干姜挥发油胶体磨包合工艺优化
2022-12-05沈庆国屈玲霞于祥玉赵雪君韩学顺滕延飞关永霞
沈庆国, 屈玲霞*, 于祥玉, 孙 艳, 赵雪君, 韩学顺, 滕延飞 ,关永霞*
(1.鲁南厚普制药有限公司,山东 临沂 276006;2.鲁南制药集团中药制药共性技术国家重点实验室,山东 临沂 276006)
干姜系姜科植物姜ZingiberofficinaleRosc.的干燥根茎,主产于四川、贵州等地[1],其味辛,性热,归脾、胃、肾、心、肺经,具有温中散寒、回阳通脉、温肺化饮的效[2],为中医临床常用的温里药,主要成分为挥发油。
在中药制剂制备过程中,很多工艺要求挥发油直接喷洒在颗粒上,导致该成分易氧化挥散,并具有刺激性气味,从而影响制剂稳定性、患者依从性、临床疗效[3-4]。将干姜挥发油与β-环糊精制成包合物后,可明显提高前者稳定性,使其生物利用度得到改善,并且相关工艺优化均采用正交试验[5-8],但它采用线性数学模型进行拟合,无法精确找到最佳点。Box-Behnken响应面法可充分考虑各因素之间的交互作用,提高实验准确性和预测指导性[9],故本实验采用该方法对干姜挥发油胶体磨包合工艺进行优化,以期为该成分后续开发提供参考。
1 材料
1.1 仪器 JJ-1型增力电动搅拌器(江苏杰瑞尔电器有限公司);RK-501型旋转蒸发器(郑州科泰实验设备有限公司);JM-50M型胶体磨(温州市胶体磨厂);GZX-9240 MBE型电热鼓风干燥箱(上海博迅实业设备厂);TCS-30电子天平[梅特勒-托利多(常州)测量技术有限公司];ALPHA型红外扫描仪(德国布鲁克公司);芳香油提取罐(温州市金榜轻工机械有限公司)。
1.2 试剂与药物 干姜片(临沂柯屹药业有限公司,批号201110),经鲁南制药集团中药制药共性技术国家重点实验室范建伟高级工程师鉴定为正品。β-环糊精 (孟川市华兴生物化工有限公司,批号20200209)。无水乙醇(南京化学试剂股份有限公司,批号201208762k);水为蒸馏水(实验室自制)。
2 方法与结果
2.1 挥发油制备 采用水蒸气蒸馏法,称取干姜饮片130.0 kg,投入芳香油提取罐中,加入8倍量水,开启加热,待提取罐内沸腾后调节蒸汽阀,提取挥发油5 h至油量不再增加后停止加热,读取挥发油量(360 mL),开启收集器活塞收集,加入等体积无水乙醇制成溶液,置于冷库中保存备用。
