大口径高性能聚氯乙烯管道研发与工程安全保障技术
2023-01-04胡少伟杨金辉
胡少伟,杨金辉
(1. 重庆大学土木工程学院,重庆 400045;2. 武汉大学水利水电学院,武汉 430070)
水资源的合理开发和配置是促进经济社会可持续发展、保障和改善民生的重大战略举措。为有效缓解我国水资源分配不均和水资源紧缺问题,提高城镇供水、农业灌溉用水、生态环境用水安全保障能力,一大批重大引调水工程和城市供水、排水工程开始兴建[1−2]。管道具有输水效率高、水体损失少,占地面积少、受外部环境影响弱、可持续运行等优势,在输调水、给排水和农业灌溉领域中得到了大范围的应用。图1 为近年来中国供水、排水管道长度变化趋势。住建部最新统计数据显示:2020 年我国城市供水管道总长度为100.69 万公里,排水管道长度为80.27 万公里[3]。

图1 中国供水、排水管道长度Fig. 1 Length of water supply and drainage pipelines in China
受管材质量和自然灾害影响,我国输水管道老化、破裂与渗漏问题突出。在20 世纪90 年代以前建设的在用供水管网有18.2 万公里,这类管道材质脆弱,老化破损、渗漏问题十分严重。2020 年全国687 个城市公共供水漏损率高达13.4%,个别城市高达40%~50%,每年漏失量达到100 亿方,给社会造成了巨大的经济损失[3]。在2021 年中央经济工作会议上,习近平总书记提出在“十四五”期间,必须把管道改造和建设作为重要的一项基础设施工程来抓。2022 年1 月19 日,住房和城乡建设部办公厅、国家发展改革委办公厅发文《关于加强公共供水管网漏损控制的通知》,要求全国城市公共供水管网漏损率力争控制在9%以内。
表1 给出了聚氯乙烯(Polyvinyl chloride,简称PVC)管道与其他管道的对比情况。与其他管道相比,聚氯乙烯管具有自重轻、卫生安全、水流阻力小、改善生活环境、使用寿命长、安全方便等优势,用于给水工程比钢管可节能62%~75%,用于排水工程比铸铁管可节能55%~68%,在输调水和城市给排水工程中得到了大范围的应用[4−6]。如图2 所示,2021 年我国塑料管道产量已经达到1677 万吨,是世界最大的塑料管道生产国。

表1 PVC 管道与其他管道优缺点对比Table 1 Comparison of the advantages and disadvantages of PVC pipe and other pipes
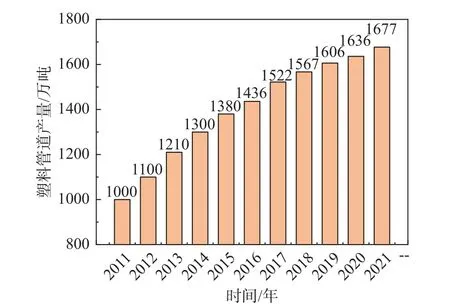
图2 中国塑料管道产量Fig. 2 Production of plastic pipes in China
尽管PVC 管道应用广泛,市场对大口径PVC管材有很大的需求量,但是大口径PVC 管材在生产和应用方面面临如下难题[7−10]:
1)大口径管道制造设备、工艺与设计理论缺失[11]。现有的锥形双螺杆挤出机(最大直径的型号92/188)单台挤出量太小,达不到挤出要求,采用这类设备生产的最大口径为dn630;平行双螺杆挤出机(SJP135/31)设备投资过高,对于dn1200 以上的管材难以生产。
2)现有管道冲击韧性差、低温易开裂。现有配方的PVC 管道易开裂、韧性不足、抗冲击能力差易渗漏、抗老化能力低。传统配方生产过程中共挤物料在模内不能良好复合,导致挤出物料发生分层,影响管材的强度[12−13]。聚氯乙烯属于温度敏感性材料,我国北方地区环境复杂,昼夜温差大,现有管材性能难以满足北方地区对大口径PVC 管的需求。
3)现有管线承压能力低、抗灾能力弱、相关检测监测与修复手段缺失[14−16]。大口径PVC 管道在生产制造、工程设计、竣工验收方面缺少技术标准,生产应用受限;缺少管道工程漏损识别、健康监测预警技术,缺乏管道工程安全评价标准与抢险修复技术,无法准确评价整体工程质量。
本文围绕大口径PVC 管材制造工艺与材料创新、大口径给水用丙烯酸酯共混聚氯乙烯管材(简称:ABR 管)研发与结构性能评价、复杂运营环境下大口径管线工程安全评价、管线工程“智能监测-病害诊断-抢险修复”成套技术等关键技术,组织优势科研团队,产学研用结合,持续10 余年攻关取得一系列突破性创新成果。
1 大口径PVC 管材制造工艺与材料创新
1.1 大口径管材材料配比优化设计与验证研究
对于PVC 给水管材,按照国家标准的要求,物理机械性能主要包括密度、维卡软化温度、纵向回缩率、落锤冲击试验、液压试验和二氯甲烷浸渍试验;对于生产管材的材料也作了规定所用的PVC 树脂K 值和氯乙烯单体含量,不得使用铅盐稳定剂和有异味的助剂,为了防止供水管材在输水过程中管道内壁产生菌类,还对不透光性作了规定[17−20]。根据以上要求,PVC 给水管材配方包含:PVC 树脂、稳定剂、冲击改性剂、加工改性剂、内外润滑剂、填充剂及色料等。为了综合评价不同原料组分用量对材料性能的影响,开展了抗冲击改性剂甲基丙烯酸甲酯、丁二烯、苯乙烯三元共聚物(MBS)和氯化聚乙烯(CPE)、重质碳酸钙、纳米碳酸钙对管材拉伸性能和冲击性能的影响研究。图3、图4 和图5 分别给出了MBS、CPE 和重质碳酸钙对PVC 材料冲击性能的影响。图6、图7 和图8 分别给出了MBS、CPE 和重质碳酸钙对PVC 材料拉伸性能的影响。
MBS 是甲基丙烯酸甲酯、丁二烯、苯乙烯的共聚物,由于组份中含有甲基丙烯酸甲酯,该材料与PVC 的相容性较好,同丁二烯、苯乙烯可以赋予共混材料良好的抗冲击性能和光泽度[21−22]。在选用合适的稳定剂和内外润滑剂的条件下,MBS用量对PVC 抗冲击性能影响规律如图3 所示。当MBS 加入量为2 份~4 份时,材料的冲击强度变化不明显,但随着加入量的增加,材料的冲击强度明显提高,当加入量为12 份时,冲击强度提高了约22 倍。
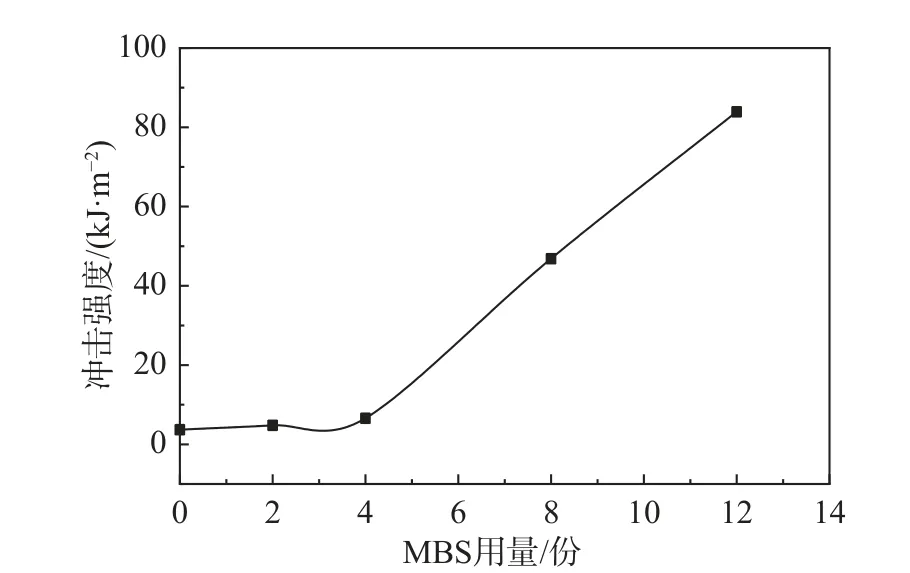
图3 MBS 用量对PVC 冲击性能影响Fig. 3 Effect of MBS dosage on impact properties of PVC
与MBS 相比CPE 具有光稳定性好的特点,常用于日光直射的PVC 产品抗冲改性中。CPE 用量对PVC 力学性能影响见图4 所示。与MBS 相比,当用量相同时CPE 改性PVC 的冲击强度低于MBS。当无机填料的粒径较小时,经过有效的表面处理就可以对材料有一定的补强作用。优选国内粒径较小、粒径分布窄的重质碳酸钙微粉作为填充补强剂,其用量对材料冲击力学性能的影响如图5 所示。随着重质碳酸钙增加,材料冲击强度逐渐下降。

图4 CPE 用量对PVC 冲击性能影响Fig. 4 Effect of CPE dosage on impact properties of PVC
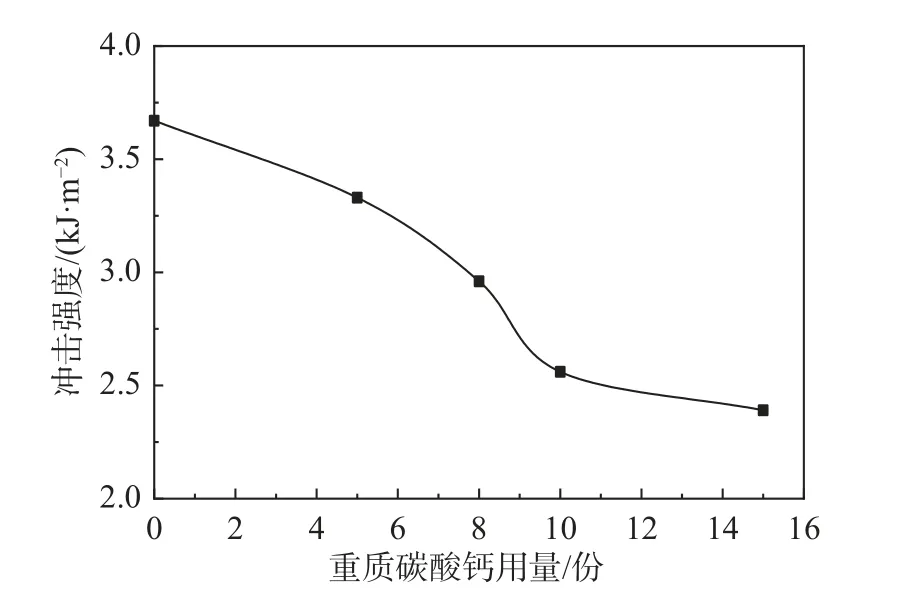
图5 重质碳酸钙对PVC 冲击性能影响Fig. 5 Effect of heavy calcium carbonate on impact properties of PVC
图6给出了PVC 材料拉伸性能随MBS 含量的变化规律。由图6 可以看出,随着MBS 用量的增加,材料的断裂伸长率也有明显提高,用量达到12 份时,断裂伸长率提高至120%,拉伸强度有一定程度的下降。图7 为CPE 含量对PVC 材料拉伸性能的影响。与MBS 相比,当用量相同时CPE改性PVC 的冲击强度和拉伸强度低于MBS,而断裂伸长率则好于MBS。重质碳酸钙用量对PVC 材料拉伸性能的影响如图8 所示。当重质碳酸钙用量增加时,断裂伸长率出现下降,拉伸强度下降也比较明显。这是因为:虽然优选了国内较好的重质碳酸钙,但是其粒径仍然较大,一般粒径小于1 µm 时具有补强的作用,而选用的重钙为1250 目产品,粒径远大于1 µm,不能满足补强的需要。
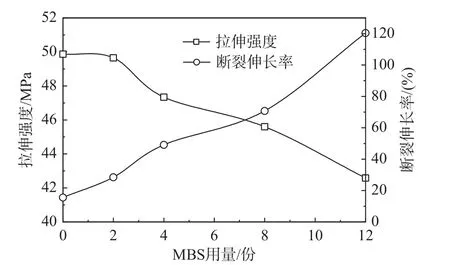
图6 MBS 用量对PVC 拉伸性能影响Fig. 6 Effect of MBS dosage on tensile properties of PVC
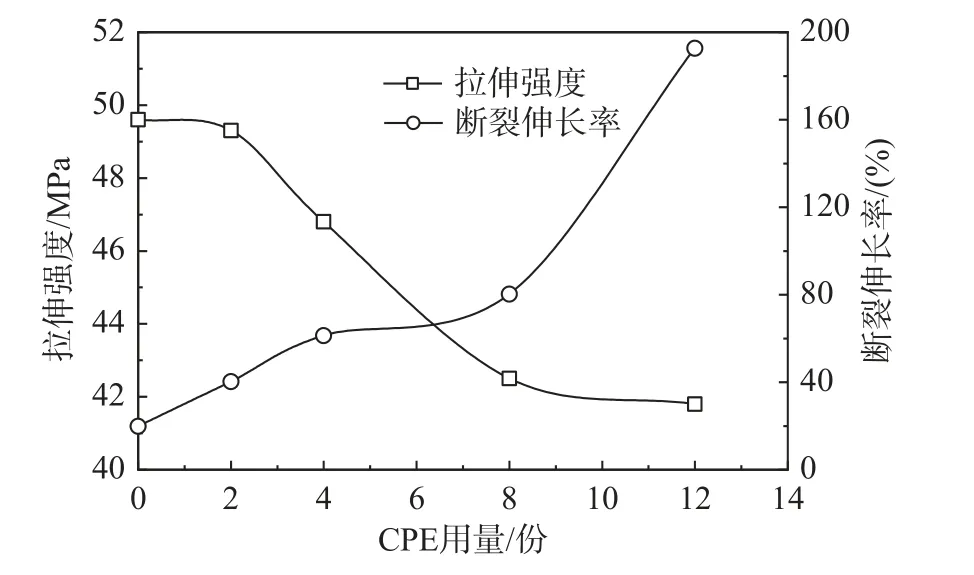
图7 CPE 用量对PVC 拉伸性能影响Fig. 7 Effect of CPE dosage on tensile properties of PVC
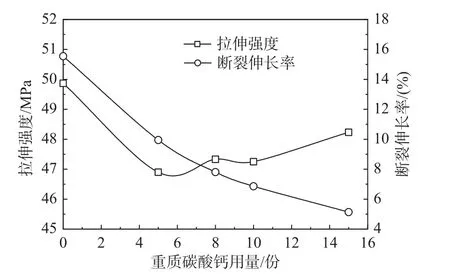
图8 重质碳酸钙对PVC 拉伸性能影响Fig. 8 Effect of heavy calcium carbonate dosage on tensile properties of PVC
选用经过表面有机修饰的纳米碳酸钙用于PVC 混配料的改性。纳米碳酸钙电镜扫描如图9所示,可以看出试验中所选用的纳米碳酸钙为纺锤体,纳米碳酸钙的用量对PVC 冲击强度和拉伸力学性能的影响如图10 和图11 所示。PVC 的塑化是PVC 粒子壳层破碎后初级粒子重新熔合的过程。纳米碳酸钙加入后,由于纳米碳酸钙与PVC之间的相互作用,必然会影响到材料的塑化效果。随着纳米碳酸钙用量的增加,材料的冲击强度先升后降,当用量为8 份时,冲击强度最高。这是因为:作为一种无机刚性粒子的纳米碳酸钙加入PVC 后,当材料受到冲击时,纳米碳酸钙将引发基体产生银纹和剪切带,在此过程中材料吸收大量的能量,因此材料的韧性提高。图11表明随着纳米碳酸钙用量的增加,材料的断裂伸长率提高,当用量为8 份时,断裂伸长率达到最高值,拉伸强度随着有所下降但不明显。这是由于:PVC 的氯与纳米碳酸钙形成纳米“桥键”,“桥键”形成一定数量后,可以增强增韧PVC,但形成“桥键”太多,加工过程中大分子会断链分解,不但不能增强、增韧,反而使PVC 力学性能下降。只有“纳米桥键”的数量适当,才会产生增强、增韧效果。

