引擎盖外板的水滴造型引起的包边不良
2022-12-03赵崇焱孙梓清
赵崇焱,孙梓清
(1.福建船政交通职业学院,福建 福州 350119;2.东南(福建)汽车工业有限公司,福建 福州 350119)
随着汽车行业竞争的加剧,汽车的外观造型越来越有美感。侧围以及门盖等覆盖件作为汽车车身的主要外观件,其外观质量的要求却不降反升,体现了市场对工艺水平的要求。包边工艺因其成形美观性,通常作为门板内外板组立的关键工序。
1 问题发生的工艺环节
在汽车的制造过程中,引擎盖总成需要进行包边工艺处理,包边工艺因其特有的成形美观性成为一项十分重要的钣金装配工艺。包边工艺是将汽车的四门两盖的外板和内板按设定的搭接关系叠放并压合固定起来,将外板沿四周包住内板并成为一体。四门两盖总成借此工艺以提高其强度和刚度。普通的包边工艺采用包边模进行包边,其主要工艺路径如图1所示。
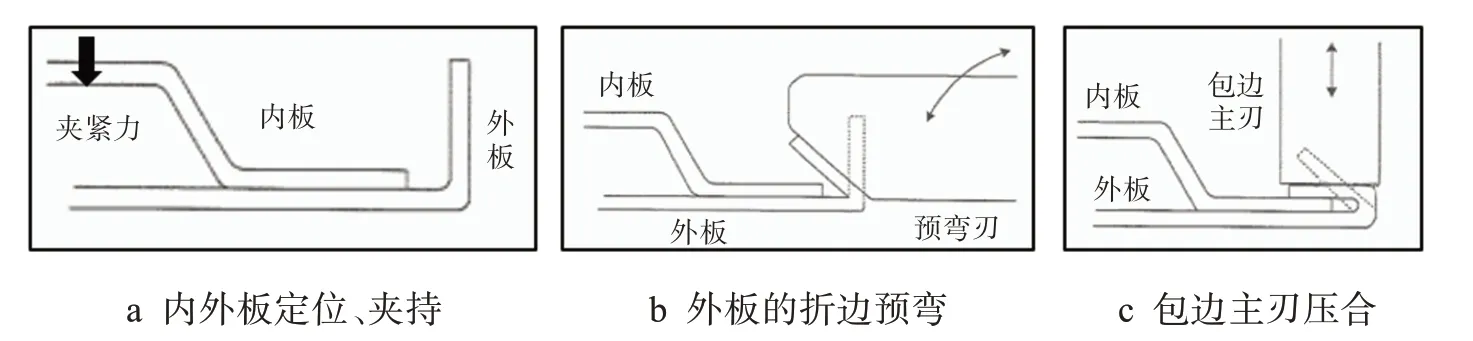
图1 普通的包边工艺
采用包边模进行包边的工艺成熟,效率高,但持续投入成本偏高。但是基于汽车造型的不断发展,外形越来越流畅,肌肉也愈发明显,传统的包边模工艺受限,很难满足造型分割后的总成包边角度要求。所以,机器人滚边技术因其适应汽车柔性化、智能化和节约化生产的要求,越来越多地得到应用,成为车身门盖及翼子板成形技术的发展方向,如图2所示[1]。
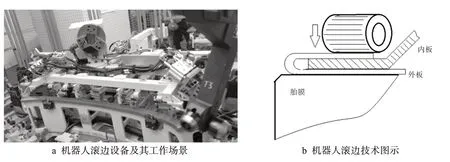
图2 机器人滚边技术
总体来讲,机器人滚边工艺同传统的包边模压合工艺并无不同,同样经历了预弯和压合两道重要的工艺过程。但是相较于传统的压合工艺,目前的机器人滚边技术还存在天生的不足,特别是其采用机械臂进行施力压合,其施力的力量受限,刚性和压合面的压强不如传统的压合工艺,易导致压合不紧的现象发生。当折边有一些成型特征时,机器人滚边技术很难克服这些成型特征,往往需要冲压工艺配合,先克服掉明显的成型特征,才能达到预设的包边品质。另外,因为采用滚刃进行滚边,会发生赶料的情况,容易造成精度不良,导致其调试的周期往往也偏长。
2 包边不实的现象描述
某车型的引擎盖外板总成采用了机器人包边工艺,在进行初期包边调试的时候,发现后段包边总是存在包边不实的情况,如图3所示。

