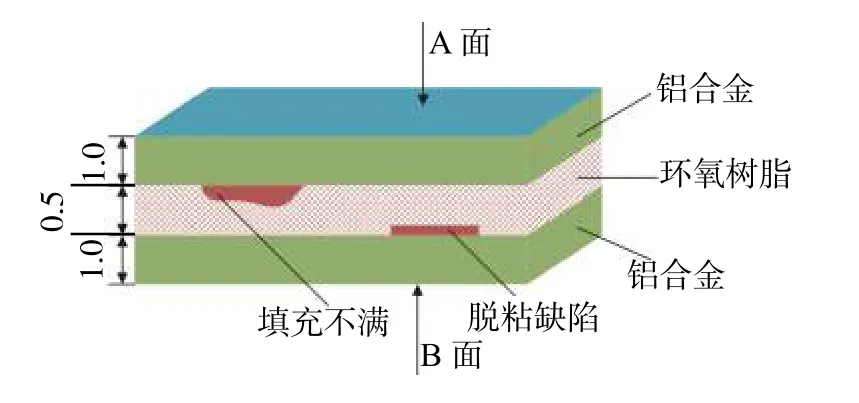
图6 胶结结构测试件示意图Fig.6 Schematic of the test block
3.2 试验结果及分析
首先对胶接结构试件的脱粘缺陷进行了声阻法检测,采用不同增益对试件进行了检测,得出的完好区与缺陷区的信号成像底层数据如图7 所示.声阻检测仪采用横纵坐标的形式显示探头检测信号的幅度与相位,横坐标表示信号的幅度,纵坐标表示信号的相位,图中黑色矩形表示探头所检测到的信号幅值与相位信息.探头处于完好区与缺陷区时,接收到的信号幅度会有较为明显的差别,如图7 所示.信号是否进入闸门内,即图7 中下方框内,会使声阻检测仪的输出信号产生差异.当探头处于缺陷区域时,信号处于闸门内,输出为高电平,电压值为4 V 以上,当探头处于完好区域时,信号处于闸门外,输出低电平,电压值为4 V 以下,通常为1-2 V.完好区和缺陷区声阻信号幅值差距较大,输出的电压值差别也较大,可有效进行分辨.对胶接结构试件缺陷进行了超声C 扫描检测,并获得了缺陷区的成像底层数据A 扫信号,如图8 所示.工件两侧铝板和填充环氧树脂形成两个异质界面,超声波经过各界面时会发生反射及透射.同时,由于各物质层厚度低于1 mm,声波在各界面处会发生多次反射现象,所得到的A 扫描信号呈现的波形复杂,工件上表面波与底面反射波之间存在多界面多反射波峰,不利于界面信号的提取与检测参数设定.对于脱粘缺陷而言,完好区的界面为铝合金/环氧树脂界面,缺陷区的界面为铝合金/空气,从信号波幅上看,前者要小于后者.对于波形幅值高于完好区的的区域,幅值比完好区的幅值高0.2 V 以上时,则判定为缺陷信号,幅值与完好区幅值之差低于0.2 V 时,则判定为非缺陷信号.通过波形幅值判读,结合标准反射体检测灵敏度,可以初步区分完好区和缺陷区,并设定检测参数.

图7 声阻法成像底层数据Fig.7 Data for acoustic impedance imaging method.(a) defect area;(b) non-defect area

图8 超声C 扫描成像底层数据Fig.8 Data for ultrasonic C-scan
采用声阻法及超声水浸聚焦式C 扫描方法,分别从实际胶接结构的A、B 两面进行成像检测.声阻法检测条件:声阻检测仪探头直径为6.46 mm,扫查的频率为4.64 kHz,增益为19.5 dB.检测仪检测所得典型缺陷图像见图9.对于声阻法检测,A、B 两面检测结果图像具有较好的对称性,且缺陷轮廓具有较好的一致性.说明声阻法对胶接缺陷检测具有较好的可靠性,检测效果受多层、多界面结构影响小,单面检测即可满足复合胶接结构缺陷的无损表征需求.超声水浸聚焦式C 扫描检测条件:检测探头频率为15 MHz,焦柱尺寸为0.5 mm,增益为35 dB.在声阻法检测的相同部位获得的超声C 扫描图像见图10.对于超声C 扫描检测,A、B 两面检测结果图像相差很大,缺陷识别及缺陷轮廓一致性差.说明超声C 扫描法在检测多层、多界面胶接结构缺陷时,检测效果各层厚度及界面数量影响大;在检测参数设置时,对电子闸门设定精度要求高,成像底层数据采集状态对检测结果会产生很大影响;同时,当缺陷处于某一界面处时,两侧入射声波的声程、与缺陷体作用的声能量均存在一定的差异,这也是超声C 扫描两面扫查得到缺陷图像存在差异的另一原因.

图9 声阻法检测图像Fig.9 Images collected by acoustic impedance method.(a) A side;(b) B side

图10 超声C 扫描图像Fig.10 Ultrasonic C-scan image.(a) A side;(b) B side
4 结论
(1) 设计并制造了基于双编码器定位的声阻法成像检测扫查器.建立双编码器信息交互的探头定位的数学模型,并给出了探头定位算法.
(2) 建立了基于声阻法的胶接结构缺陷实时成像检测系统,主要包括声学信号采集、声学探头定位、数据处理及绘图三部分.系统操作方便,具有很好的适应性及灵活性.
(3) 相对于水浸聚焦式超声C 扫描检测,声阻成像检测系统能更有效识别多层多界面复合胶接结构缺陷,且单面检测即可满足缺陷表征需求.