图9 纳米碳酸钙电镜扫描照片Fig. 9 Electron microscope scanning photo of nano calcium carbonate

图10 纳米碳酸钙对PVC 冲击性能影响Fig. 10 Effect of nano calcium carbonate dosage on impact properties of PVC

图11 纳米碳酸钙对PVC 拉伸性能影响Fig. 11 Effect of nano calcium carbonate dosage on tensile properties of PVC
1.2 大口径管材辅机的研发
目前国内外普通的挤出机(螺筒、螺杆式挤出机)单台挤出量只能生产直径小于800 mm 口径聚氯乙烯管材,直径超过DN1200 的聚氯乙烯管材利用现有的挤出机很难生产,主要原因是:1)现有的锥形双螺杆挤出机(最大直径的型号92/188)单台挤出量太小,达不到挤出要求,采用这类设备生产的最大口径为DN630;2)平行双螺杆挤出机(SJP135/31)设备投资过高,且不能生产DN1200以上的管材。所以对于采用挤出工艺生产的实壁聚氯乙烯管材,国内外最大的口径为DN1200。直径超过DN1200 的聚氯乙烯管材利用现有的挤出机很难生产,只能用特殊制造的高成本挤出机生产,生产成本很高[23]。
为此,研发了双分流式、星式分流的大口径聚氯乙烯管材模具技术工艺,如图12~图14 所示。首次设计并制造了双分流、星式分流的大口径管材双螺杆共挤工艺与模具,掌握了大口径管材的成套制造技术。

图12 大口径管材双螺杆共挤模具Fig. 12 Twin-screw co-extrusion equipment for large diameter pipe

图13 大口径管材冷却定型装置Fig. 13 Cooling and sizing device for large diameter pipe

图14 大口径管材切割牵引装置Fig. 14 Cutting and pulling devices for large diameter pipe
在优化材料热稳定性基础上,通过流变分析优化模具结构,在输送材料的过程中,提高锥形双螺杆挤出机的运转速度,利用螺杆的强力输送,对物料进行预压实,有利于热传递和操作稳定,以螺杆、机筒的剪切摩擦形式使物料产生热量,再通过外部加热部分对物料提供热量,在两者的混合作用下,实现物料的凝胶化。最后,利用特殊混合元件,使物料进一步凝胶化和均化,解决了挤出物料流速不稳定的问题,实现了全球首个口径1.8 mPVC 管道的全自动化、精益型、高效率生产。
1.3 大口径管材设备升级及管道成型工艺优化
PVC 管是以卫生级聚氯乙烯树脂为主要原料,辅以稳定剂、增韧剂、润滑剂、加工助剂、颜料经混合后,通过锥型双螺杆挤出机挤出,再经真空定性、冷却、定长切割,扩口后得到制品,其挤出生产工艺如图15 所示。

图15 大口径PVC 给水管材工艺流程Fig. 15 Production process of large diameter PVC pipes
1)混合工艺
为得到性能均一的PVC 管材,在挤出前需采用高速搅拌机将PVC 与各种助剂混合均匀。在高速混合时,助剂渗入PVC 树脂的孔隙,使助剂在树脂中均匀分散,考虑到温度在100 ℃以上有利于物料中水蒸气蒸出,所以一般热混机的温度设在100 ℃~120 ℃。为了让助剂充分地与PVC 微粒接触,减少填料对助剂的吸附作用,在加入PVC树脂后立即启动高速混合机,再按如下顺序投料:稳定剂、各种加工助剂、色料、填料。高速混合机放出的混合料温度很高,立即进行冷却,若散热不及时会引起物料分解、助剂挥发及形成团块料。冷混时一般控制在料温在40 ℃左右时出料。
2)挤出工艺
PVC 树脂加工过程中,首先表层的皮膜破裂,初级粒子释放出来,在温度和剪切的共同作用下,初级粒子破碎,裸露出一次粒子,晶体熔化边界消失或模糊,或再结晶而形成PVC 大分子链缠结或穿过初级粒子或连接边界为一体的三维网络结构,这种三维网络的形成过程称为凝胶化[24]。采用锥形双螺杆挤出机挤出PVC 管材,物料塑化均匀,凝胶化程度高。这是因为:锥形双螺杆挤出机的挤出过程消耗的动力,一部分用于传动系统和轴承系统,而相当大一部分是在输送材料的过程中,以剪切和摩擦的形式使物料产生热量。锥形双螺杆挤出机,由于是在较低速度下运转,螺杆、机筒内摩擦的热量不足以实现物料的凝胶化。研究表明:其热量来源主要是由外加热部分提供。因此,合理的温度控制尤其重要。在锥形双螺杆挤出机的挤出过程中,物料在机体内的流变过程是:首先利用螺杆的强力输送,对物料进行预压实,有利于热传递和操作稳定;再通过剪切和混合作用,完成凝胶化;最后利用特殊的混合元件,使物料进一步凝胶化和均化。为了缩短物料在挤出机和模具中的停留时间采用两台锥形双螺杆共挤出的方法,这样可以大大缩短物料的停留时间和挤出速度,以降低配方成本、提高生产效率。
温度的设定按马鞍型设置:1)挤出机前段设定温度高,使配混料达到半塑化状态,有利于低挥发温度物质变为气体状态;抽真空时,物料吸出少;2)挤出机后段温度设定温度低,为了材料稳定性能的需要;3)模体部分温度再逐渐升高,是为了让管材达到比较合适的凝胶化度,保证管材的综合性能。
3)定型工艺
从机头口模挤出来的管状物要经过冷却,使它变硬而定型。定型一般采用定径套,有外径定型和内径定型两种方式。其中外径定型结构较为简单,操作方便,我国普遍采用。外径定型的定径外套长度一般取其内径的3 倍,定径套的内径应略大于(一般不超过2 mm)管材内径的标准尺寸。管材的冷却方法有水浸式冷却和喷淋式冷却,较常用的是喷淋式冷却。真空冷却成型是借助于真空泵将真空槽抽成真空,使管坯外壁吸附在定型套的内壁上而达到冷却定型。真空定型的工艺条件一般为:真空度20.0 kPa~53.0 kPa,水温15 ℃~25 ℃,真空槽中的水成雾状为最佳。若真空度偏小,导致管外径偏小,小于标准尺寸;反之,若真空度偏大,管径偏大,甚至出现抽胀现象。若水温过低,定型不完全,且会使管材脆性增大;若水温过高,则会造成冷却不良,使管材易发生变形。
4)牵引工艺
牵引装置的作用是给机头挤出的管材提供一定的牵引力和牵引速度,均匀地引出管材,并通过调节牵引速度调节管材的壁厚。牵引速度取决于挤出速度,一般牵引速度比挤出速度快1%~3%。
2 大口径ABR 管道研发与结构性能评价研究
2.1 给水用丙烯酸酯共混聚氯乙烯管材研发
在以前的配方体系中,大部分的重钙被加入以增加硬度和降低成本。然而,由于颗粒形状不规则以及粗颗粒尺寸和聚氯乙烯树脂体之间的溶解度差异,重钙的添加部分非常低,并且增加的部分将影响管道的颜色和外观。一些厂家为了降低成本,将碳酸钙添加到20 份~50 份,大大降低了PVC 管的物理机械性能,导致PVC 管材出现脆性现象[25−33]。针对聚氯乙烯管材及管件冬季低温脆性、抗冲击性能差等问题,研发了给水用丙烯酸酯共混聚氯乙烯管材及管件新产品(Pipes and fittings made of acrylate polymer blended with poly(vinyl chloride) resin for water supply,简称:ABR管)。图16 和图17 分别为生产出的给水用丙烯酸酯共混聚氯乙烯管材和管件。基于丙烯酸脂和聚氯乙烯树脂及热稳定剂等辅助材料共混,取得亚克力超强分子的链接聚合生成ABR 材料,具有耐低温冲击的特性。ABR 管材在生产过程中,优化了模具分流和管材成型工艺,提高模具压力和增强料浆的分流均衡,增加了管材成型过程中的密实度,使得ABR 管材具有耐低温、高抗冲、高强高韧、外荷载高的优点。主编了ABR 管材生产标准《给水用丙烯酸酯共混聚氯乙烯管材及管件》(Q/1521DXW014−2021)。采用基于可靠度的设计方法,整合大小口径管道总体使用(设计)系数,设计了ABR 管在各个公称压力下的规格尺寸。

图16 给水用ABR 管材Fig. 16 ABR pipes for water supply

图17 给水用丙烯酸酯共混聚氯乙烯管件Fig. 17 ABR pipe fittings for water supply
2.2 新型ABR 管道结构性能评价方法与试验研究
1) ABR 管片材单轴拉伸性能试验研究
塑料拉伸性能直接体现塑料管产品的强度和韧性,影响塑料管正常使用过程中的物理性能,反映塑料管材产品的最终质量。通常采用拉伸试验对聚氯乙烯管材拉伸强度进行测试[34−37]。
按照ASTM D638-14 标准从ABR 管材上对材料进行取样,试验样品如图18 所示。试验采用位移控制加载,加载速率为5 mm/min,符合《塑料拉伸强度测试标准》(ASTM D638-14)的规定。安装试件对中后固定试件两端,调整试验机加载端位移以释放试件上的初始应力,本次试验中在23±2 ℃恒温环境中进行状态调节3 h,再进行加载。拉伸后的试验样品如图19 所示。加载装置如图20 所示。