2.2 包合物制备
2.2.1 饱和溶液法 精密称取48.0 g β-环糊精,加入盛有1 375 mL蒸馏水的烧杯中,置于40 ℃水浴锅中搅拌溶解,溶解后保持40 ℃恒温。精密量取“2.1”项下挥发油乙醇溶液12 mL,置于分液漏斗中,调节活塞,逐滴加入,边加边搅拌,待油全部滴加结束后继续搅拌2 h,放入冷库中冷沉24 h以上,取出,真空抽滤,无水乙醇洗涤包合物3次,每次约30 mL,在40 ℃下烘干,即得。
2.2.2 超声法 精密称取48.0 g β-环糊精,加入盛有1 375 mL蒸馏水的烧杯中,置于40 ℃水浴锅中搅拌溶解。精密量取“2.1”项下挥发油乙醇溶液12 mL,置于分液漏斗中,调节活塞,逐滴加入,边加边搅拌,待油全部滴加结束后在40 ℃下超声包合2 h,放入冷库中冷沉24 h以上,取出,真空抽滤,无水乙醇洗涤包合物3次,每次约30 mL,在40 ℃下烘干,即得。
2.2.3 胶体磨法 精密称取48.0 g β-环糊精,加入240 mL蒸馏水搅拌均匀,制成β-环糊精混悬液,导入胶体磨中,待形成研磨循环后缓慢滴加“2.1”项下乙醇溶液12 mL,研磨20 min,放入冷库中冷沉24 h以上,取出,真空抽滤,无水乙醇洗涤3次,每次约30 mL,在40 ℃下烘干,即得。
2.3 评价指标测定
2.3.1 空白回收率 按照2020年版《中国药典》四部项下挥发油含量测定法(通则2204)甲法[10],精密量取2.0 mL“2.1”项下挥发油乙醇溶液,置于1 000 mL圆底烧瓶中,加入500 mL蒸馏水、沸石若干,连接配套的发油测定器,置于电热套中,开启开关加热煮沸,保持沸腾5 h,待油量不再增加时停止加热,读取收油量,平行3次,计算收率,取平均值。结果,挥发油空白回收率为80.33%。
2.3.2 包封率、收率 精密称取“2.2”项下3种方法所得包合物总质量的1/6,量取500 mL蒸馏水加入圆底烧瓶中,再加入沸石若干,连接配套的挥发油测定器,置于电热套开启开关加热煮沸,保持微沸状态,待提取至测定器中油量不再增加后停止加热,读取挥发油量,换算为挥发油总体积,平行3次,取平均值,计算包封率、包合物收率,公式分别为包封率=[包合物中实际含油量/(挥发油投入量×空白回收率)]×100%、收率=[包合物质量/(β-环糊精投入量+挥发油投入量)]×100%。