UASB+SBR组合工艺在养猪场废水处理中的应用
2022-12-10蔡涛泽赵明杰任志炜栗勇田
蔡涛泽,赵明杰,任志炜,栗勇田,3
(1. 秦皇岛天大环保研究院有限公司,河北省河道水质净化及生态修复重点实验室,河北 秦皇岛 066000;2. 河道水处理和生态修复河北省工程研究中心,河北 秦皇岛 066000;3. 天津大学环境科学与工程学院,天津 300072)
0 引言
随着养殖产业规模化、集约化发展,养殖废水排放量逐年增加,据国家环境部门统计,畜禽养殖厂废水中的COD将超过工业废水和生活污水之和[1]。养猪场产生的废水主要包括猪粪尿液和猪舍清洗废水中固体悬浮物,有机物、氨氮浓度极高,若不经过处理,直接排入河沟和池塘,会污染周围的水系导致水体富营养化,甚至引发传染病与寄生虫病流行,严重威胁水体环境和居民健康[2-4]。
高浓度养猪场有机废水成分复杂,处理难度高,目前主要通过厌氧生物滤池(AF)、上流式厌氧污泥床(UASB)、厌氧膨胀颗粒反应器 ( EGSB)、序批式活性污泥法(SBR)、氧化沟等工艺进行组合以提高处理效率[5]。王亮等通过组合工艺UASB-SFSBR-MAP对猪场养殖废水进行研究,出水水质较好,对COD、NH3-N、TP去除率分别达到95.1 %、92.7 %和88.8 %,但MAP工艺药剂投加量大,处理成本和运行费用较高[12-14]。
焦明月,王正超采用固液分离-ABR-CASS组合工艺对养猪废水进行处理,出水COD、BOD5、NH3-N、SS指标均达到设计标准。其中ABR厌氧折流板与UASB相比,设备简单、容易控制,但是因为没有培养出颗粒污泥,在实际运行中,处理效率低于UASB。此外,CASS工艺在北方冬季低温对运行存在影响,构造相比SBR工艺较为复杂[15]。
本文以河北省昌黎县某规模养猪场废水处理工程为例,根据养猪废水水质特点、现场实际情况及治理需求,综合运用厌氧法与序批式活性污泥法的优势,设计应用UASB+SBR组合工艺在原处理设施基础上对养猪场废水进行处理,并对实际运行效果进行考察与分析,为类似畜禽养殖污水处理工程的设计、建设和运行提供借鉴与参考[6-8]。
1 工程概况
本工程位于河北省秦皇岛市昌黎县某规模性养猪场,涉及处理10万头生猪养殖过程中产生的废水。原废水处理设施仅采用三格式化粪池的处理方式,该方式容易渗漏而且工艺复杂,长期使用会导致化粪池老化坍塌,并且出水水质无法达到排放标准。根据企业治理需求,工程设计采用UASB+SBR为核心的组合工艺在原有处理设施基础上对该养猪场废水进行处理,出水水质达到《GB 18596-2001畜禽养殖业污染物排放标准》排放要求。
1.1 设计水质和水量
根据水质监测部门数据及企业环评资料判断,由于该养猪场原处理设施废水处理能力不足,处理后的出水主要存在COD和氨氮浓度过高等问题。针对养猪场废水水质现状及工程目标,设计组合工艺及处理设施,废水处理水量为 750 m³/d,对该养猪场废水实施进一步治理,出水水质最终达到《GB 18596-2001畜禽养殖业污染物排放标准》排放要求。设计养猪废水处理设施进、出水水质如表1所示。

表1 设计进出水水质
2 工艺流程