图18 ABR 管拉伸试验试样Fig. 18 ABR pipe tensile test specimen

图19 拉伸后ABR 管材试样Fig. 19 ABR pipe specimen after tensile test

图20 拉伸加载装置Fig. 20 Tensile loading device
图21 为ABR 管材的应力应变曲线。由图21可以看出,6 个试样中,拉伸强度最大的为试样1,拉伸强度为53.2 MPa,对应的断裂伸长率为110%;拉伸强度最小的为试样6,拉伸强度为46 MPa,对应的断裂伸长率为130%;拉伸强度试验结果平均值为49.46 MPa,断裂伸长率试验结果平均值为100.1%。
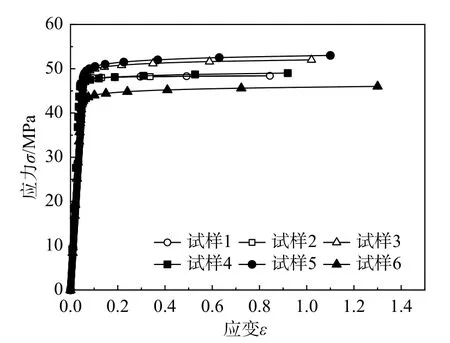
图21 ABR 管材应力-应变曲线Fig. 21 Stress-strain curves of ABR pipe
2) ABR 管热膨胀性能试验研究
热膨胀系数是塑料管材的主要物理性质之一,是衡量塑料热稳定性能的重要指标。ABR 管材作为一种热塑性管材,热胀冷缩现象较为明显,尤其是在高温差的地区。虽然ABR 管采用承插式连接,但在大温差条件下管中仍会产生较大的纵向温度应力,因此为避免出现过大的热变形,需对ABR 管材的热膨胀性能进行测试。为了评价ABR管热膨胀性能,开展了ABR 片材热膨胀试验和整管热膨胀试验研究。
如图22 所示,ABR 片材热膨胀试验是从ABR管上切割成的片材,放在烘箱里进行加热,在片材表面粘贴应变片测量加热过程中的热变形。如图23 所示:整管热膨胀试验是将ABR 管置于室外U 型轨道轮上,消除支撑端对管道热胀冷缩的阻碍,实现管道自由膨胀收缩,确保轨道轮与地面连接可靠,依靠自然环境温度场实现管道热胀冷缩,在管中腰部沿纵向布置振弦式表面应变计和表面温度计对膨胀和收缩过程中的纵向应变和表面温度进行监测。
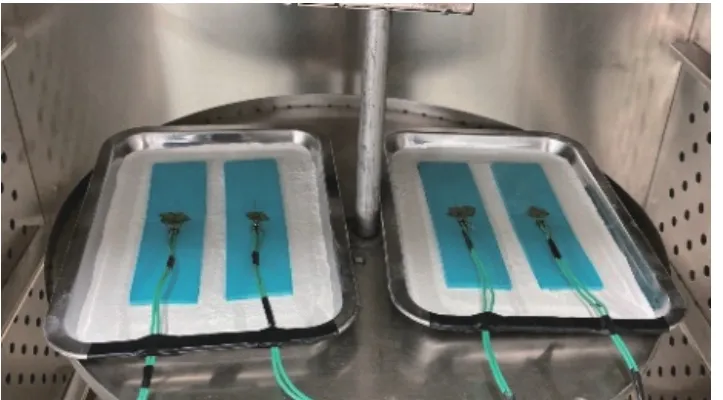
图22 ABR 片材热膨胀试验Fig. 22 Thermal expansion performance test of ABR material

图23 ABR 管道热膨胀试验Fig. 23 Thermal expansion performance test of ABR pipe
在各子温度区间内ABR 片材的纵向热膨胀系数结果如表2 所示。随着温度的升高,管道的纵向热膨胀系数减小。在管道三个位置处对管道表面温度和应变进行监测,分别是向阳面外表面、向阳面内表面和背阳面内表面,管道表面温度监测结果如图24~图26 所示。从图24 中可以看出,管道表面温度随时间变化较大,在一天内向阳面外表面温差能达到23.3 ℃,即使在背阳面内表面温差也能达到10 ℃。管道表面应变监测结果如图27所示,将得到的应变和温度数据在各个确定的子温度区间内进行线性拟合,各子温度区间拟合曲线的斜率即为管道的纵向热膨胀系数。管道的纵向热膨胀系数定义为µε/℃,即单位温度管道的纵向应变变化量。从拟合曲线中可以看出,各子温度区间内的拟合效果均很好,拟合曲线R2接近于1。

图24 向阳面外表面管道温度Fig. 24 The temperature of the outer surface of the pipe on the sunny side

图25 向阳面内表面管道温度Fig. 25 The temperature of the inner surface of the pipe on the sunny side

图26 背阳面内表面管道温度Fig. 26 The temperature of the inner surface of the pipe on the back side
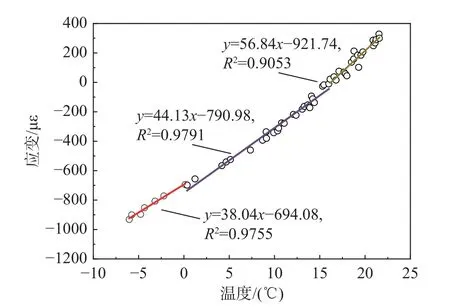
图27 不同温度下的管道表面应变Fig. 27 Pipe Strain at different temperatures

表2 ABR 管片材热膨胀系数Table 2 Thermal expansion coefficient of ABR pipe
3) ABR 管内压承载性能试验研究
PVC 管在实际运行中,大多数情况下都要承受一定程度的内水压。当打开的阀门突然关闭,由于水锤效应,管道内部压力会突然增大,在这种偶然性的高内水压情况下可能会导致管道失效[38−41]。为研究ABR 管道在内水压作用下的极限内压承载能力和承载破坏特征,需要开展ABR管内水压爆破试验。
ABR 管爆管试验装置如图28 和图29 所示。在管道两端安装堵头和螺杆进行封堵。堵头内含橡胶密封圈来密封管道承插口,保证ABR 管不漏水。将ABR 管放置在恒温水箱后往管内注水,将水箱温度调节至23 ℃并进行保温。注水结束后,迅速启动加压系统,由往复式电动试压泵施加内水压,对试样开始加压直至破坏。
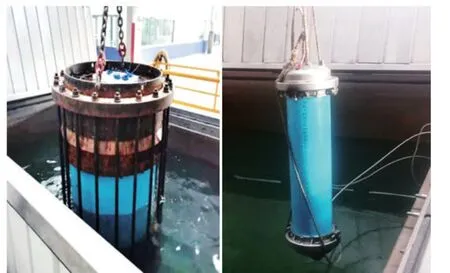
图28 ABR 管爆管试验Fig. 28 ABR pipe burst test
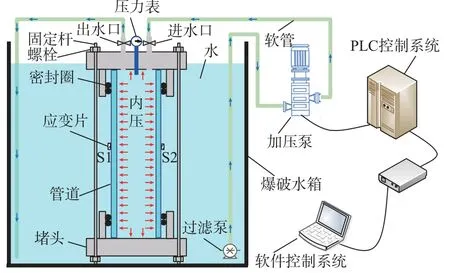
图29 ABR 管爆管试验装置示意图Fig. 29 Schematic diagram of ABR pipe burst test device
ABR 管爆破失效如图30 所示,ABR 管在应力作用下,管壁萌生裂纹后,向附近区域扩展,主裂口沿管的轴向延伸,破口附近没有碎片,接近外壁附近存在明显的剪切唇区,表明断裂前产生了明显的塑性变形,断口具备韧性破坏特征。

图30 ABR 管爆破失效试样Fig. 30 ABR pipe failure sample after burst test
在内水压加载过程中,管壁状态经历了弹性、弹塑性和完全塑性三个阶段,直至管壁失去承载能力,发生破裂。图31 给出了内水压作用下管外壁的应变曲线。从曲线可以看出,在ABR 管刚开始加压,在内水压达到1.5 MPa 之前,由于内水压很小,ABR 管的内外壁均处于弹性工作阶段,应变和径向膨胀位移随内压呈线性增加,管壁应力小于材料屈服强度。随着内压继续升高,应变和径向膨胀位移也随之平稳加大,管壁开始进入塑性阶段,内壁应力已超过了材料屈服强度,外壁应力仍未达到材料屈服强度,此时管内壁己经发生塑性变形,外壁仍处于弹性变形阶段。随着内压继续升高,弹塑性交界面由内壁向外壁扩展,内外壁应力差值也逐渐减小。当内压达到3.65 MPa 时,ABR 管壁已经发生完全屈服,外壁进入塑性状态,代表管道进入破裂阶段。在这一阶段,曲线斜率变为零,内压出现波动,不再增加,而位移和应变急剧增大,随后管道发生破裂。应变和径向膨胀位移随内水压力变化曲线上均存在一个明显的转折点。在这点之前,曲线大体上呈直线,在这一直线段范围内,管材变形卸压后,其残余变形极小;而在拐点之后,管材的变形急剧增加,直至管道发生爆破失效。
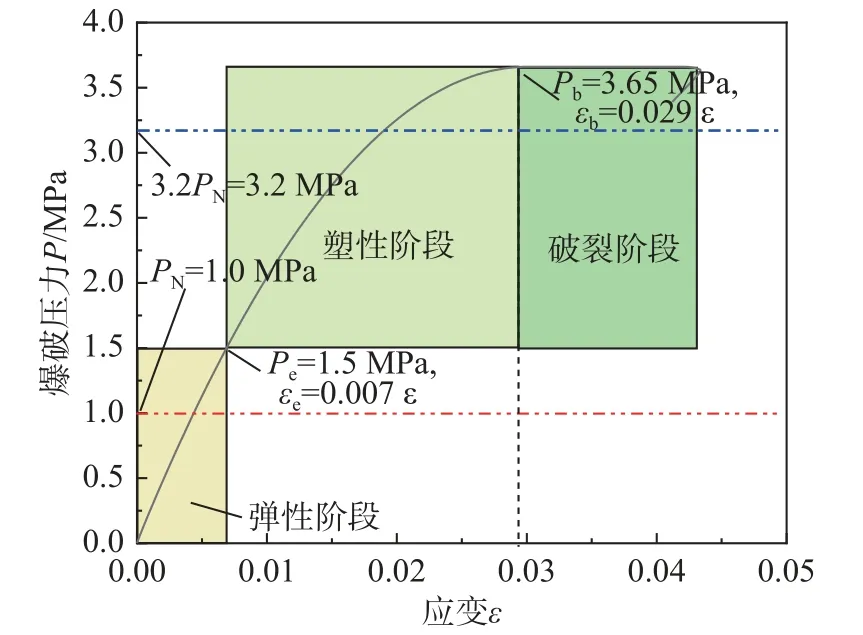
图31 内水压作用下ABR 管外壁的应变曲线Fig. 31 Strain of the outer wall of ABR pipe under internal water pressure
ABR 管的极限内压承载能力达到了设计压力的3.6 倍。在20 ℃,管壁环应力38 MPa 条件下可承受1 h,在12.5 MPa 条件下可承受1000 h,确保了大口径ABR 管在不同设计工况下的安全稳定运行。
4) ABR 管压扁试验研究
管道在实际运行过程中不但承受内水荷载,还有土荷载、车辆荷载、管体自重与流体自重等外荷载。过大的外荷载会使得管道发生变形甚至破坏。因此,管道的径向抗压力学性能是管道结构工程设计的关键参数也是评价管道综合性能的重要指标之一[42−43]。
根据《热塑性塑料管材环刚度的测定》(GB 9647−2015),对ABR 管样进行单向连续加载压扁试验。ABR 管压扁试验装置如图32 所示。将试样置于万能试验机的两块平板中心处,沿管轴线方向受力一致,上平板向下运动对试样施加荷载,压缩速率为20 mm/min,径向压缩位移量为管径的90%。压缩载荷和压缩位移通过传感器自动传输到测量系统进行数据采集和处理,得到荷载-位移曲线,同时利用相机记录了试件在不同位移时的变形模式。

图32 ABR 管压扁试验装置Fig. 32 The flattening test device for ABR pipe
图33 为ABR 管压扁过程的荷载-位移曲线。将ABR 管压扁过程分为三个阶段,即压扁初、中、后期,并对各个阶段的截面变形进行分析。

图33 ABR 管压扁试验结果(DN315)Fig. 33 The flattening test result of ABR pipe (DN315)
在压扁初期,压盘与管材接触面积逐渐变大,压力迅速增加。随着压扁变形的增大,在压扁中期,管材两侧的圆弧半径不断减小,曲率不断加大,单位弧长上压缩变形抗力的垂直方向分力减小,但是由于加工硬化作用,荷载-位移曲线整体呈现缓慢增长趋势。在压扁过程的很长一段时间内(压扁初期、中期),压缩荷载缓慢增加。从压扁后期开始,加工硬化已经达到一定程度,压缩变形抗力比压扁初、中期大,且由于中间塌陷程度的增加,使得压缩变形抗力在竖直方向上的分力逐渐增大,因此压缩荷载迅速增加,直至压扁结束。
ABR 管压扁过程中的截面形状变化过程如图34 所示。在压扁初期:由于压盘的作用力,与压盘直接接触。ABR 管受压缩荷载时,管材横截面上下两端由弧形变为直线形,同时横截面两侧的圆弧半径减小,圆弧曲率增大。管样顶端和底端区域材料向横截面两侧流动,管样与压盘由线接触变为面接触,形成管样直壁部分,但该直壁部分长度很小。