图3 机器人滚边后的包边不实
包边不实一般有两种表现形式[2]:一种为包边不紧实,主要体现在包边完成后,内外板的包边之间存在间隙,有松动现象,若用力推动,会出现内板和外板相错的现象;另一种为包边不平整,主要体现在包边间隙不均匀,或紧或松,会在表面形成波浪状。该车型的引擎盖总成后段不实的两个现象都有。
3 包边不实的问题分析
3.1 滚边压力
机器人滚边过程中选择合适的滚边压力尤其重要,若滚边压力过小,则会导致外板不能紧固地包裹住内板;若滚边压力过大,则会导致终滚边后外板表面出现压痕等缺陷。通常来讲,终滚边压力大约为1 000 N~1 800 N,但是初期设定为1 200 N。所以,出现这个问题的时候,优先考虑机器人终滚边的力量调设得偏小,但是将压力从1 200 N 提升到1 700 N后,对包边不实现象的改良效果非常小。
3.2 滚边速度
滚边速度也是一项重要的参数。一般在平滑区,由于形状简单、曲率变化较小,板件在滚边过程中的应力容易得到释放,不易产生质量缺陷。因此,一般将速度设置为200 mm/s~300 mm/s。引擎盖后段属于平滑区,初期设定滚边速度为260 mm/s。问题发生时,在调整滚边的压力无效后,随即调整了滚边速度,从260 mm/s降到了200 mm/s,甚至调整到150 mm/s,对改良包边不实的现象依然没有起到明显的帮助。
在进行滚边压力和滚边速度的调整之前,已确认外板对于胎膜的贴合情况良好。
3.3 内板影响及余肉造型
鉴于调整机器人滚边工艺参数无法解决包边不实的问题,调查方向转移到内外板单品上来。内板部分控制HEMING 面的平整,避免如图4a 的上翘现象;图4b 的下压现象虽然影响较小,但是也要有所控制,要求在0.5 mm以内。

图4 内板包边面的要求
排除掉内板造成的影响后,将调查方向聚焦在了引擎盖外板的余肉造型上,如图5所示。
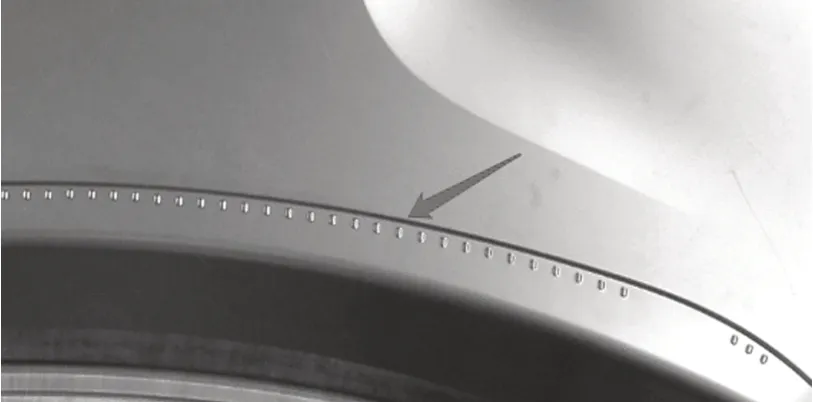
图5 成型工序的余肉造型
通过调查发现,引擎盖外板包边不实都在后段,也就是折边面不平整的部分,区域都集中在成型工序的余肉造型上,如图6所示。
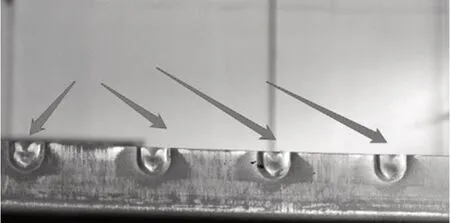
图6 折边后的余肉造型的状况
鉴于该水滴造型的设计是工艺余肉,是为了折边工序的折边补料使用,所以无法取消[3]。比较以往车型的雨滴造型发现,雨滴造型不仅数量较少,个头较大,车型R 角也比较大,整体比较舒缓。但该车型的水滴造型小而密集,并且成型和R角都比较小,在局部成型时已经完成塑性变形,且因为造型小,局部的强度比较大,导致折边后难以消除造型起伏,最终导致机器人包边也无法压平该形状,导致包边不实。
4 包边不实的根因对策
通过调查明确改良方向后,针对成型造型的余肉进行对应的变更,数量从54个锐减到22个,造型变大,变舒缓,如图7 所示。折边后,折边面的平整度得到了大幅度提升,如图8 所示。经过变更后,包边不实的现象得以根除。

图7 变更后的成型模水滴造型

图8 水滴造型变更后的折边效果
5 结语
虽然变更的是冲压工序成型模的造型余肉,可是却解决了机器人包边不实的问题。在实际的调试过程中,前后工序往往都是相关联的,看似包边不实的问题,却是在冲压工序就埋下了根由,对汽车工程技术人员解决包边不实以及其他包边问题起到了一定借鉴作用。