结果,饱和水溶液法、超声法、胶体磨法所得挥发油的包封率分别为50.00%、37.50%、65.00%,收率分别为42.23%、28.15%、76.01%,可知胶体磨法上述指标最高,故选择该方法包合挥发油。
2.4 单因素试验
2.4.1 β-环糊精与挥发油比例 固定水与β-环糊精比例10∶1,研磨时间20 min,分别考察β-环糊精与挥发油比例4∶1、6∶1、8∶1、10∶1对包合工艺的影响,结果见表1。由此可知,β-环糊精与挥发油比例为4∶1~8∶1时包封率、收率均升高,为10∶1时两者略微降低,故选择6∶1~10∶1进行后续优化。
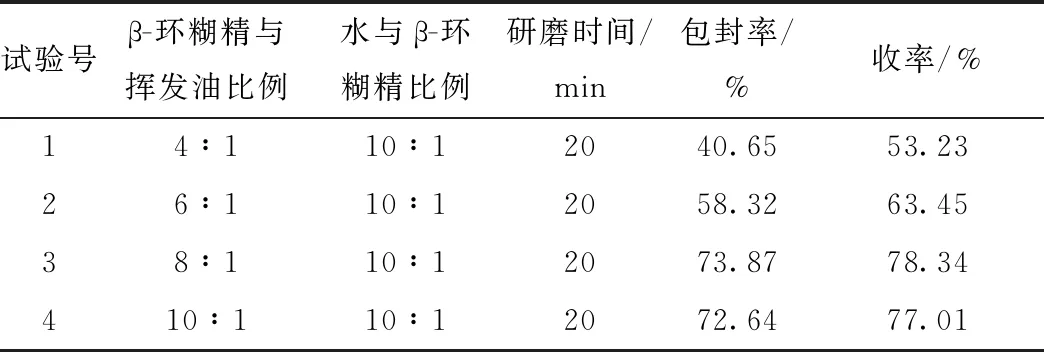
表1 β-环糊精与挥发油比例对包合工艺的影响
2.4.2 水与β-环糊精比例 固定β-环糊精与挥发油比例6∶1,研磨时间20 min,分别考察水与β-环糊精比例5∶1、10∶1、15∶1、20∶1对包合工艺的影响,结果见表2。由此可知,水与β-环糊精比例为5∶1~15∶1时包封率、收率均升高,为20∶1时两者有所降低,故选择10∶1~20∶1进行后续优化。
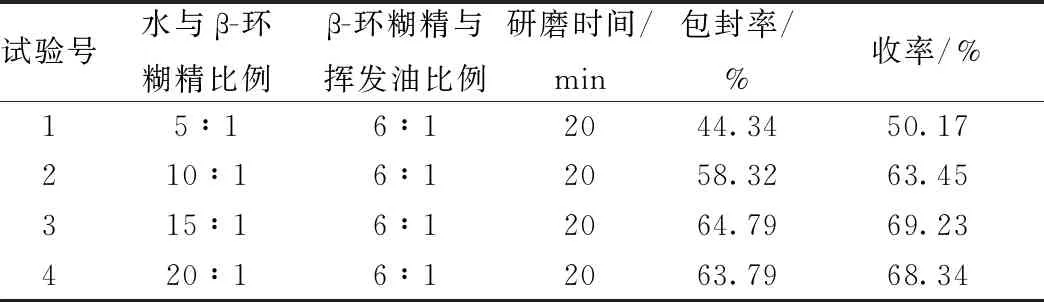
表2 水与β-环糊精比例对包合工艺的影响
2.4.3 研磨时间 固定β-环糊精与挥发油比例为6∶1,水与β-环糊精比例为10∶1,分别考察研磨时间10、20、30、40 min对包合工艺的影响,结果见表3。由此可知,研磨时间为10~30 min时包封率、收率均升高,为40 min时两者略微降低,故选择20~40 min进行后续优化。
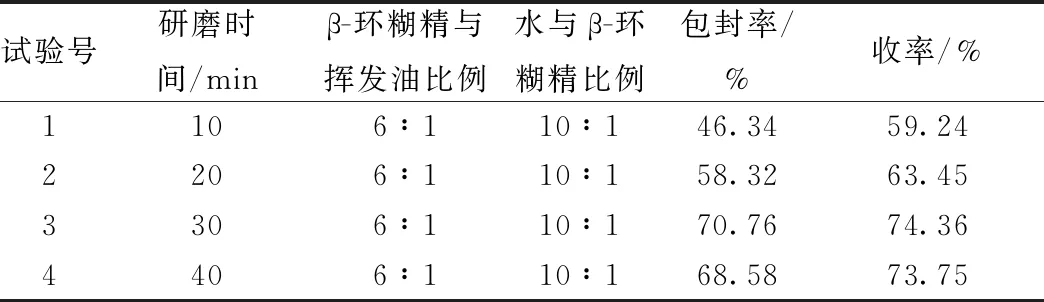
表3 研磨时间对包合工艺的影响