图34 ABR 管压扁过程截面变形(DN315)Fig. 34 Section deformation of ABR pipe during flattening (DN315)
压扁中期:由于管材内外层受力不均,管样理想轮廓和实际轮廓开始出现差异,截面发生畸变。中间直壁部分材料外层周向受压、内层周向受拉,拉、压合力作用导致出现“一次塌陷”;两侧圆弧部分材料外层周向受压、内层周向受拉,也由于拉、压合力作用出现扁化。拉、压合力随压缩位移的增大而不断增大,“一次塌陷”和扁化程度逐渐加大。压盘与管样接触部分逐渐偏离管样中间区域,过渡到中间塌陷区和两侧扁化区之间的弧形部分。此时,弧形部分的材料同时具有向两个方向运动的趋势:向中间塌陷区积聚;或向两侧扁化段延展。由于ABR 管材料良好的塑性流动能力,流动距离和摩擦对材料流动的影响相对较小,介于塌陷区和扁化区之间的弧形部分材料同时向中间塌陷区积聚和向两侧扁化区延展。
压扁后期:塌陷与扁化程度缓慢增加,压盘与管材接触区域移至两侧扁化段,中间部分塌陷程度仍较小,上下内表面沟槽仍未接触,在中间塌陷区未出现折痕。
3 复杂运营环境下大口径管线工程安全评价研究
3.1 冲击荷载作用下埋地管道安全评价研究
管道埋设在丘陵、山地、滑坡等复杂地表环境下时不可避免地会遭受落石冲击作用,给管道的正常运行带来严重的安全隐患。特别是在地质灾害发育地区,落石冲击等第三方破坏已逐渐成为埋地管道失效破坏的主要因素[44−45]。崩塌落石对埋地管道的危害主要是由于崩塌落石对管道产生冲击荷载,管道因落石对其上方土体产生的瞬间冲击力和落石重力而产生相应应力,当应力超过管道许用安全极限应力时,管道发生变形失稳破坏[46−47]。近年来,落石冲击下埋地PVC 管道破坏机理以及防护愈加受到关注。基于上述原因,进行了不同高度条件下的重锤冲击PVC 管道试验,得到了不同状态下管道垂直位移量及管道不同位置应变量的动态变化规律。
试验测试系统包括3.2 m 高的支架、钢材制作的导轨、V 型夹具、试验构件、落锤以及数据采集系统。试验参考GB/T 14152−2016 和ASTM D7136,选用多个质量的D90 型落锤和120°夹角钢制V 型夹具。试验装置详见图35。在落锤与管道接触位置安装了加速度传感器测量冲击过程中落锤的加速度,数据采集频率为20 kHz。对加速度曲线进行二次积分,得到管道在冲击荷载作用过程中的竖向位移。

图35 ABR 管道冲击试验装置Fig. 35 Impact test device for ABR pipe
如图36 所示:利用ABAQUS 有限元分析软件,建立了落锤冲击管道有限元模型。试验时落锤和支架被视作刚体,故将模型中落锤和约束刚条采用刚体单元,管道和基座采用C3D8 实体单元,利用速度场定义初始冲击速度。管道材料本构使用各向同性线性强化本构,基座采用钢材的双折线本构模型。选用10 mm,冲击接触区域网格细分尺寸选用2 mm,共计646 136 个单元。锤头与管道之间采用动态面-面接触,法向硬接触,切向使用罚函数定义摩擦系数为0.3,其它接触采用通用接触定义法向硬接触和切向的摩擦接触。
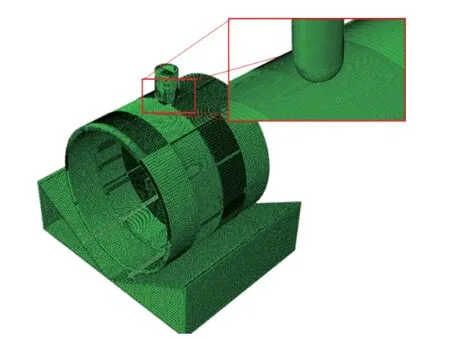
图36 ABR 管道落锤冲击有限元模型Fig. 36 Finite element model of ABR pipe
图37 为不同试件的冲击力-时程曲线。当试件的速度从零加速到接近锤头的速度时,冲击力逐渐增大,在冲击力达到峰值时,试样和落锤的剧烈振动,导致试件和落锤之间的接触面积迅速变化,表现为冲击力时程曲线的波动。振动结束后,试件与落锤同时下移并保持紧密接触。图38 为冲击力-位移时程曲线,对比发现,冲击能量较小时,管道弹性变形占比较大。在第一次冲击过程中,随着管道弹性变形的恢复,落锤出现回弹现象,从而导致了冲击力的卸载。随着冲击能量的增加,管道的变形速度由于惯性作用减小量小于落锤的冲击速度减小量,导致落锤在第一次冲击过程中不会出现回弹现象,管道与落锤脱离发生在落锤下降过程中,管道与落锤的脱离导致冲击力卸载。

图37 冲击力-时程曲线Fig. 37 The time-history curve of impact force


图38 冲击力-位移时程曲线Fig. 38 The curve of impact force-displacement
由图37 可知,冲击力-时程曲线可分为3 个阶段,依次为弹性阶段、弹塑性阶段和塑性发展阶段。弹性阶段中管道冲击反力随着冲击时间呈线性增加;弹塑性阶段,管道通过自身耗能降低落锤冲击能量,冲击力切线模量明显下降,但是接触区域冲击力依旧增加,并逐渐达到峰值;塑性发展阶段中,管道材料部分进入屈服后的强化段,接触区域冲击力随着管道变形的增加而减小。落锤质量相同时,管道冲击力峰值随着冲击高度的增加而增大;落锤高度相同时,管道冲击力峰值随着落锤质量的增加而增大。
图39 为冲击作用下ABR 管道应力变化云图。以试件M1-H1 为例,当冲击能量较小时,落锤与试件初始接触的瞬间,冲击力迅速增大,应力沿轴向传递速度较快,应力区域呈椭圆形,管顶上表面出现局部凹陷。在1.80 ms 之后的过程中,试件与落锤同步下降,落锤的动能减少,试件的动能增加,应力沿管道环向传递速度增加。2.5 ms开始,随着接触区域的应力不断传递,管顶上表面的应力区域逐渐沿纵向扩展,落锤于管道接触区域应力减小。直至落锤回弹,与管道发生脱离,管顶上表面的应力呈条带型分布。

图39 冲击作用下ABR 管道应力变化Fig. 39 Stress change of ABR pipe under impact
随着冲击能量的增加,管顶上表面应力集中区域扩大,管道屈服区域增加,试件冲击接触区域的变形速度大于落锤的下落速度,试件与落锤脱离后,落锤仍将保持下落速度运动一段距离,落锤第一次冲击过程至此结束。在随后的过程中,试件弹性应变逐渐恢复,试件接触区域变形先增加后减小,再次与落锤接触,后续过程中,管道与落锤同步变形至落锤回弹脱离试件。
在冲击能量较高时,以试件M4-H5 为例,落锤在与试件初始接触瞬间,冲击力迅速增大,管顶上表面出现局部凹陷并迅速向周围扩展。冲击至1.35 ms 时,管顶上表面整体随冲击过程的进行,向下运动。在之后的过程中,试件与落锤同步下降。在2.15 ms 时,随着接触区域的应力不断传递,管道应力发展达到极限,试件冲击反力达到峰值。在之后的过程中,虽然落锤及管道冲击区域依旧向下运动,但是随着能量的耗散和应力的传递,管顶上表面的应力逐渐减小,表现为冲击力-时程曲线的卸载。直至落锤与管道发生脱离,管道应力呈条带型分布,在管顶和腰部出现较大的应力区域。
通过对比发现,试件在冲击瞬间受到很大的冲击能量,应变在环向出现明显的传递现象,距离冲击接触点较远位置应变峰值出现时刻延后于较近位置。有限元结果表明:所有试件在受到冲击荷载作用时的破坏形态相似,都是局部凹陷处弯曲。
如图40 和图41 所示,在管顶接触区域内、外面均出现塑性区域。随着落锤质量和高度的增加,管顶外表面塑性区域增加。高度为0.25 m、0.5 m 的试件管顶接触区域内表面未出现塑性应变;高度为1.0 m 的试件中,M1-H3 试件管顶接触区域内表面未出现塑性应变,其余试件管顶接触区域内表面出现塑性应变;高度为1.5 m、2.0 m的试件管顶接触区域内表面均出现塑性应变。落锤冲击在管道上,使接触部分及周边的局部区域产生了较大的损伤。在冲击能量水平较小时,冲击能量沿管道轴向、纵向和环向传递,并逐渐传递至基础,由管道自身的振动耗散,管道产生塑性区域较小,且未能使冲击接触区域管道内侧产生损伤。随着冲击能量水平的提高,接触区域的损伤沿纵向、环向发展较快,同时向管道内部发展,塑性区域逐渐发展至管道内表面。

图40 冲击接触区域外表面塑性应变Fig. 40 Plastic strain in the outer surface of impact contact area

图41 冲击接触区域内表面塑性应变Fig. 41 Plastic strain in the inner surface of impact contact area
图42 为不同工况下ABR 管道试件受到冲击后的有限元模拟冲击力-时程曲线结果与试验结果。可以看出,试件有限元模拟得到的冲击力-时程曲线与试验结果吻合较好。在有限元计算冲击过程末尾,冲击力-时程曲线与试验略有偏差。管道试件在冲击试验过程中经历了极其剧烈和快速的振动,在理想边界条件下的有限元模型无法还原试验过程中边界条件的变化。这也同时造成了有限元模拟结果中冲击时长与试验存在一定误差。
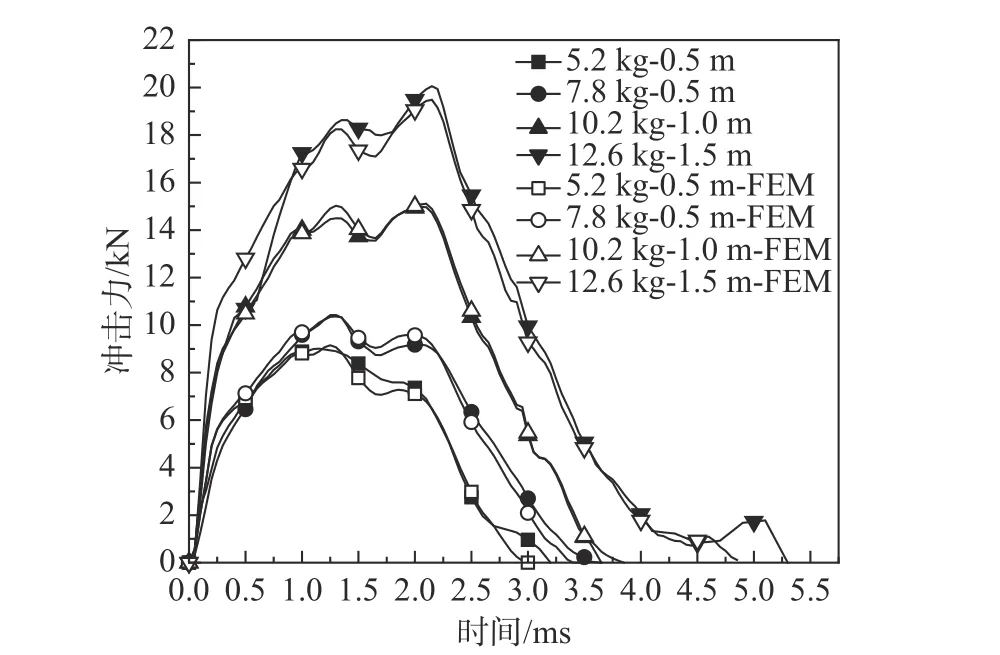
图42 有限元结果与试验结果对比Fig. 42 Comparison between the test and the FEM results
表3 中给出了管道冲击力峰值、冲击时间等指标的对比。随着落锤质量的增加,有限元计算结果中冲击反力峰值随之增加,冲击力峰值、冲击时间与试验结果的偏差分别为2.2%、6.9%。有限元模型可以有效地分析管道落锤冲击作用下的动力响应。
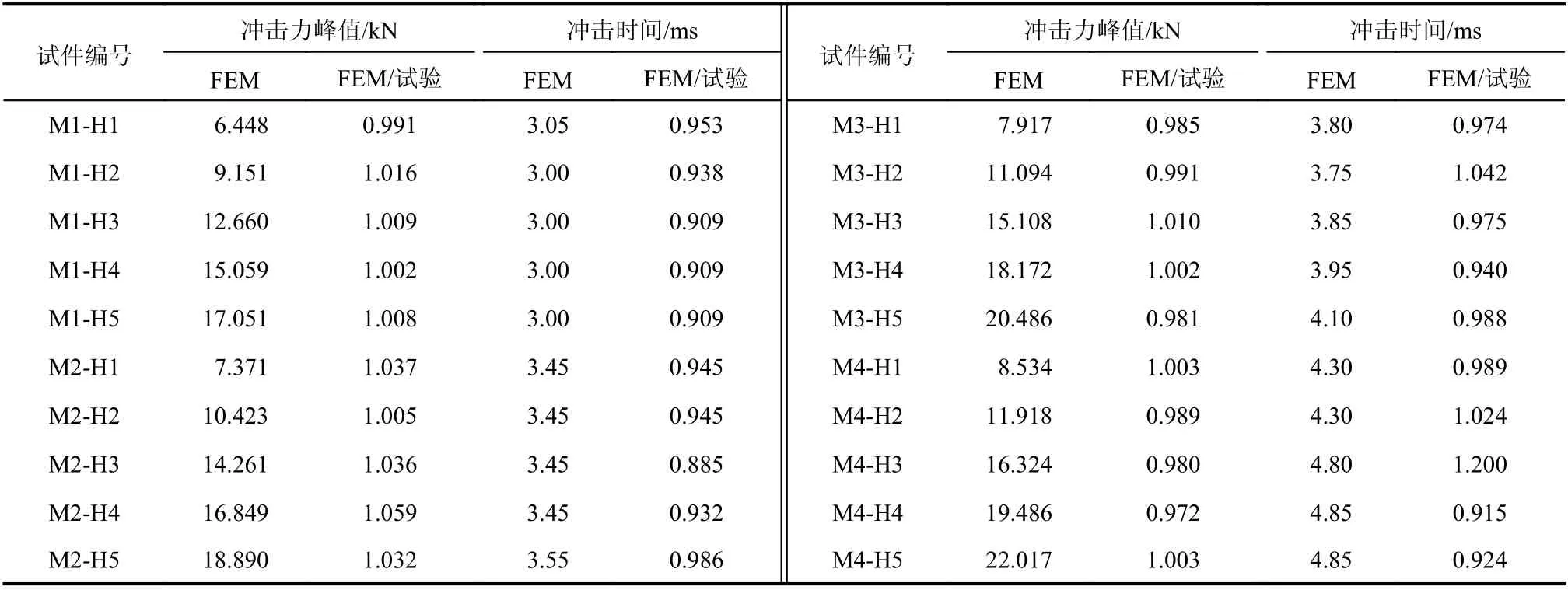
表3 有限元计算结果Table 3 Summary of simulation results
3.2 土体塌陷作用下埋地管道安全评价试验研究
由于长距离输水管道周围环境复杂,地理条件多样,不可避免地会遇到各种各样的地质灾害区,将会给管道的长期安全运行构成严重威胁。在地质灾害作用下,管道下方的土层下陷或流失会造成管道悬空,从而可能引发管道失效,直接影响了管道安全运营[48−51]。为了评价PVC 管道在土体塌陷作用下的安全性能,开展了土体塌陷作用下PVC 埋地管道变形试验研究。
场地沉陷作用下PVC 管的变形是通过建立管线-土箱试验来实现,如图43 所示。试验采用的土箱由钢板制成,其外部尺寸为1000 mm×1000 mm×1000 mm。埋地管道为ABR 管,外径为110 mm,壁厚为2.5 mm。采用FBG 应变传感器监测管道的受力变形以及管周土体的沉降变形。回填砂土取自某管道工程施工现场,回填土不均匀系数为1.55,含水率为4.3%,最大孔隙比为0.799,最小孔隙比为0.554,回填密度为1.53 g/cm3。在管道外壁沿环向均匀布置4 个串联的FBG 应变传感器,在管道正下方土体中埋设了一串FBG 应变传感器(平面A-A),串联了6 个栅长为100 mm,直径为10 mm的光栅。在试验过程中,利用气囊排气来模拟管道下部土体塌陷,排气的速度为40 mL/min。在填筑前,紧贴模型箱底板放置一个气囊,气囊充气体积为3000 mL,充气后高度约200 mm,然后分层填筑砂土、埋设管道,静置2 h 后开始试验。土体塌陷前后管截面变形如图44 所示。