养猪场废水经过化粪池初步处理后,首先通过水力筛处理设施,将悬浮物、沉淀物等固态或胶态的物质进行分离,能够有效降低水中悬浮物(SS)浓度[9],同时防止长期运行过程中杂质堆积阻塞后续处理步骤中的水泵及管路。经过过滤后的废水自流进入调节池,通过对废水水质水量的控制,提高污水可生化性。调节池中的废水通过水泵提升至UASB反应器内,在无氧条件下,依靠厌氧细菌分解作用,有效降低溶解性COD浓度[10]。同时,在三相分离器的作用下,反应器内污泥快速沉降,上层清液经过出水堰进入SBR池内进一步处理,经过进水、曝气、静沉、闲置、排水后,通过控制间歇曝气时间及池内活性污泥浓度,进一步改善水体水质,降低水中COD和氨氮浓度[11]。电控系统控制滗水器中的清水进入消毒池,在池内通入一定浓度的次氯酸钠水溶液进行消毒处理后达标排放。
废水处理设施运行过程中,通过人工定期清理水力筛筛网上的杂质。UASB反应器和SBR池所产生的污泥通过排泥管路集中收集到污泥浓缩池,进行重力分离,剩余污泥通过污泥泵进入污泥脱水机进行脱水处理,污泥浓缩池及污泥脱水机产生的清液回流至调节池循环处理,污泥脱水最终产生的泥饼定期外运至化肥厂进行资源化利用。工艺流程图如图1所示。
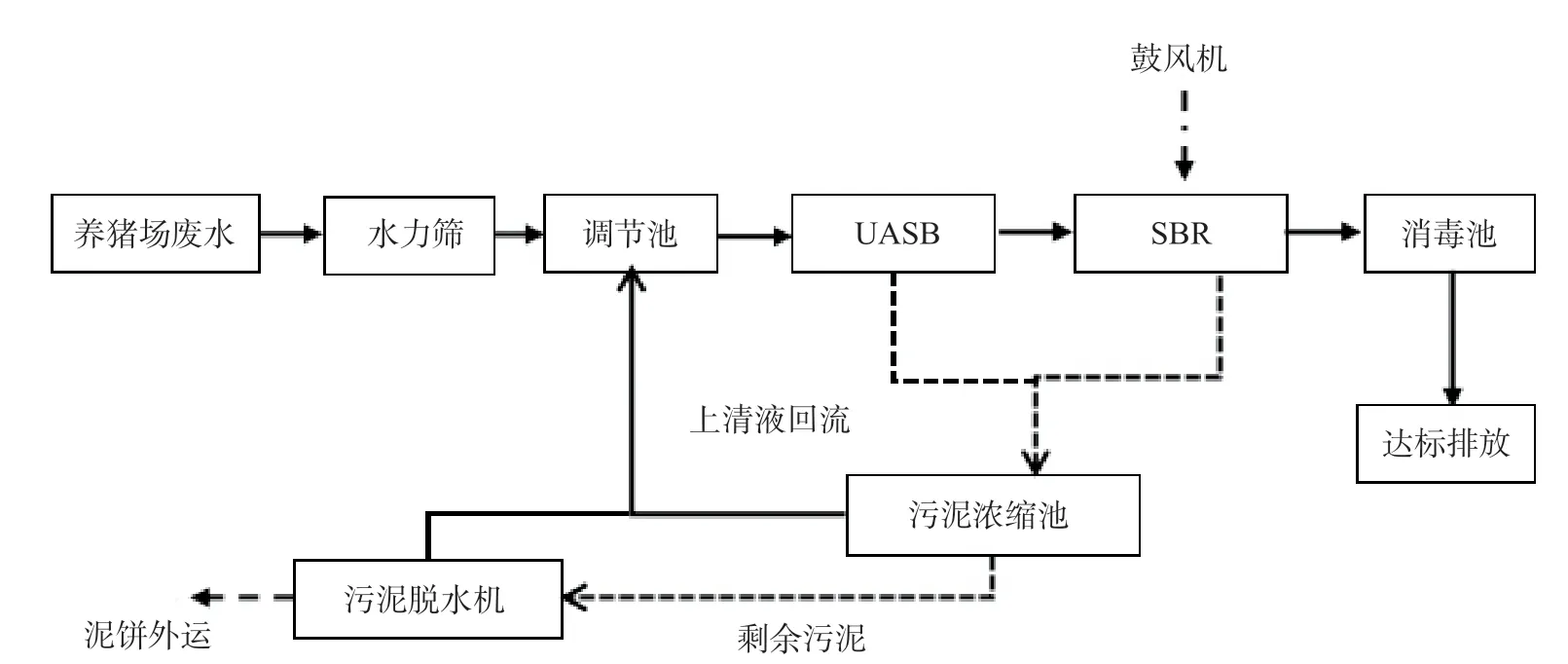
图1 工艺流程图
3 主要构筑物功能及设备设施
3.1 水力筛
水力筛型号RHG-0818,碳钢防腐材质,尺寸10000 mm×15000 mm×20000 mm,重量800 kg,筛网尺寸1800 mm×800 mm,筛板缝隙为1 mm,进水口法兰直径100 mm,出水口法兰直径125 mm,筛板采用304不锈钢。
3.2 调节池
调节池为地埋式钢砼结构,尺寸9000 mm ×7000 mm×2500 mm,有效水深3 m,有效容积156.25 m³,水力停留时间5 h。配备1台提升泵,水泵流量为40 m3/h,扬程为15 m,功率4 kW,效率55%,转数为2900 r/min。
3.3 UASB反应器
设置UASB反应器2座,反应器外壳为防腐碳钢材质,单座反应池尺寸8000 mm×6000 mm×6000mm,有效容积184.09 m3,容积负荷10 kgCOD/(m3·d),污泥产率0.1 kgMLSS/(kgCOD),水力负荷 0.7 m3/m2·h,有效水深6 m,设计水力停留时间18.4 h。三相分离器中水力停留时间1.5~2 h,沉积区水力表面负荷<1.0 m/h,倾斜壁底角为50°。三相分离器出水槽共4条,尺寸3000 mm× 500 mm×500 mm,水力坡度0.01,UASB排水管选用DN150钢管排水,排泥管采用DN200钢管排泥。
3.4 SBR池
S B R好氧池4套,碳钢防腐,单个尺寸 7000 mm×4000 mm×5500 mm,有效容积141.26 m3,污泥浓度4 g/L,水力停留时间6 h,污泥负荷0.1 3 k g B O D5/(k g M L S S·d)。 配备鼓风机3台(2用1备),型号为YH-125S,转速1550 r/min,口径为DN125,出风量9.55 m3/min,电机功率18.5 kW,机组重量330 kg。配备好氧污泥回流泵4台,流量80 m3/h,功率5.5 kW;旋转式滗水器型号为XBS-50,处理水量50 t/h,出水堰长度1300 mm,过水流速≤30 L/ms,滗水深度 2500 mm,预埋出水管为DN150,电机功率0.55 kW。