2.5 Box-Behnken响应面法 在单因素试验基础上,以β-环糊精与挥发油比例(A)、水与β-环糊精比例(B)、研磨时间(C)为影响因素,包封率(R1)、收率(R2)及综合评分(R综)为评价指标,设计17个试验点。由于包封率越高,包合物包合效果越好,故将其权重系数设定为0.7;收率在制备工艺中也有不可忽视的意义,当β-环糊精与挥发油投入量一定时,收率越高,包合物包合效果越好,故将其权重系数设定为0.3[11],R综=(挥发油包封率/最大值×0.7+包合物收率/最大值×0.3)×100[12],结果见表4。
采用Design-Expert 8.0.6.1软件对表4数据进行二次多元回归拟合,得方程为R综=-217.54+42.73A+6.31B+5.21C-0.17AB-0.16AC-0.04BC-2.05A2-0.10B2-0.05C2,方差分析见表5。由此可知,因素A、B、A2、C2均有极显著影响(P<0.01),C、B2、AC有显著影响(P<0.05),AB、BC无显著影响(P>0.05);失拟项P>0.05,R2=0.974 9,表明方程拟合度良好,误差小,可用于分析预测;模型P<0.01,具有高度显著性;各因素影响程度依次为A>B>C。
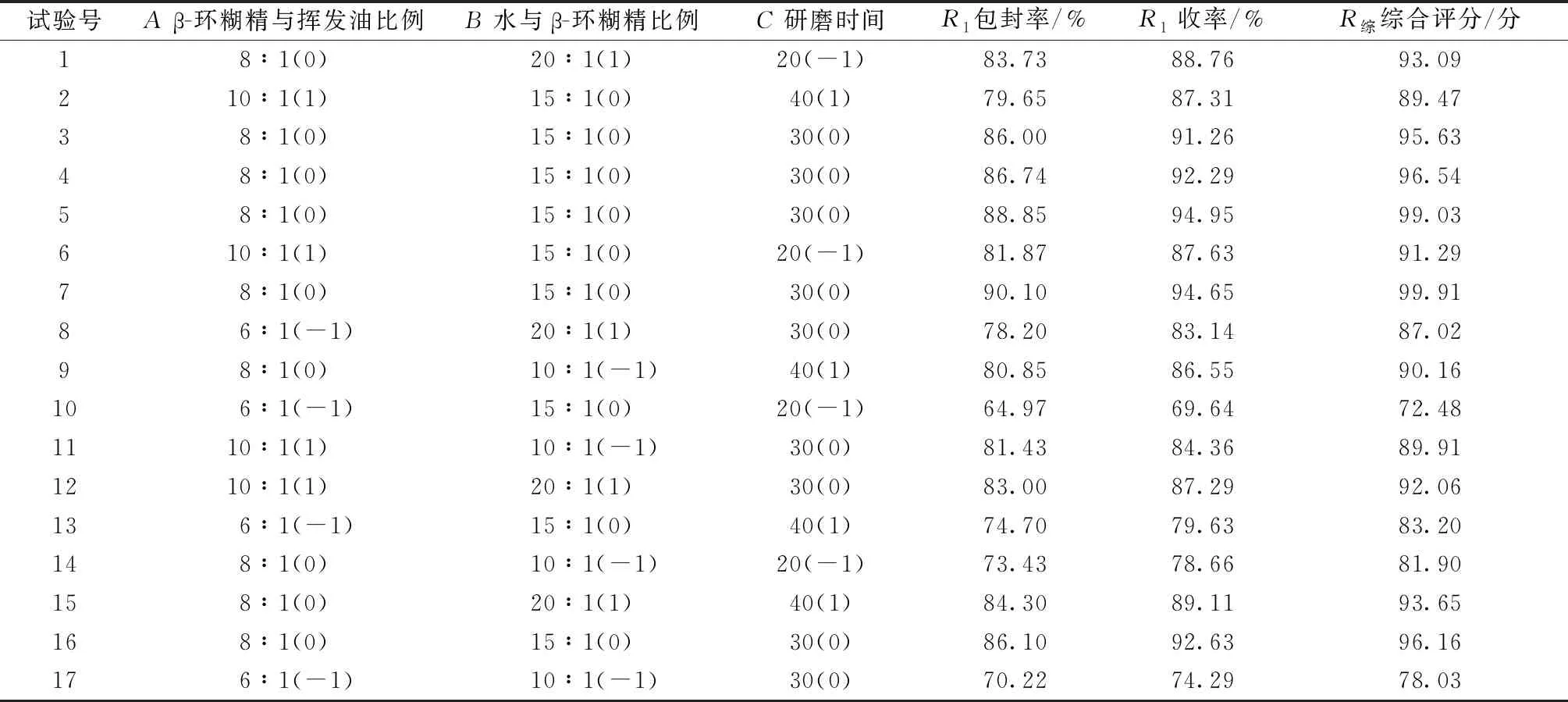
表4 试验设计与结果
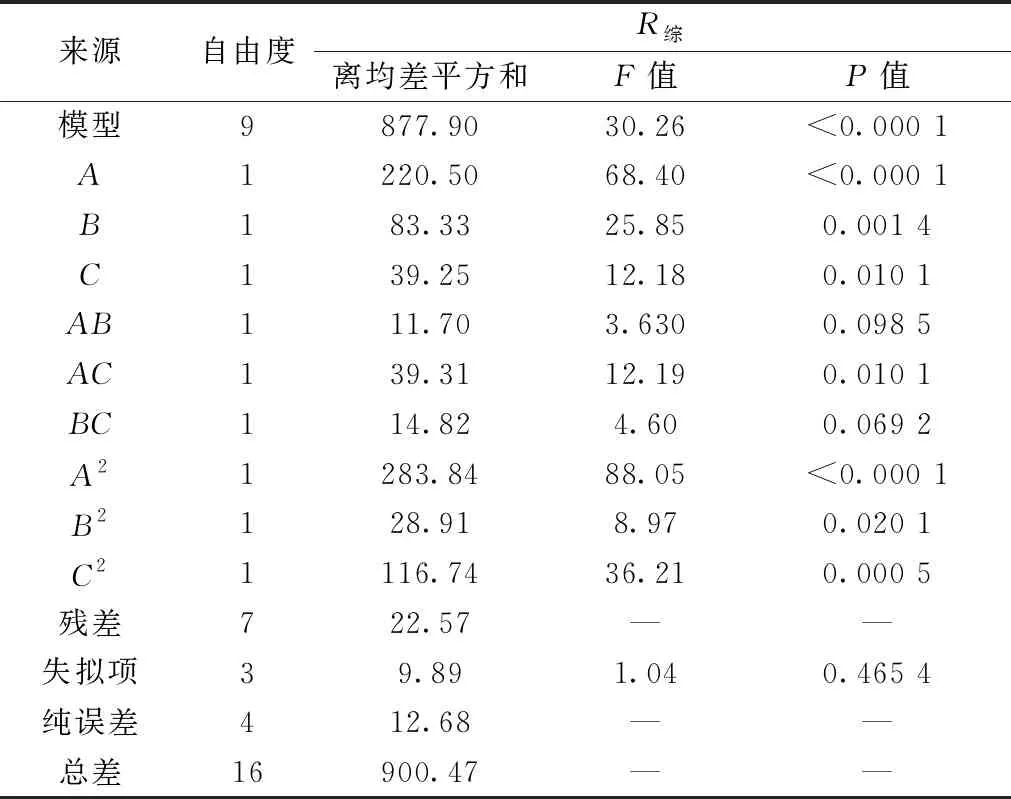
表5 方差分析
响应面分析见图1。由此可知,当水与β-环糊精比例一定时,随着β-环糊精与挥发油比例增加R综逐渐升高,超过8∶1时开始降低;当β-环糊精与挥发油比例一定时,随着水与β-环糊精比例增加R综逐渐升高,超过17∶1时变化不明显;当研磨时间一定时,随着β-环糊精与挥发油比例增加R综逐渐升高,超过8∶1时略微降低;当β-环糊精与挥发油比例一定时,随着研磨时间延长R综逐渐升高,超过30 min时开始降低;当研磨时间一定时,随着水与β-环糊精比例增加R综逐渐升高,超过17∶1时变化不明显;当水与β-环糊精比例一定时,随着研磨时间延长R综逐渐升高,超过30 min时开始降低;因素A曲面较陡峭,表明对响应值影响显著,其次是B、C;β-环糊精与挥发油比例、研磨时间交互作用显著,与方差分析结果一致。