图43 管道塌陷试验装置Fig. 43 Test device for pipeline collapse
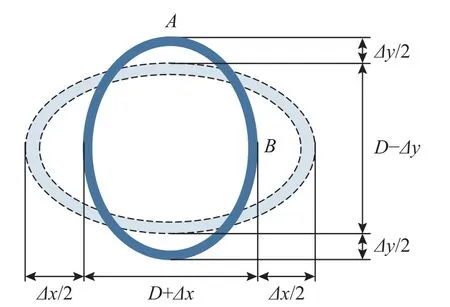
图44 土体塌陷前后管截面变形Fig. 44 Pipe section before and after soil collapse
图45 为土体塌陷过程中管底应变的变化。可以看出,土体的变形可以分为三个阶段:应力重分布阶段、土体塌陷阶段和土体稳定阶段。

图45 土体塌陷过程中管底应变Fig. 45 Strain at the bottom of the pipe during soil collapse
当刚开始塌陷时,即t=0 min~2 min 时,气囊受到上部覆土和管道重力的压力,气囊中的空气在短时间内急剧排出,气囊对其上部的土体的支撑力也急剧减小,但由于砂土颗粒之间存在一定的黏聚力,大部分砂土并没有在第一时间填补气囊凹陷造成的空洞。因此,在最初的2 min 内,土体发生了应力重分布,但土体变形很小,相应的FBG 数值也非常小,该现象可以用土拱效应解释,由于土体变形尚未传递到土箱边缘,导致土箱边缘的1#和6#传感器读数也很小。
当t=2 min~27 min 时,随着塌陷范围的急剧扩展,管道下方的土体发生了明显的陷落,上部的土不断填充塌陷的位置。因此,在10 min 的时候,在土体上表面观察到长度为30 cm、深度为10 cm 的楔形塌陷区,其体积约气囊体积的1/5。这是由于土体运动后相较于初始状态更加松散,也由于管道的变形影响了一部分的塌陷体积。可以发现,管道下方的6 个FBG 传感器测值在这一阶段均有明显的变化。1#和6#是对称分布在靠近模型箱侧壁的两个传感器,这两个传感器的应变示数非常接近,一直显示为正,表明该处土体在此阶段一直处于受拉状态。土体在土箱边缘的拉伸变形表明:土体塌陷的时间持续了25 min,随后土体进入稳定状态。随着气囊的不断排气,土体进一步垮塌,布设在气囊正上方的传感器2#、3#、4#和5#均显示了先负后正的发展趋势。这是由于管道的存在,管侧的土体向气囊方向滑移造成了光纤局部受压。但这种短时的局部受压现象很快随着土体的进一步运动而消失,并趋向于较为明显的竖向位移,这使得2#、3#、4#和5#FBG传感器测到了很大的拉应变。3#、4#传感器的监测数值很快就从负转为正,而2#、5#传感器的转变晚10 min。这是由于,土体的沉降在管道正下方最剧烈,且随着时间的推移,土体趋于稳定。
当时间在t=27 min~35 min 的阶段可称为塌陷后的稳定阶段。在此阶段内FBG 传感器的监测值趋于稳定,且FBG 拉应变值的大小为3#、4#>2#、5#>1#、6#。理论上3#与4#、2#与5#、1#与6#的数据应一致,但是由于塌陷情况下周边土体应变场的复杂性,土体应变的分布有一定偏差。
图46 是塌陷过程中埋地管道外壁的应变监测结果。试验结果表明,管体受力有如下的规律:

图46 土体塌陷过程中管壁应变Fig. 46 Strain at the pipe wall during soil collapse
1)随着气囊排气体积的增大,管道侧壁上的FBG 应变值开始接近于零,但在2 min~4 min 内急剧增大,并进入快速变形阶段,此时土体的塌陷刚刚缓和。随后,所有传感器的应变绝对值总体上呈现逐渐增大的趋势,而在完全塌陷后的稳定阶段,管体应变绝对值略有减小。这说明土体塌陷引起的应力扩散造成管道和周边土体的受力变形特征具有一致性。
2)在试验过程中,管道外壁顶、底侧处于受拉状态,而在左、右两侧处于受压状态。这说明在土体塌陷作用下,管道上方土体的部分重量被转移到管侧土体,使得管道环向发生较大的应力调整。从图45 中可以看到,管底的应变明显大于管顶,其最大值超过150 µε。这主要是由于管道下方土体的塌陷形成脱空,使得管底土压力大幅下降,这种作用使得管底出现明显增大的拉应变。
试验结果显示,不管是土中埋设的FBG 还是管道上粘贴的FBG,光纤传感器均可以实时地捕捉到由于地下塌陷而造成的突发性地面土体沉降,也可分析土体沉降范围和沉降烈度。
FBG 传感器提供的管壁环向变形可以用于计算管道任意一点的弯矩,进而可以通过FBG 传感器实时获取管壁任意一点的弯矩。从FBG 应变值可以看出,在土体发生塌陷时,管道整体呈现“椭圆形”变化趋势,这是由土体在管壁上实现应力重分布而引起的。管截面在土体塌陷前后的变形如图44 所示。
王德洋等[52]提出在理想状态下,可以认为Δx=Δy=Δ,通过曲率计算,可以得出管道上任意一点的弯矩表达式为:

按照式(1)和式(2)计算得到不同管径的管道沿周向的弯矩图随应变数据的变化如图47 所示。

图47 不同管径的PVC 管环向弯矩Fig. 47 Hoop bending moment of PVC pipes with different pipe diameters
3.3 滑坡作用埋地管道安全评价模拟研究
滑坡是一种常见的地质灾害,滑坡变形带中的埋地管道一旦开裂破坏,管道中的水将直接渗入坡体中,使坡体变形加速而破坏。滑坡作用下管道是否进入极限状态,以及极限状态下管道能否继续运营需要依据相应的安全评价准则进行评定[53−54]。为此,利用有限元软件开展了滑坡作用埋地PVC 管道的变形与破坏模拟。
如图48~图49 所示,利用ABAQUS 有限元分析软件,建立了滑坡作用下埋地管道的二维数值计算模型,模型宽度30 m、高度15 m,边坡高度10 m,初始倾角45°。初始分析时,假定滑坡体与滑坡床土体性质相同,土体采用Mohr-Coulomb 本构,弹性模量为100 MPa,泊松比为0.35,土体密度2000 kg/m3,黏聚力为15.00 kPa,摩擦角为20°;管道初始位置位于坡顶正下方,初始埋深(管顶距土体表面的净距)为5.0 m,采用双折线屈服本构,弹性模量为3000 MPa,屈服强度为42 MPa,泊松比为0.3,公称外径为500 mm,壁厚19.10 mm。

