自供电可换气带双摄像头电焊面罩研制
2022-12-30许昕蕾李锺慎王召沛
许昕蕾,李锺慎,皮 钧,王召沛
(1.华侨大学机电及自动化学院,福建 厦门 361021;2.集美大学机械与能源工程学院,福建 厦门 361021)
1 引言
电焊是利用电弧融化焊条和金属焊接点实现刚性连接的工艺,广泛应用于工业制造领域。全球焊接用钢量占钢材总量的50%以上,而在发达国家这一比例则可高达70%[1]。电焊作业的主要职业危害是弧光、粉尘、有毒气体、高温等。弧光主要包括红外线、可见光线和紫外线[2]。焊接弧光的红外线辐射会导致视网膜灼伤;弧光的可见光线比人眼正常承受的光强大一万倍,会导致眩辉性视网膜炎;弧光的紫外线辐射会导致电光性眼炎;我国电焊作业人员中,电光性眼炎的罹患率高达95%以上[1]。电焊产生的有害气体会损害人体的呼吸系统,高浓度电焊烟尘会导致焊工患尘肺病。相关调查表明,我国尘肺病人数接近100万,电焊工尘肺占比位居前三[3]。电焊高温环境易导致操作者闷热中暑[4]。近年来,电焊招工难的报道比比皆是,人们不愿从事高薪电焊工作最主要的原因是电焊作业环境对健康不利。
电焊作业的恶劣环境对人体造成了种种伤害,为满足市场需求各式电焊防护面罩应运而生。市场主要有手持式、头戴式以及光控电焊面罩。手持式电焊面罩以不可变光的黑玻璃片作为镜组,因成本低廉其应用最为广泛;为了避免焊点偏差,焊工常采用裸眼引弧,极易造成眼部损伤;且当遇到需要用手扶持工件时,无法手持电焊面罩进行防护[5]。头戴式电焊面罩虽然可以解放焊工双手,但在定位、引弧时,须翻转面罩,操作不便[5]。光控电焊面罩可自动变光,是市场上最先进的电焊防护面罩;但光控电焊面罩的变光过程需要时间,故而起弧瞬间的弧光危害不可完全避免,在起弧瞬间弧光辐射强度达到极大值,因此弧光仍然会对人眼造成伤害;另外,光控电焊面罩具有的基础色号(一般为3号),引弧时弧光强度大小不稳定导致的色号连续变化,这都会造成电焊操作者无法清晰观测电焊工况。电焊作业的恶劣环境造成了电焊职业病的盛行,基于现有电焊面罩防护功能单一且无法完全隔绝有害弧光对人眼的伤害,设计一种具多种防护功能且能够完全避免有害弧光对人眼造成伤害的新型电焊面罩,对其功能模块和结构进行分析,并测试性能。
2 方案设计
2.1 总体框架
自供电可换气带双摄像头电焊面罩主要包括:观察模块、换气模块、自供电模块,其架构图,如图1所示。观察模块的平光摄像头可把电焊时定位和引弧的平光影像传输给液晶显示屏;当进入稳定运条时,滤光摄像头可把运条的滤光影像传输给液晶显示屏。换气模块通过微型直流风机和过滤网实现散热与过滤功能。自供电模块的光伏电池板接收弧光发电,联合锂电池通过电力均衡器件向面罩的用电器件提供稳定电能。