采用Design-Expert 8.0.6.1软件,得到最优胶体磨包合工艺为β-环糊精与挥发油比例8.52∶1,水与β-环糊精比例17.59∶1,研磨时间30.38 min,结合实际情况,将其修正为β-环糊精与挥发油比例8∶1,水与β-环糊精比例17∶1,研磨时间30 min。按上述优化工艺进行3批验证试验,测得平均包封率、收率分别为90.12%、95.48%,与预测值接近(相对误差分别为0.94%、0.86%),表明该工艺稳定可靠。
2.6 包合物鉴别 采用衰减全反射法(ATR),将挥发油、β-环糊精、包合物在4 000~400 cm-1波数范围内进行红外扫描,结果见图2。由此可知,挥发油在1 376.12、1 464.06 cm-1处出现尖峰,而包合物中未发现这2个峰,表明形成了新物质;β-环糊精在3 302.97 cm-1处有宽峰,而包合物中该峰移至3 313.85 cm-1,并且峰形变窄,表明挥发油与β-环糊精之间发生相互作用,包合物制备成功。
3 讨论与结论
Box-Behnken响应面法是响应面优化设计法中的一种,适合于用非线性模型拟合[12-14],与正交试验比较,它能在中心点进行重复性实验,从而提高试验精确度,更好体现各因素与效应值之间的关系[15]。本实验比较了胶体磨法、饱和水溶液法、超声法包合干姜挥发油的效果,发现胶体磨研磨包合法无需加热,包合时间短,包合率高,既节省了时间,又降低了能源消耗,提高了挥发油利用率。
本实验先采用单因素试验确定了β-环糊精与挥发油比例、水与β-环糊精比例、研磨时间范围,再通过Box-Behnken响应面法研究三者对评价指标的交互作用。结果,β-环糊精与挥发油比例对包合效果的影响程度最大,当它在一定范围内时挥发油包封率和包合物收率逐渐升高,但超过范围后开始下降,这是因为单位体积的挥发油分子数量是一定的,β-环糊精数量过少时挥发油未能完全被包合,导致包封率较低,而其数量过多时除了包合作用外,还会吸附部分挥发油,并且该成分易散失,乙醇洗涤也会除去,导致其包封率降低;水与β-环糊精比例的影响程度次之,当它在一定范围内时挥发油包封率和包合物收率逐渐升高,但超过范围后开始下降,这是因为用水量过少时研磨后包合物黏稠,流动性较差。
综上所述,最优干姜挥发油胶体磨包合工艺为β-环糊精与挥发油比例8∶1,水与β-环糊精比例17∶1、研磨时间30 min,再通过红外光谱法鉴别,验证该工艺稳定可行,并且可节约时间,降低成本,适合大规模生产。