图48 管道-边坡有限元建模Fig. 48 Pipe-slope finite element model
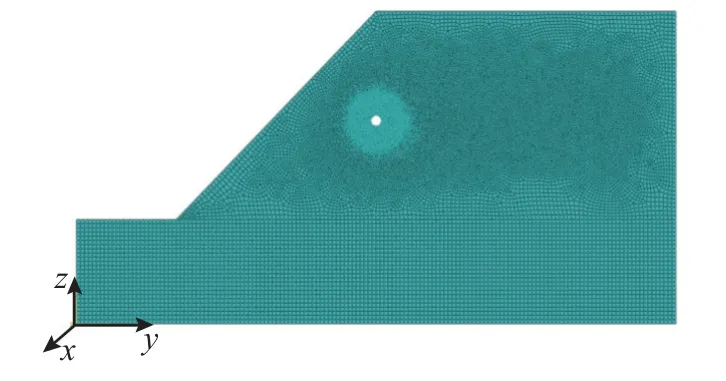
图49 管道-边坡网格划分Fig. 49 Pipe-slope meshing
图50 为不同管道埋深的边坡塑性区分布云图,当管道埋置深度较浅时,距离边坡滑动面仍有一定安全距离,边坡-管道系统稳定性不变,安全系数为1.10,不存在滑坡的风险;当管道埋置深度增加,向滑动面接近,安全系数减小,出现滑坡的风险,直至穿过滑动面,安全系数开始增大。由于管道的存在,使均质的土体中产生应力集中现象,随着管道埋深的增加,管道出现在边坡的滑动面附近时,塑性区向管道发展,并产生多个潜在的滑动面。图51 为管道埋深5 m 条件下,不同管道直径的边坡塑性区分布云图。由图51 可以看出,当管道直径较小时,不会对边坡的应力传递产生明显的影响,管道-边坡系统的塑性区向管道发展的同时,沿管道向土体内部产生新的塑性区。系统存在管道基础失稳的风险。图52 给出了不同边坡倾角的边坡塑性区分布。可以看出,随着边坡倾角的增大,边坡塑性区逐渐变小。图53、图54、图55 分别给出了管道埋深、管道直径和边坡倾角对于边坡安全系数的影响规律。
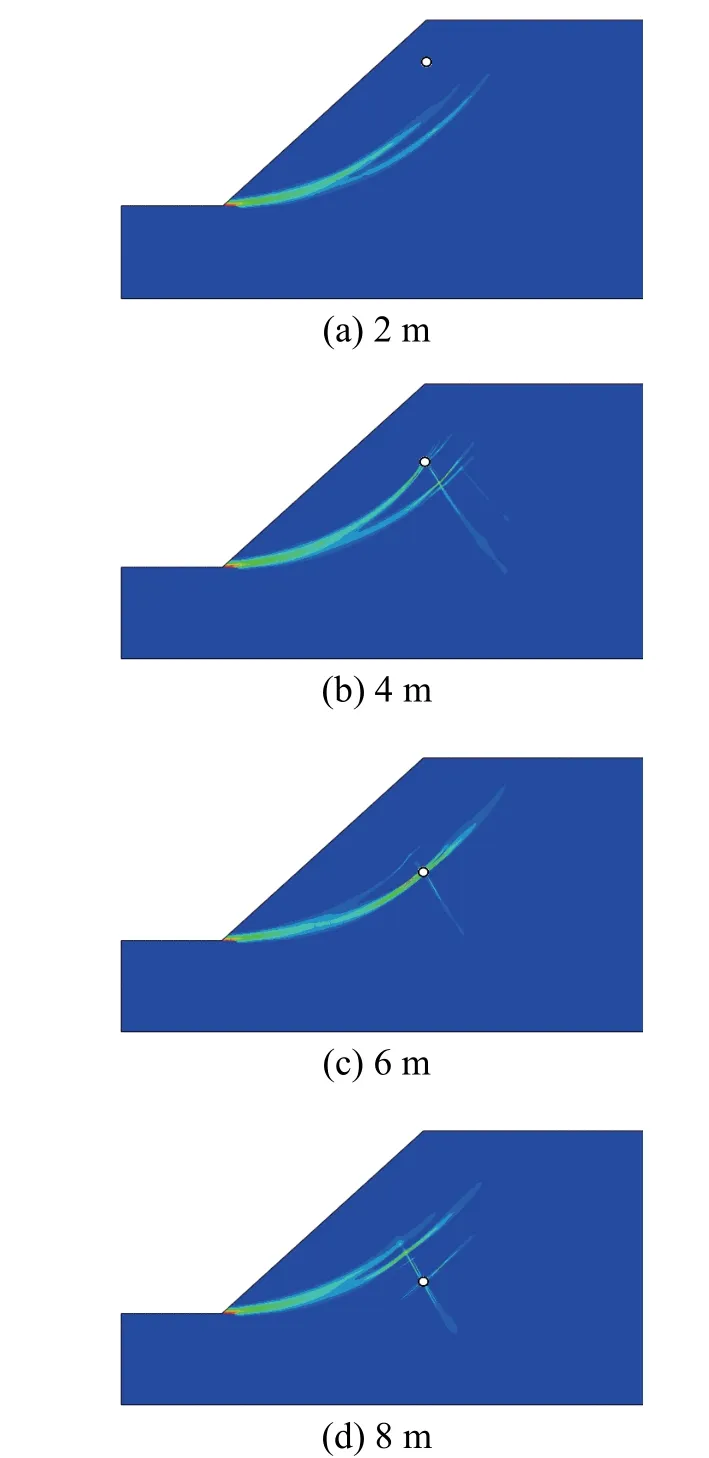
图50 不同管道埋深的边坡塑性区分布Fig. 50 Distribution of slope plastic zone at different pipeline burial depths
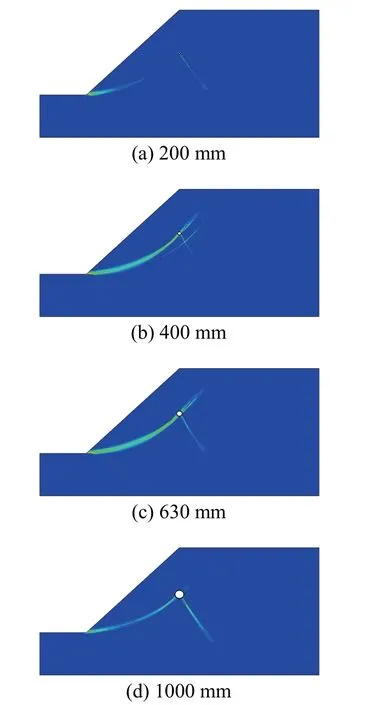
图51 不同管道直径的边坡塑性区分布Fig. 51 Distribution of slope plastic zone at different pipe diameter

图52 不同边坡倾角的边坡塑性区分布Fig. 52 Distribution of slope plastic zone at different slope inclination
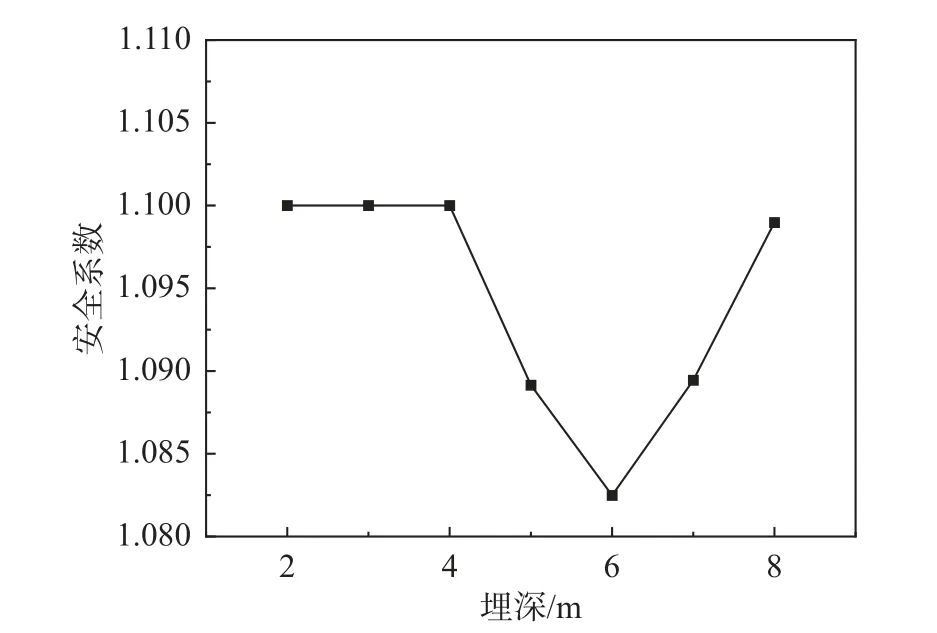
图53 不同管道埋深边坡安全系数Fig. 53 Safety factor of slopes with different buried depths of pipelines

图54 不同管道直径边坡安全系数Fig. 54 Safety factor of slope with different pipe diameters

图55 不同边坡倾角的边坡安全系数Fig. 55 Slope safety factor for different slope inclinations
如图56 所示,以5 m 埋深下管道的应力发展为例,在自重作用下,不考虑管道内压荷载工况,管道主要承受土体荷载产生的外压作用,管道内部产生最大为0.954 MPa 的压应力。当因为土体强度折减而发生滑坡时,管道变形使管道顶部和底部的外表面以受压为主,最大压应力为4.547 MPa,腰部的外表面以受拉为主,最大拉应力为2.940 MPa,拉压转换位置分别在60°、135°、224°和309°;管道顶部和底部的内表面以受拉为主,最大拉应力为3.835 MPa,腰部的内表面以受压为主,最大压应力为4.722 MPa,拉亚转换位置分别在35°、145°、215°、319°。

图56 5 m 埋深下管道应力Fig. 56 Pipe stress at 5 m burial depth
图57 和图58 分别给出了边坡滑动时管道内外表面Mises 应力。在埋置深度为2 m 时,管道内外表面均为受压,内表面最大压应力为0.402 MPa,外表面最大压应力为0.384 MPa,边坡滑动面位于管道位置下方,且滑坡对管道的受力没有明显影响。随着埋置深度的增加,管道接近滑动面,滑坡时产生的竖向土压力方向逐渐沿顺时针偏转,造成管道的受力不均。在管道埋置深度超过滑动面位置后,管道受力再次向均匀发展,并且受滑坡影响减小,主要承受的荷载为上部土体自重产生的荷载。
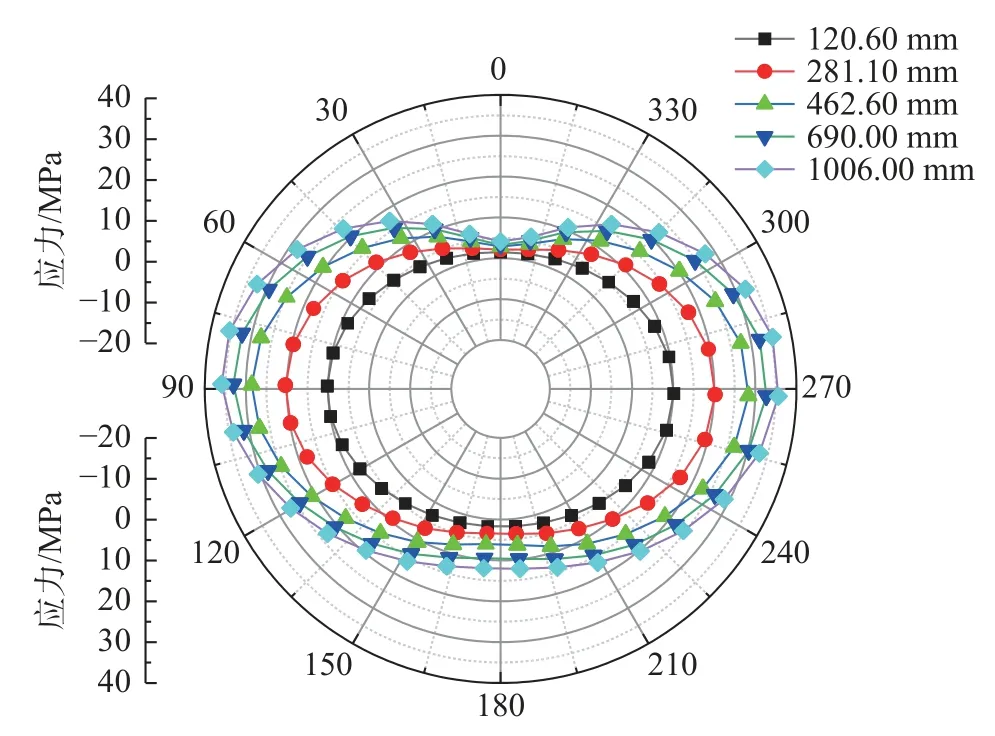
图57 不同埋深管道外表面应力Fig. 57 Stress on the outer surface of pipe with different buried depths