3.5 消毒池
消毒池为地埋式钢砼结构,池体尺寸4000 mm ×2000 mm×2300 mm,有效水深2 m,停留时间3 h,配备1台计量泵投加药物,计量泵口径 20 mm,扬程4.5 m,流量43 L/min,功率45 kW;次氯酸钠加药量为7 mg/L。
3.6 污泥浓缩池
污泥浓缩池为地埋式钢砼结构,池体尺寸4000 mm×4000 mm×4180 mm,有效水深3.5 m,有效容积13.35 m3,有效停留时间为20 h;污泥提升泵型号为NL50A-12,转数为1450 r/min,流量31.25 m3/h,扬程12~14 m,效率41%,电机功率 3 kW,立式泵全长1310 mm,机泵重量为80 kg。
3.7 污泥脱水机
配套带式压榨过滤机,泥饼含水率65%~ 75%,滤网宽1000 mm,电动机型号JZTY31-4,功率2.2 kW;控制器最大冲洗耗水量6 m3/h·mm,冲洗压力>0.4 Mpa,气动部分输入压力0.5~ 1 MPa,处理能力50~500 kg/h·m2,尺寸5050 mm ×1890 mm×2365 mm,重量4500 kg。
4 运行效果
2020年6月,该工程项目正式投入使用,稳定运行3个月后,于7—9月对废水处理设施进出水口进行水质监测,采样频率为3次/月,具体进出水指标见表2。

表2 实际进出水水质
根据表2可知,进水各项污染物浓度波动较大,通过UASB+SBR的工艺处理后COD、BOD5、SS和NH3-N的平均去除率分别为98.1%、97.5%、91.9%、78.6%。该组合工艺出水水质稳定,对各类污染物去除效果明显,出水主要污染物指标均达到《GB 18596-2001畜禽养殖业污染物排放标准》排放要求。
5 经济成本分析
该工程废水处理设施占地面积为1500 m2,建设总投资800万。运维费用主要包括电费、药剂费、人工费以及检修维护费用等,其中该工程的总运行功率为33.75 kW,吨水平均耗电费用为1.08元,根据运行阶段消耗的复合药剂量计算,吨水药剂费用为0.15元,配备中心控制室、设备电器维护人员1人,人员工资按照每月3000元计算,吨水人工费用为0.4元,仪器检修维护、材料更新及污泥外运费用按照每年5~8万元计算,吨水平均维护费用为0.18元。综上,工程总运行维护成本为1.81元/m3。
6 结语
根据某规模养猪场废水特征及治理需求,采用了UASB+SBR为核心的组合工艺进行处理。运行结果表明,该工艺出水稳定,水质提升效果明显,废水中COD、BOD5、SS和NH3-N的平均去除率分别为98.1%、97.5%、91.9%、78.6%,出水主要污染物指标均达到《GB 18596-2001畜禽养殖业污染物排放标准》排放要求。该工程占地小、处理效率高、自动化程度高、出水水质稳定、剩余污泥处置方便、处理设施维护简单方便,运行维护费用仅为1.81元/m3,具有较好的环境效益和经济优势,可为类似废水处理工程的设计、建设和运行提供参考和借鉴。