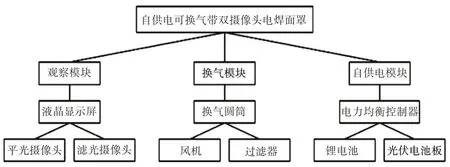
图1 架构图Fig.1 Architecture Diagram
根据人体工程学设计自供电可换气带双摄像头电焊面罩,其结构,如图2所示。

图2 电焊面罩总体结构Fig.2 General Structure of Welding Mask
观察模块2安装在面罩壳体1的眼部区域;通过对面罩周围烟尘浓度的分析,面罩壳体的顶部烟尘浓度最小,为减少电焊时有害烟尘的吸入,将换气模块4设置于面罩壳体1的顶部;为最大限度接收电焊弧光发电,将光伏电池3板安装于观察模块2的正前方;锂电池5安装在面罩壳体1的顶部可调节电焊面罩的重心,提高其穿戴的舒适性。
2.2 观察组件控制流程
电焊操作时,采用摄像头拍摄电焊影像并实时呈现于液晶显示屏,焊工通过观测液晶显示屏的影像进行电焊,可完全避免有害弧光对眼睛的伤害,影像切换控制流程,如图3所示。电焊的定位和引弧工步光强较弱,切换控制电路处于复位状态,平光摄像头拍摄的影像实时传输给液晶显示屏,液晶显示屏呈现平光影像,通过平光影像可清晰观察焊条定位和引弧位置,避免焊点的偏差;电焊进入稳定运条工步时,弧光光强很大且持续1.5s时,切换控制电路触发,液晶显示屏切换到滤光影像,通过滤光影像可清晰观察电焊运条的工况,提高焊接精度;当电焊运条工步结束且断弧时间持续1.5s 时,切换控制电路复位,液晶显示屏呈现平光影像。运条前后两处的延时控制,可防止因弧光光强不稳定造成液晶显示屏影像频繁切换问题。

图3 影像切换流程Fig.3 Image Switching Process
3 结构设计
3.1 观察组件
为了便于安装和维护,运用模块化设计理念,把观察模块设计成一个组件装配在面罩壳体上,如图4所示。平光摄像头1和滤光摄像头6位于面罩的双眼位置,摄像头前分别安装平光镜2和滤光镜4,用于拍摄平光和滤光两种电焊影像;双摄像头所拍摄的影像经切换控制电路7选择,交替呈现于液晶显示屏8;因液晶显示屏与人眼的距离过近会导致人眼无法看清液晶显示屏的影像,在液晶显示屏的正前方设置有凸透镜9,通过凸透镜将液晶显示屏的影像放大,并在明视距离形成清晰虚像,焊工透过凸透镜可清晰观测电焊工况;光敏传感器3安装在平光镜2和滤光镜4之间,用于接收弧光信号;光伏电池板5安装在观察模块的正前方,用于吸收高强度弧光发电。所有功能器件通过分层矩形框10固联在一起,形成观察组件;分层矩形框采用空心注塑腔体,可方便各功能器件电线连接,并减轻面罩重量。凸透镜的设置可减小人眼与液晶显示屏的距离,缩小观察模块体积。根据实验设定液晶显示屏合适的放大倍数、液晶显示屏与凸透镜间的距离,得出所需凸透镜的焦距f为:
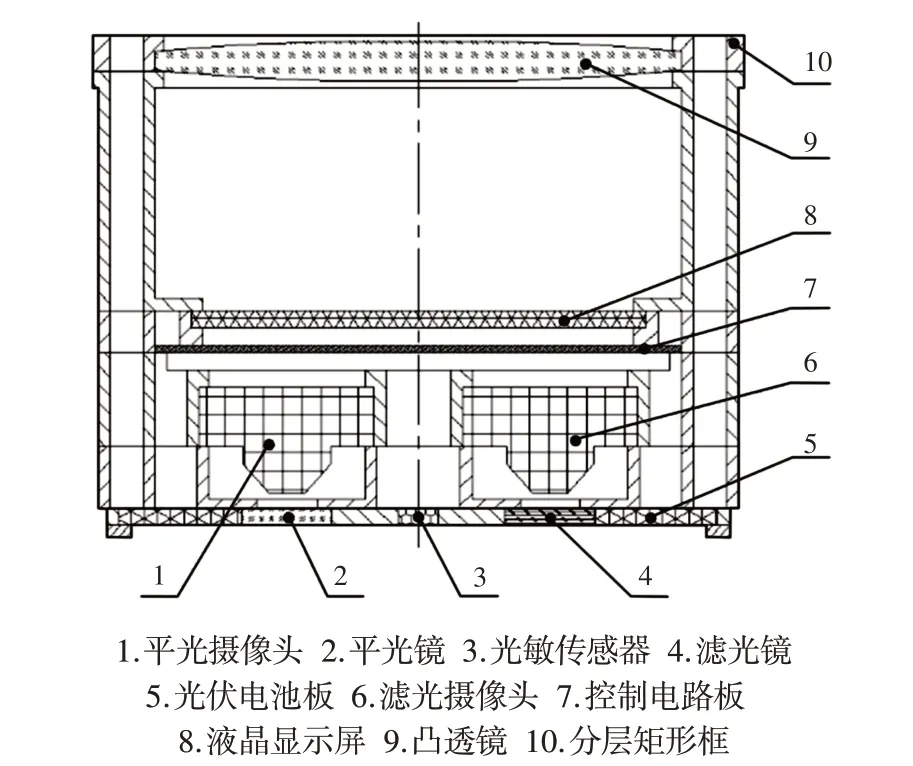
图4 观察组件结构Fig.4 Structure of Observation Module

式中:m—液晶显示屏放大倍数;u—液晶显示屏与凸透镜间距离。
3.2 换气组件
在焊接过程中,会产生大量金属烟尘和有毒气体,若长期吸入,会对焊工的肺功能造成一定程度的损伤[6]。由于电焊作业场所的通风情况不尽相同,故将换气模块设计成一个组件,供焊工自由选配。换气模块的外形为圆筒状,过滤网1设置在换气圆筒2的进风口,基于对超细粒子浓度及颗粒度的分析选取过滤器。为最大限度减小气流阻力,采用三角支架4将微型直流风机3固定于换气圆筒2中下部。微型直流风机的风量设置有大小两档,可给予使用者更加舒适的送风体验。通过换气圆筒底部的快速卡接件5,将换气组件安装在面罩壳体顶部的卡接座上。换气组件结构,如图5所示。
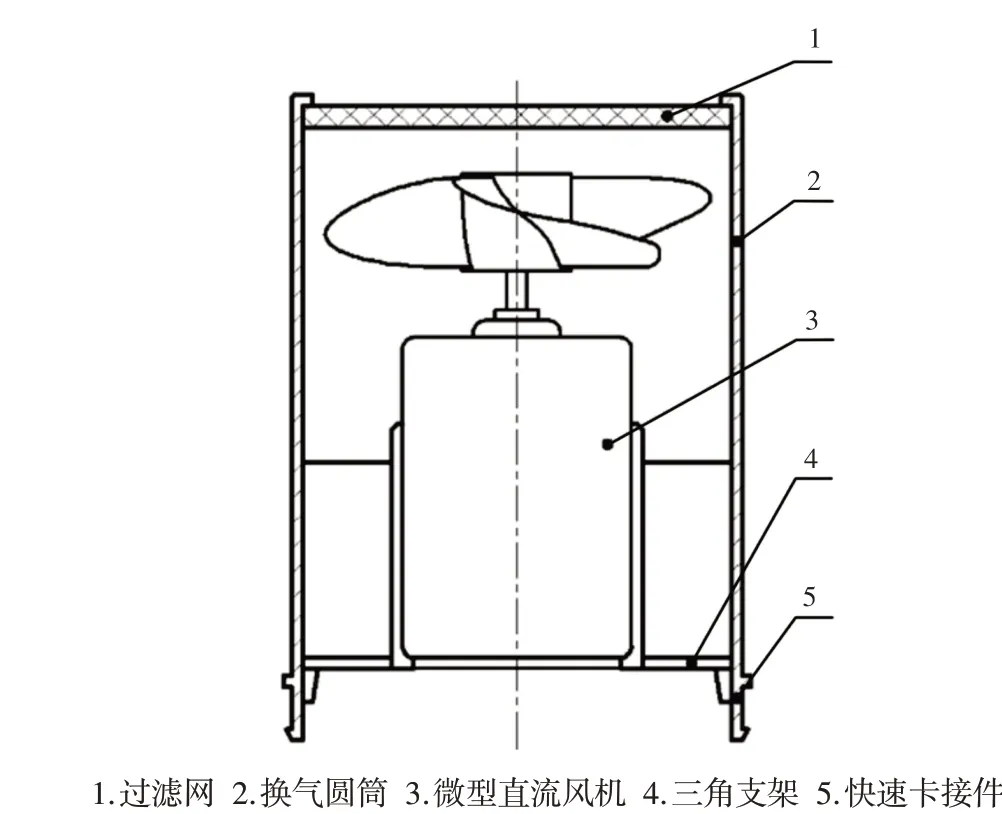
图5 换气组件结构Fig.5 Structure of Ventilation Module
通过换气模块的微型直流风机和过滤网吸入洁净空气,在面罩壳体内形成自上而下的气流,达到过滤和散热双重功效,大大降低了有害烟尘的吸入量,解决了因面罩和脸部间空气不流通,焊工闷热难受的问题。对于深井等作业场所,还可通过换气模块的底座连接一条通风管道至地面,配合地面上的通风机对井底焊工输送洁净的空气。
3.3 供电组件
面罩功能模块的运行需要用电,利用光伏电池板吸收高强度弧光进行发电,把有害弧光转化成电能,既解决面罩的供电问题,又减弱弧光的危害,可达到供电与减弧双重功效。由于弧光发电功率不稳定,设计了锂电池和电力均衡控制器,根据光伏电池板的发电量和功能模块的耗电量,实时调控锂电池的充放电:当光伏电池板发电量大于各模块的总耗电量时,光伏电池板经电力均衡控制器向功能模块和锂电池供电;当光伏电池板发电量小于各模块的总耗电量时,光伏电池板和锂电池经电力均衡控制器联合向功能模块供电;当光伏电池板发电量等于各模块总耗电量时,光伏电池板经电力均衡控制器直接向功能模块供电;各模块间的接线,如图6所示。通过电力均衡控制器控制光伏电池板与锂电池联合供电,可确保各功能模块处于恒功率稳定运行,并最大限度减少锂电池充放电损失。

图6 各模块间的接线Fig.6 Wiring Between Modules
4 视频切换控制电路
4.1 控制架构