图58 不同埋深管道内表面应力Fig. 58 Stress on the inner surface of pipe with different buried depths
由图59 和图60 可以看出,随着边坡倾角的增大,管道受力逐渐趋于均匀。当边坡倾角为30°和35°时,管道内外表面的应力分布形状为“8”字型,外表面的环向应力在管顶和管底出现压应力峰值,分别为7.864 MPa、6.675 MPa,在腰部出现拉应力峰值,分别为6.176 MPa、4.967 MPa;内表面的环向应力在腰部出现压应力峰值,分别为8.795 MPa、7.276 MPa,在顶部和底部出现拉应力的峰值,分别为7.169 MPa、5.991 MPa。随着倾角的增加,外表面的环向应力逐渐分布均匀,内外应力峰值逐渐减小,在边坡倾角为55°时,管道的环向应力达到最小值,此时外表面压应力峰值为1.788 MPa,拉应力峰值为0.702 MPa,内表面压应力峰值为1.924 MPa,拉应力峰值为0.936 MPa。随着边坡倾角继续增加,管道的环向应力开始逐渐增大。
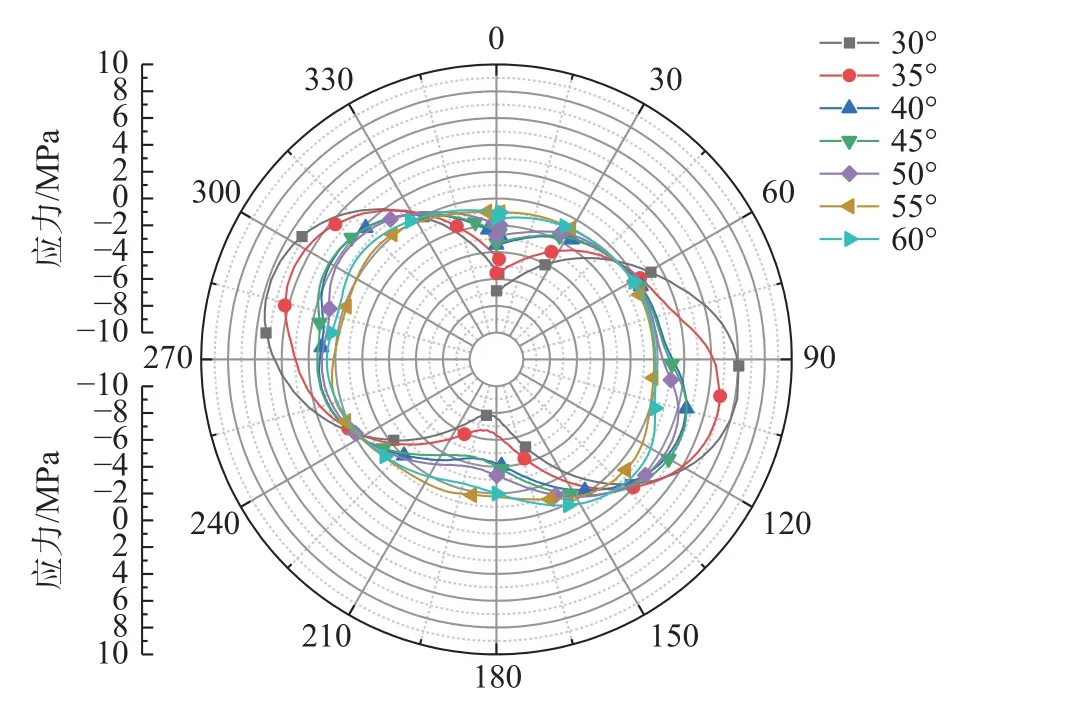
图59 不同边坡倾角管道外表面应力Fig. 59 Stresses on the outer surface of pipes with different slope inclinations
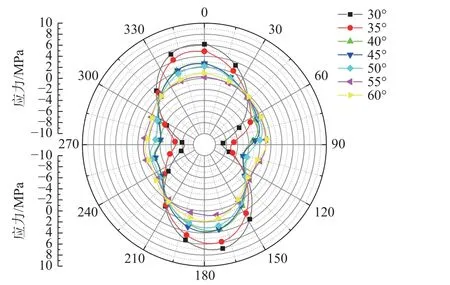
图60 不同边坡倾角管道内表面应力Fig. 60 Stresses on the outer surface of pipes with different slope inclinations
3.4 地质断层作用下埋地管道安全评价模拟研究
地震引起的地质断层对埋地PVC 管道的破坏将会对社会经济造成巨大损失[55−56]。为此,采用有限元软件ABAQUS 研究不同断层位移、管径、壁厚、断层及场地类型等参数下埋地管道的力学行为,并分析了它们对管道受力与变形的影响。
如图61~图63 所示,建立断层与埋地管道的三维数值计算模型,模型宽度11.00 m、高度11.00 m、长度18.00 m。断层土体采用Mohr-Coulomb 本构模型,弹性模量为100 MPa,泊松比为0.35,土体密度2000 kg/m3,黏聚力为15.00 kPa,摩擦角为20°;采用公称外径为1 m、壁厚为40 mm 的管道,管道初始位置位于断层块体中间,初始埋深(管顶距土体表面的净距)为5.0 m,采用双折线屈服本构,弹性模量为3000.00 MPa,屈服强度为42.00 MPa,泊松比为0.30。
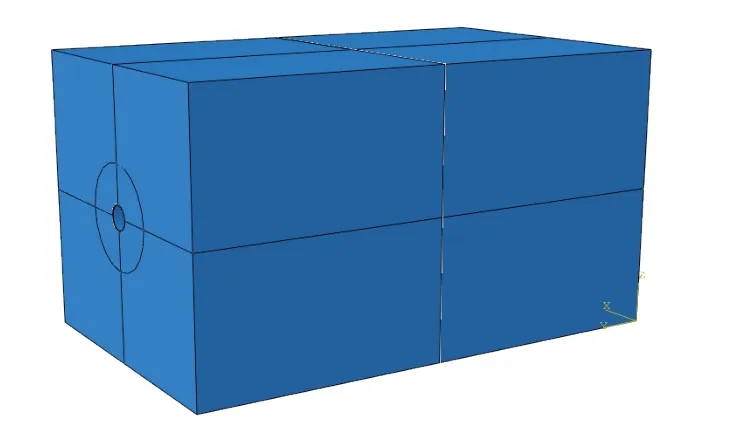
图61 管道-地质断层有限元建模Fig. 61 Finite element model of pipeline - geological fault

图62 土体网格划分Fig. 62 Soil meshing
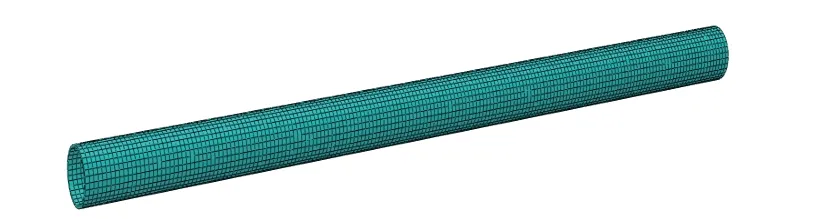
图63 管道网格划分Fig. 63 Pipe meshing
如图64~图65 所示,通过计算断层竖向错动的管道-断层有限元模型,得到管道在不同断层错动量下的应力及变形。通过有限元计算结果可以得出,在断层错动量较小的工况下,管道应力较小,且集中在错动面附近;随着断层错动量的增加,管道应力区域逐渐由错动面向管道两端扩展,在断层错动量为281.10 mm 时,管道变形的拐点截面应力发展基本与中间截面一致,随着断层错动量的增加,管道应力沿管道轴向发展速度减慢,管道应力增长速度增加。
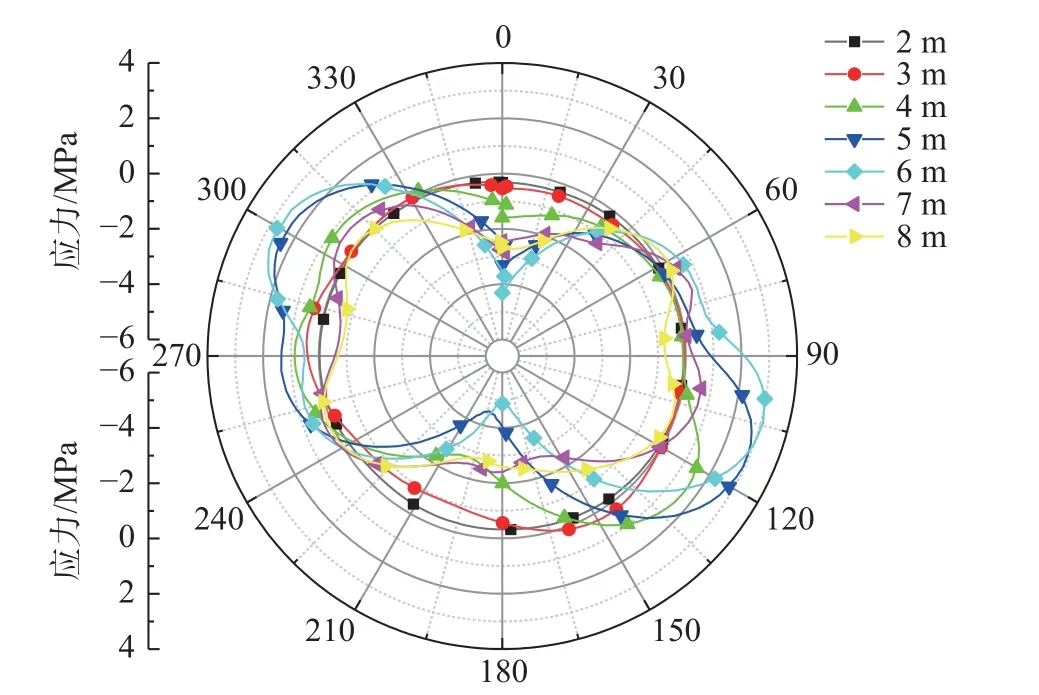
图64 管道中间截面应力分布Fig. 64 Stress distribution in the middle section of the pipe

图65 管道变形拐点截面应力分布Fig. 65 Stress distribution at the inflection point of the pipe
提取管道中间截面和变形拐点截面在断层错动量为120.60 mm、 281.10 mm、 462.60 mm、690.00 mm、1006.00 mm 工况下的应力如图66 所示。在断层错动量为120.60 mm 时,管道中间截面应力分布呈椭圆形,管道腰部应力较大,顶、底部应力较小;管道变形拐点截面顶、底部应力较大,腰部应力较小。随着错动量的增加,管道中间截面的顶部应力增长较小,底部应力略有增加,腰部应力增长迅速;管道变形拐点截面腰部应力增长缓慢,顶、底部应力迅速增长并达到屈服应力42.00 MPa。

图66 不同断层错动量的管道应力云图Fig. 66 Pipe stresses with different fault dislocation momentum
4 管线工程“智能监测-病害诊断-抢险修复”成套技术
4.1 基于光纤传感技术的管道健康监测试验研究
管道工程具有目标距离长、掩埋深度高、事故影响大等特点,其病害具有隐蔽和缓慢特性。与传统方法(电阻应变片、夹式引伸计)或数字图像相关和声发射等其他监测设备相比,光纤传感器具有具有监测距离长、灵敏度高、适应性强、耐腐蚀、抗电磁干扰且长期稳定的优点,被广泛应用于复杂恶劣的条件下管线工程灾病监测中[57−60]。近年来,学者使用的光纤管道监测技术有:准分布式传感的光纤布拉格光栅(FBG)技术、基于分布式光纤传感技术的瑞利散射光时域反射(OTDR)技术、布里渊光时域反射(BOTDR)技术、布里渊光时域分析(BOTDA)技术和脉冲预抽运布里渊光时域分析(DPP-BOTDA)技术。为此,利用准分布式传感的光纤布拉格光栅(FBG)开展了不同工况下PVC 管道变形的监测试验研究。
1) PVC 管道变形光纤光栅监测试验研究
如图67 和图68 所示,分别开展横向和纵向的PVC 管道压扁变形光纤光栅监测试验。在横向压扁试验中,在管道内壁沿环向均匀布置FBG 串,管道的内壁共设置4×6 个测点,管道内部管顶竖向布置一个位移计。在纵向压扁试验中,设置FBG串6×6 个测点,其中2 串在管道内壁顶部,2 串在管道内壁底部,2 串在管道内壁腰部。试验采用20 mm/min 的加载速度进行加载,FBG 的采集频率设置为1 s 采集一次。
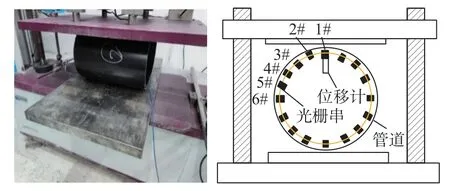
图67 管道横向压扁试验与监测布置Fig. 67 Pipe transverse flattening test and monitoring layout
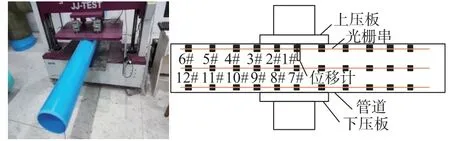
图68 管道纵向压扁试验与监测布置Fig. 68 Pipe longitudinal flattening test and monitoring layout
横向压扁试验中1#~6#FBG 传感器的监测数据如图69 所示。由于FBG 光栅串的最大可监测微应变为3500,扣除安装应变后,得到监测PVC 管压扁过程中的最初变形。可以看出:压扁实验中,PVC 管在纵向和横向上的初始变形基本对称;纵向压扁试验中,管道顶部的光纤传感器(1#~6#)和管道腰部的光纤传感器(7#~12#)的监测数据如图70 和图71 所示。由图70 和图71 可知,1#~6#和7#~12#数据趋势基本一致,但3#传感器数据因压扁区域附近管道发生屈曲,因此,3#的数据与跨中位置的数据相反。

图69 横向压扁试验监测数据Fig. 69 Pipe transverse flattening test monitoring data

图70 纵向压扁试验监测数据(1#~6#)Fig. 70 Longitudinal flattening test monitoring data (1#~6#)

图71 纵向压扁试验监测数据(7#~12#)Fig. 71 Longitudinal flattening test monitoring data (7#~12#)
2) PVC 管道悬空变形光纤光栅监测试验研究
如图72 所示,本试验采用PVC-UH 管进行悬空试验,试验管段由两段6 m 的管道拼接而成,直径为200 mm,接口位于管段跨中,管道两端高度为520 mm,支座类型为简支。管道跨中上表面竖向布置一个位移计,用于测量管道跨中位移,下表面布置一串光栅串,共10 个测点,各测点均匀布置,间距均为1 m,如图72 所示。管道架设后,迅速测量管道沿线挠度,并将次作为管道悬空变形的初始值。随后,每过1 h 测量一次管体全轴向挠度,24 h 后变为每隔1 个自然日测量一次。FBG 解调仪采用每分钟测量1 次的方式,在接下来的1 周内进行不间断采集。
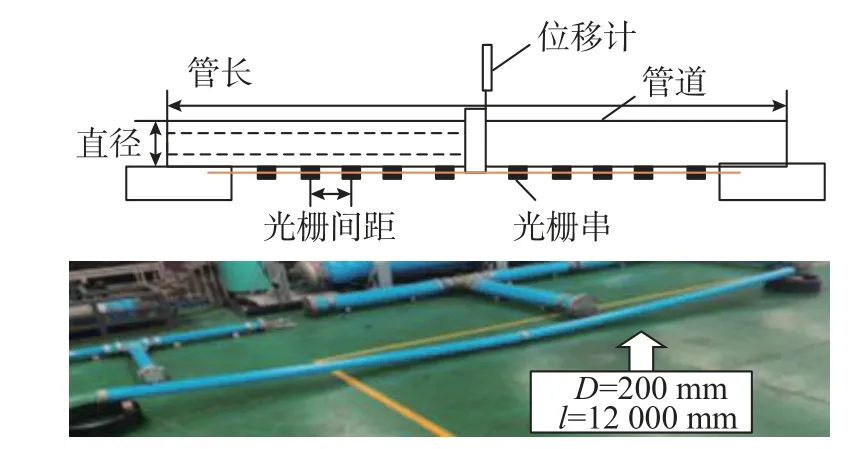
图72 管道悬空试验与监测布置Fig. 72 Pipeline suspension test and monitoring layout
图73 给出了悬空管道挠度变化。如图73 所示,管道在悬空状态下发生自由弯曲,其跨中挠度随悬空时间的增加而急剧增加,且在前24 h 内增加明显。后7 d 内管体跨中挠度总和仅为前24 h的20%,第7 d 后,跨中挠度变化趋于平缓。整个管体在刚处于悬空状态时(初始状态),其跨中挠度仅为10 cm,且沿管轴线方向分布均匀;而管体在2 d~7 d 内的挠度呈两边线性、跨中平缓的趋势。其中,0 m~4 m 的管段仅发生转角位移,而4 m~6 m 的管段发生弯曲位移,这是因为管段端部的约束是铰支,而两段管道的接口具备一定强度。管道接口因跨中弯矩的作用而发生变形,接口底部受拉而顶部受压,管道跨中挠度与管道接口变形直接相关,接口变形越大则管道跨中挠度越大,但接口变形不影响0 m~4 m 的管段的变形,接口变形越大,应力在跨中越集中。为了保证悬空管道的稳定性,必须提高管道接口的弯曲刚度,可以通过减少接口胶层的变形、接口加装钢圈、增加插口深度等方法来实现。

