卡压式铜合金管件的研究现状及发展展望
2022-11-22潘一帆原晨岩付利国陈利阳
潘一帆,原晨岩,苑 伟,付利国,陈利阳
(中国船舶集团有限公司 第七二五研究所,河南 洛阳 471000)
1 前言
铜合金凭借其优良的导电、导热、耐蚀性能等,广泛应用在电力、石化、舰船、建筑等各大领域[1]。传统上,铜合金管道的连接方式有焊接连接、螺纹连接、法兰连接等[2],随着时代的发展,卡压式连接逐渐兴起。卡压式连接是使用卡具卡压管件,管件利用自身的刚性使端部U 型槽内的O 型密封圈压缩变形产生可靠的密封效果,形成永久性的连接[3]。卡压式铜管件逐渐应用于船舶领域,有一系列优点[4]:①卡压式连接是依靠铜管的塑性变形而实现密封,材料表面层完整,管道的使用寿命高;②卡压式连接方式简单,不使用火源,安全高效;③卡压式连接可以使材料壁更薄,更节省材料;④在传统的焊接连接、螺纹连接、法兰连接均无法使用时,可以使用卡压式连接。
2 结构原理
2.1 组成结构
卡压式铜合金管件由管件体和O 型密封圈组成,如图1 所示。管件端部有承口,承口内放置起密封作用的O 型密封圈,此密封圈有良好的耐温性能和耐压缩永久变形性能等。O 型是指密封圈的截面形状,在所有形状中具有最佳的弹性,优良的弹性确保了有效的压缩比,有效的压缩比是保证密封的先决条件。氯化丁基橡胶、三元乙丙橡胶是O 型密封圈的常用材料,如表1 所示。丁晴橡胶(NBR)是耐油性(尤其是烷烃类)、耐老化性、耐磨性、耐热性能好,粘结力强的合成橡胶。国外的卡压式管件采用丁晴橡胶(NBR)作为O 型密封圈的材料,在燃气、燃油系统上已使用大约30 年,目前来看效果优良。

图1 卡压式铜合金管件结构图
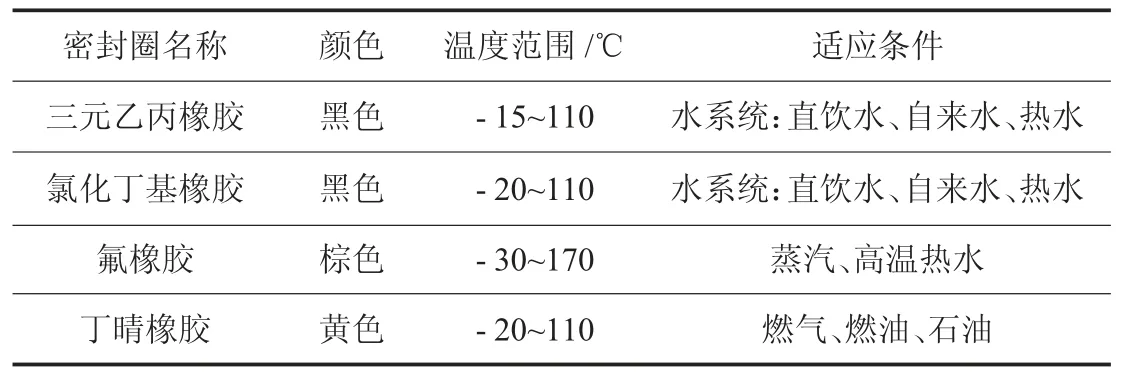
表1 密封圈材料
2.2 卡压式铜合金管件的密封原理
将O 型密封圈装入卡压式铜管件端部的U 型槽内,插入待连接的管材,使用专用的卡钳进行卡压,管材和管件端部同时收缩,产生弹塑性变形,当外管处于弹塑性变形,内管处于弹性变形时,能够形成紧密连接。管件卡压前后的对比如图2 所示。卡压时,通过纵向力及扭转力矩实现永久密封。具体分为两个等级:①稳定等级,通过管材与卡压式管件的卡压变形,实现机械部分的连接强度;②密封等级,通过插入套管末端的密封圈实现永久密封,在压紧套管时,密封圈会变形,密封圈的弹性回复性确保连接的永久密封。根据不同的管道尺寸,卡压连接用钳口或压环两种工具。当管道外径在12mm~35mm 范围内用钳口,轮廓为六角形,如图3 所示;当管道外径在42mm~108mm 范围内用压环及对应的中间颚,轮廓为“柠檬形”。