当电焊进入稳定运条工步,通过视频切换控制电路把滤光影像自动切换到液晶显示屏,其控制架构,如图7所示。光敏传感器接收光信号,将其转化为电信号传输至信号采集模块,电信号经信号放大模块放大传输至计时电容模块;当弧光持续1.5s时,信号放大模块输出高电位可对计时电容充电,计时电容输出高电位给比较电路,经开关激发电路驱动开关切换模块,从而把滤光摄像头所拍摄的滤光影像切换到液晶显示屏。当断弧时,信号放大模块输出低电位,计时电容模块通过放电电路进行放电;当断弧持续1.5s,比较电路获得低电位,经开关激发电路控制开关切换模块复位,平光摄像头所拍摄的平光影像传输给液晶显示屏。当点焊时,计时电容通过放电电路进行充放电,比较电路输入端始终保持低电位,开关切换模块始终处于复位状态,液晶显示屏显示平光影像。
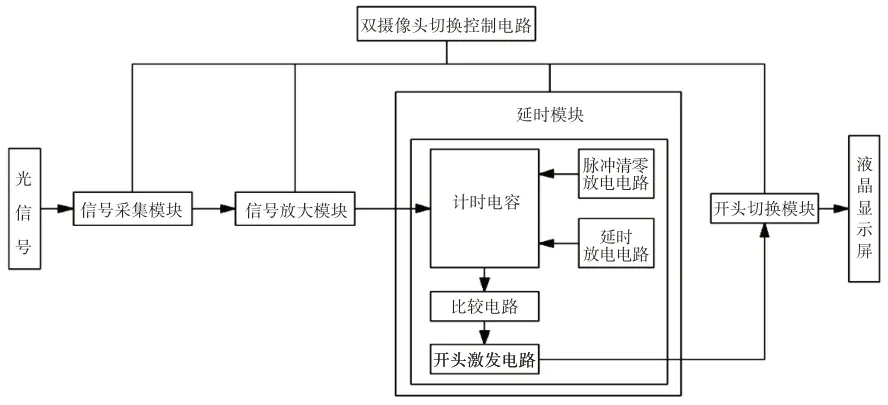
图7 视频切换控制电路架构Fig.7 Architecture of Video Switching Control Circuit
4.2 电路设计
根据视频切换控制架构,设计控制电路,如图8所示。采用光敏传感器E1接收弧光信号,经信号转换向信号采集模块传送电信号,信号经放大模块U1A后,输出12V的电信号对计时电容EC1充电,当弧光信号持续1.5s时,计时电容EC1输出12V的高电位给比较电路LM358AD,比较电路LM358AD输出一个12V电信号给开关激发电路U2A,该电路控制继电器K1闭合,V1和V3接通,这时滤光摄像头的信号线经过TP6接线端与液晶显示屏的公共端TP5相连,滤光摄像头将影像传送给液晶显示屏。

图8 控制电路图Fig.8 Control Circuit Diagram
当电焊结束时,光敏传感器E1输出的电信号非常微弱,信号放大模块U1A输出电压接近0V,计时电容EC1通过放电电路Q3放电,当断弧时间达到1s时,比较电路LM358AD输出电压为0V,继而开关激发电路U2A 输出电压为0V,继电器K1复位,V2和V3接通,这时平光摄像头的信号线经过TP7接线端与液晶显示屏的公共端TP5相连,平光摄像头把影像传送给液晶显示屏。计时电容EC1和放电电路Q3可防止引弧或点焊时,因弧光光强不稳定引起的液晶显示屏影像频繁切换,导致焊工无法清晰观测电焊工况。
5 样机制作和测试
5.1 样机制作
观察模块采用2个673CCD微型摄像头,在双摄像头前分别安装色号为0 的白玻璃片和色号为的13 黑玻璃片,选用3.5 寸TFT液晶显示屏与双摄像头电性连接。换气模块选用过滤精度为0.3μm 的过滤网,采用SRF500 微型直流电机,风叶直径为85mm。根据各用电器件的功耗,选用3000mAh 12V 的锂电池,配置2块尺寸为(100×28)mm的光伏电池板。用分层矩形框把光伏电池板、双摄像头、视频切换控制电路板、液晶显示屏等组装成一体,得到观察组件;通过换气圆筒固定过滤网和微型直流电机,得到换气组件;用矩形壳体组装锂电池、电力均衡控制器和电源开关等,得到电源组件;各功能组件安装在电焊面罩壳体上,用样机进行实际焊接实验,如图9所示。