图73 悬空管道挠度变化图Fig. 73 Deflection change diagram of suspended pipeline
4.2 管道检测与漏损智能识别定位研究
目前输水管网系统由于管道破裂、接口错动等造成的漏损比例达15%~20%,远远达不到《城市供水管网漏损控制及评定标准》(CJJ 92−2016)中的规定,管网漏损严重造成资源浪费又容易引起路面塌陷等次生灾害。已有的管网漏损识别技术可分为3 类:1)检测识别类方法。检测识别类方法采用直接观察或技术类手段,通过对管线周边环境或管道壁面直接检测发现漏损情况,这类检测方法包括:噪声法、听音法、压力法、管道内窥法、探地雷达法、地表温度测量法及气体示踪法等;2)监测分析类方法。监测分析类方法以SCADA日常监控为基础,针对滤波、频率、声速等监控指标,进行时域、频域或时频域水力模型分析,发现管网漏损情况;3)数据分析类方法。数据分析类方法不依赖水力模型,仅通过流量和压力等常规测量数据的分析发现流量异常。数据分析方法由于不依赖复杂环境和装备,相对门槛较低。近年的研究领域几乎涉及线性回归模型、时序分析模型、灰度模型、系统动力学模型、神经网络、深度学习等适合时序数据预测各个类别[61]。
检测识别类方法只能用于日常巡检或事后诊断类手段,不能及时发现,且大规模检查需大量人工,时效性和经济性均不理想;监测分析类方法具有良好的实时性和准确度,但依赖大量智能感知设备,施工难度和投资巨大,很难覆盖到老、旧管线;数据分析类手段不需监控感知设备的支持,且具有一定的时效性,但此类方法不涉及到管网的水力分析,不能对管网漏损的区域位置进行有效识别,且监测效果严重依赖于管网中压力或流量历史监测数据质量,准确度不易保障。
到目前为止,发现管道病害,改善管网漏损比例偏高的现状迫在眉睫,但还未有行之有效的方法精确诊断管网病害与漏损点。为此,团队研发了新型管道内检测设备—“谛听”机器人。结合“谛听”机器人与YOLO(You Only Look Once)人工智能算法模型,基于工程现场内缺陷管道检测图像,合理划分缺陷类别,对缺陷管道检测图像进行识别,利用labelimg 软件对图像进行标注和预处理形成数据集,利用YOLOX 人工智能算法模型对其进行训练与算法优化,实现了大口径管道自动化检测-管道缺陷定位识别与智能诊断一体化。该方法极大的节省了管道检测作业量,解决了大口径PVC 管道工程缺乏高效精确的管道缺陷识别定位方法的难题,该项技术同样适用于其他材质管道工程的检测。
与传统技术和产品相比,“谛听”机器人采用内检测的方式,可在管道正常输运的情况下进入的管道内部,精准检测管道内部包括微小泄漏在内的各类管道异常,从根本上解决了过往漏水点检测遗漏多、异常定位误差大、无法检测气囊、管内腐蚀及淤积等问题,是目前技术最先进、检测最精准、适用性最广泛的供水管道检测技术和产品。
谛听管道检测机器人搭载了高灵敏度水听器、高清摄像单元、高精度信标(定位)单元及9 轴(重力加速度、陀螺仪、磁力计)传感器,可有效检测微小泄漏、管道破损、管道瘤、气包气囊、管内杂质(砂石、杂物)淤积等多种异常情况,并可实时地通过尾部连接的光电复合缆将检测情况传回地面控制单元。谛听供水管道检测机器人可达到6 km 的超长检测距离,采用米标加信标双重定位手段,地面定位精度达到1 m 以内,实现了不同口径、不同材质管道在各种工作环境(可满足1 MPa水压条件)下的内缺陷检测,可实现异常位置的精准定位。
在实际工程中,除了准确识别管道病害外,还需确定病害所处位置,即定位检测。为此,提出了基于YOLO 算法的“谛听”机器人病害图像定位方法。图74 给出了YOLOX 的网络结构图。传统神经网络算法在进行图像定位识别时,需要设计多个神经网络来执行这个任务,运行缓慢,很难优化,因为每个单独的组件都必须单独训练。而YOLOX 作为最新提出的YOLO算法的变种,综合了YOLO 系列网络优点,摆脱先验框约束,只用一个神经网络就实现数据训练和管道病害智能识别[62−64]。

图74 YOLOX 的网络结构图Fig. 74 YOLOX network structure diagram
YOLO 算法经过前人不断的优化,已经更新了几代,而YOLOX 作为最新提出的YOLO 算法的变种,综合了YOLO 系列网络优点,使用YOLO v4 的特征提取网络CSPDarknet 架构,引入YOLO v5 的Focus 通道增广技术,运用Mosaic 数据增强,创新的加入解耦预测头和SimOTA 动态正样本匹配方法。对于业界使用最广泛的检测器之一YOLO 算法,在COCO 测试集上将其提升到47.3% AP,优于当前最佳实践3.0% AP。
基于YOLO 的“谛听”机器人病害图像定位具体操作流程如下:
1)如图75 和图76 所示,首先通过新型谛听机器人设备对管道内部缺陷进行拍摄,管道内部缺陷图像如图77 所示,进而得到所需训练集、测试集和验证集数据;

图75 谛听管道检测机器人Fig. 75 Listening pipeline inspection robot

图76 管道机器人现场作业Fig. 76 Pipeline robot field operation

图77 管道内部缺陷图像Fig. 77 Image of internal defects in pipes
2)采用Mosaic 数据增强方法对获得的数据集进行预处理;
3)优化YOLO 算法,对数据进行聚类分析,确定最优锚点;
4)对搭建的YOLO 算法模型进行评估,包括检测速度、测试精度等,为后续优化工作提供指导。
图78 给出了优化YOLO 算法对管道内部缺陷智能识别结果。

图78 缺陷智能识别Fig. 78 Defect intelligent identification
4.3 大口径管线工程抢险修复与性能提升
管线工程在运营过程中出现渗漏、破裂将直接影响到管线的输水安全和使用寿命。通过采取措施提升管线的防渗漏性能,不仅可以确保管线运行的稳定性,而且对于降低后续检修成本,加快城市经济发展速度有着积极的意义[65−66]。为此,提出了Spetec 注浆堵漏加固技术、不锈钢快速锁修复技术、树脂固化局部修复工艺、紫外光固化内衬的整体不开挖修复技术,实现大口径PVC管道的快速修复和性能提升。
1) Spetec 注浆堵漏加固技术
针对管道变形、破裂等缺陷问题,提出了一种在役大口径PVC 管道注浆堵漏加固技术,有效提升了管道周围土体承载能力及管道变形处整体性能。如图79 所示,Spetec 注入树脂是一种用于堵漏和土体稳固的聚氨酯材料,其遇水迅速反应,随着时间逐渐稳固,耐化学腐蚀,无毒、无溶剂,可适用于富水环境,主要应用于土体稳固、堵水、防水以及地下管道注浆[67]。该修复技术主要适用于DN150-DN1800 的排水管道的破裂、脱节、渗漏、轻微变形和轻微错口等缺陷。整个修复施工流程绿色环保,可减少80%的CO2排放量,与传统修复技术相比,可节约20%经济成本,实现了管道周围土体塌陷及管道局部变形缺陷的绿色经济、高效安全修复。

图79 Spetec 注浆堵漏加固Fig. 79 Spetec grouting plugging and reinforcement
2)局部树脂固化修复技术
针对管道接口处有渗漏等点状缺陷修复时施工工艺复杂、成本高、修复过程不环保的问题,提出了一种在役大口径PVC 管道局部树脂固化修复技术,有效提升了管道微小缺陷处承载能力和安全性能。图80 给出了局部树脂固化修复示意图。该技术是一种基于玻璃纤维的管道局部缺陷修复技术,施工效率高,从树脂混合到玻璃纤维局部内衬修复在1 h~2 h 内完成,完成后可通过管道机器人实时监控,可控性强,安全性高[68]。与其他方法相比,该技术绿色环保,不堵塞交通,使管道修复施工的形象大为改观。固化后树脂强度大,外表美观,具有50 年使用寿命,实现了管道局部细小缺陷快速可控修复。

图80 局部树脂固化修复Fig. 80 Partial resin curing repair
3)不锈钢快速锁修复技术
针对管道破裂问题,提出了一种在役大口径PVC 管道不锈钢快速锁修复技术,有效提升了管道裂缝处的承载能力和安全性能[69]。如图81 所示,该技术利用专用不锈钢片拼接成环,将橡胶圈挤压到原管道缺陷部位后固定形成内衬,适用于管道任意部分密封段,承压能力好,施工时间短,安装定位修复完成通常在1 h 内可完成。当缺陷长度较长时,还可进行连续修复,达到了封堵额外支线接口的目的,避免了管道内生长植物根系再次侵入,实现了管道缺陷连续、快速、高效修复。

图81 不锈钢快速锁修复Fig. 81 Stainless steel quick lock repair
4)紫外光固化内衬修复技术
针对管道整体修复时容易对周围环境造成影响、效率低、质量不易保障的问题,提出了一种在役大口径PVC 管道紫外光固化内衬修复技术,有效提升了管道结构整体性能和施工安全性。如图82 所示,该技术利用外层涂有聚合物涂层的玻纤软管与聚酯树脂或环氧树脂浸渍,然后,将紫外线固化玻纤软管拖拉进入管道。一旦内衬全部安装到主管道里,用紫外线加热,使树脂发生化学反应,开始固化,时间约4 h~8 h 左右。内衬固化后,就会在原来的管道里形成一个新的连续性的具有全结构性强度的管道。适用于多种口径(包括大口径)和多种材质管道,具有修复时不产生废水,不污染环境、绿色环保、固化速度快(最快可达1 m/min)等优点,增加了管道的整体性,整个施工过程可视化,便于质量控制,安全性高,修复用内衬管使用年限大于50 年,实现了管道内无污染高速固化和安全可控非开挖整体性修复。

图82 紫外光固化内衬修复Fig. 82 UV curing lining repair
5 结论
本文围绕大口径PVC 管材制造工艺与材料创新、大口径给水用丙烯酸酯共混聚氯乙烯管材研发与结构性能评价、复杂运营环境下大口径管线工程安全评价、管线工程“智能监测-病害诊断-抢险修复”成套技术等关键技术,组织优势科研团队,产学研用结合,持续10 余年攻关,取得突破性创新成果有:
(1)研发了适用于大口径高性能的PVC 管混配料,优选了适合于大口径PVC 管道的生产模具与工艺,首创了国内唯一直径1800 mm,长周期运转的大口径PVC 管全自动化生产线,突破了大口径PVC 管道制造的技术瓶颈。
(2)研发了高强、高韧、高抗冲管材新产品:ABR 管;有效解决了PVC 管低温脆性破裂问题。
(3)开展了大口径ABR 管结构原型试验,系统地揭示了大口径ABR 管失效机理,首创了多灾害条件下大口径PVC 管道工程安全评价理论与方法,填补了目前PVC 管道工程安全风险评估手段的不足,实现了大口径PVC 管道工程运行安全的有效掌控。
(4)研发了Spetec 注浆堵漏加固技术、不锈钢快速锁修复技术、树脂固化局部修复工艺、紫外光固化内衬的整体不开挖修复技术,实现了大口径PVC 管道的快速修复和性能提升。
上述成果主要服务于大口径、高性能PVC 管道工程的安全保障,为建立大口径、高性能PVC管道工程结构安全保障体系提供了技术支撑,进一步规范了PVC 管道工程安全管理。该成果已经应用于成都天府国际机场项目、新疆和田远距离输水项目等多个重大管道工程设计和运营中,产生了巨大经济、社会效益,具有广泛的应用前景。