图2 管件卡压前后的对比
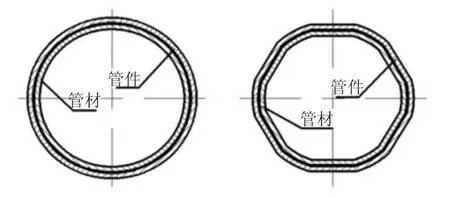
图3 小规格管件卡压前后示意图
2.3 卡压式铜合金管件的分类
卡压式铜管件根据管材系列分为Ⅰ系列和Ⅱ系列[5],又分别称单卡压和双卡压,如图4 所示。单卡压密封圈处无延伸的承口,双卡压密封圈处有延伸的承口,进行两次卡压,提供两道阻力,有效增加了拉拔力,保护了管件内的密封圈免受阳光、空气的影响,使管件口的抗弯折和抗振动能力提高,双卡压式是唯一在造船上应用的压接类方式。根据端部承口的差异可分为A 型和B型,A 型管件两端皆为承口,B 型管件一端为承口,一端为插口[6]。
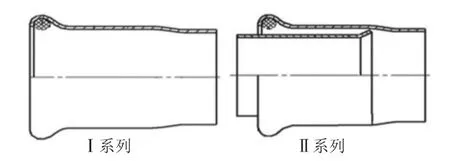
图4 Ⅰ系列和Ⅱ系列卡压式铜管件
3 卡压式铜合金管件的成型工艺
卡压式铜合金管件主要有弯头、三通等形式,如图5 所示。以下主要介绍弯头和三通的主要成形工艺。端部的形式一样,成形工艺均为备料-扩管-缩管及压平[7],如图6 所示,图6 右半部分是对应每道工艺的模具。
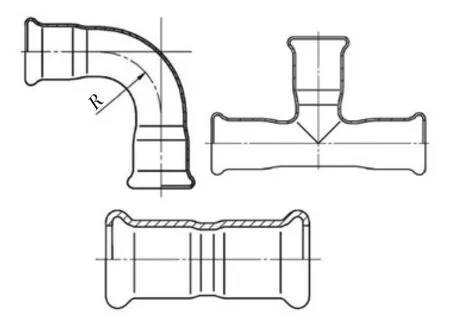
图5 卡压式铜合金管件的主要结构形式

图6 卡压式铜合金管件端部成形工艺
3.1 弯头管件成形工艺
弯头管件成形工艺为下料—弯管—扩口—清洗平口—成形—固溶—清洗—包装。采用激光切割下料。弯管的方法有压弯、滚弯、推弯、绕弯,压弯是最古老的一种弯管方法,在液压机上进行,使用模具对管材进行弯制;制造弯曲半径较大和壁厚较大的管件通常采用滚弯的方法,会用到三个驱动滚轮,对管材进行弯制;推弯主要用来制作弯头,包括冷推和热推两种成形方式;最为常用的是绕弯,使用的设备有立式或卧式弯管机[8]。
3.2 三通管件成形工艺
三通管件的成形工艺为下料—扩口—清洗平口—成形—拔口—焊接支管—气压测试—固溶。三通主管54 及以下规格需扩口后成型,76 及以上规格直接成型就能达到最终尺寸。使用全自动激光切割机断管,扩口后放入平口机去除端部毛刺,超声波清洗。把管坯放进三通模里面,同时在管坯内塞入聚氨酯弹性体,然后合模,管坯两侧的挤压杆以相等的速度进行相对运动,挤压管坯和管坯内的聚氨酯弹性体,因为聚氨酯弹性体的弹性模量十分大,所以它在挤压下体积变化特别小,在一定的压力下近似于不可变形流体,聚氨酯弹性体的作用使管坯充分地填充到三通模腔里面,从而使三通成型。焊接支管采用钨极氩弧焊,适用性强、最常用,焊接效率低,热输入大。钨极氩弧焊焊接的工艺流程为:焊前清理—焊接装配—温湿度控制—焊接气体保护—焊接参数选择—层间温度控制—焊接过程清理—焊接成形。
4 形卡压式铜合金管件的安装
卡压工具有液压分离式卡压工具、电动分离式卡压工具、手动直连式卡压工具。安装步骤如下:
(1)确认插入的长度。根据安装的要求,管子的插入长度决定管子的切割长度,管子的插入长度如表2 所示。

表2 管子插入长度
(2)管子的切断和切断面的处理。切断前应确保管子无损伤与变形,使用产生较少毛刺和切屑的旋转式管道切割器切割管子,切割时应保证与管子的轴心线垂直进行切割。为了避免管子失圆,切割时不可用力过大。一旦切口产生倾斜,则会造成插入量不准确。管子切断后应当及时清除管子端部的毛刺和切屑,用棉丝和纱布擦干净粘在管子内外的垃圾和异物,因为毛刺、切屑和异物等会导致插入时密封圈损坏而造成泄漏。
(3)画线。确认管子的插入尺寸,用画线器标记在管子上。
(4)插入管子。插入管子之前应当确保O 型密封圈正确地安装在U 型位置内,将管子垂直插入卡压式管件内,不得倾斜,以免破坏密封圈,如果插入过紧,可以在管件密封处沾点水,不能够使用油脂润滑,因为润滑油会导致密封圈变性失效。插入之后,应当确认管子上所画的标记到管端在2mm 以内。
(5)卡压连接。卡压时,按住卡压工具,钳口凹槽应与管件的环形凸部紧密接合,卡压不足会造成接头处泄漏,性能降低,如果卡压处有所松弛,可以在原卡压处重新进行卡压。
(6)卡压检验。连接好之后,使用专用的六角量规进行检验卡压后尺寸是否到位,如果量规可以不松不紧正好卡住连接部位,说明连接良好。如果量规卡不进去或者卡入一端存在缝隙,应当重新卡压[9]。
5 展望
卡压式铜合金管件应用于高技术船舶生活热水、海水冷却、消防水系统等,随着对其研究的不断深入,卡压式铜合金管件凭借其特有的优点,应用范围也将不断扩大。目前,卡压式铜合金管件的成形工艺有待进一步探索,计算机数值模拟成本低、周期短,可以有效地根据模拟结果对工艺、模具、坯料进行改善;卡压式铜合金管件的安装需要用到专用的卡具,专用卡具的开发也刻不容缓;针对卡压式铜合金管件的第三方检测评价平台亟需建立,促进其进一步应用和发展;钛合金由于其优良的耐蚀性,在船舶及海洋工程领域有逐渐取代铜合金管路的趋势,因此钛合金卡压式管件也是未来研究的一个重要方向。