图9 样机焊接实验Fig.9 Welding Experiment of Prototype
经实际体验,观察组件可完全隔绝电焊弧光对人眼的伤害,换气组件可提供洁净舒适气流,实现散热和过滤双重功效。
5.2 样机测试
采用所研制的电焊面罩进行焊接实验,在定位时,平光摄像头信号线与液晶显示屏接通,液晶显示屏可清晰观测焊条的起焊点,如图10(a)所示。在引弧时,平光摄像头信号线与液晶显示屏保持接通状态,液晶显示屏显示焊接处的弧光为微弱白色光团,可视清焊点防止焊点偏差,如图10(b)所示。当进入稳定运条时,滤光摄像头与液晶显示屏相连接,液晶显示屏可清晰观测运条方向与熔池状态,如图10(c)所示。观察模块由双摄像头与液晶显示屏拍摄与显示的平光、滤光影像避免人眼直视弧光,可完全隔绝有害弧光对人眼的伤害;液晶显示屏自动切换显示双摄像头的平光和滤光影像,便于焊工舒适过渡定位、引弧、运条电焊工步,清晰观测电焊工况,可提高焊接精度和效率。

图10 电焊工步影像Fig.10 Welding Steps Image
摄像头所拍摄的影像传输至液晶显示屏时,会存在影像显示滞后现象,为分析影像显示滞后引起的电焊误差,通过实验测试电焊面罩摄像显示的延迟时间。利用摄像机同时拍摄电脑显示屏时间和自供电带双摄像头电焊面罩屏幕显示时间,如图11所示。

图11 实验场景Fig.11 Experimental Scenario
实验数据显示,显示屏影像显示滞后时间始终为0.03s。手工电弧焊的焊接速度在3mm∕s 左右,使用带双摄像头电焊面罩影像显示滞后所造成的操作误差约0.1mm,该误差远远低于电焊的手工操作误差值,故显示屏显示图像滞后对焊接操作造成影响可忽略。
6 结论
(1)所研制自供电可换气带双摄像头电焊面罩的观察组件由双摄像头与液晶显示屏组成,采用平光摄像头拍摄电焊定位、引弧影像,滤光摄像头拍摄电焊运条影像,避免人眼直视弧光,可完全隔绝电焊弧光对人眼的伤害。通过视频切换控制电路将平光影像和滤光影像自动切换显示于液晶显示屏,便于焊工连续观测电焊定位、引弧、运条工步的工况,提高焊接精度。(2)换气组件的微型直流风机与过滤网可实现散热与过滤双重功效,为焊工提供洁净、舒适的气流。自供电模块的光伏电池板利用高强度弧光发电,实现减弧和自供电双重功效。通过光伏电池板和锂电池联合供电,可确保各功能器件恒功率稳定运行。(3)经测试,电焊面罩摄像显示的延迟时间为0.03s。手工电弧焊的焊接速度在3mm∕s左右,使用带双摄像头电焊面罩影像显示滞后所造成的操作误差约0.1mm,该误差远远低于电焊的手工操作误差。