扫描速度对SLM 成形致密度的影响综述
2022-11-22韩俊峰胡雅清
韩俊峰,胡雅清,张 渝
(1.四川工程职业技术学院 四川省冲压发动机先进制造技术工程实验室,四川 德阳 618000;2.重庆大学 材料科学与工程学院,重庆 400044)
1 引言
激光选区熔化成形技术(Selective Laser Melting,SLM)因其制件致密性好、成形精度高等特点成为近年来快速发展的AM技术之一。SLM是通过逐层铺粉、逐层加工的激光快速成形技术,具有逐点、逐线和逐面成形的特点[1-4]。
激光选区熔化技术成形过程中涉及复杂的物理和化学冶金现象,如金属的熔化流动、蒸发和凝固以及热量交换等。因激光能量密度高、作用时间短,加工过程极不稳定,使这些现象对工艺参数敏感性较高,不恰当的工艺参数加载会导致球化、裂纹、孔隙度大、分层和最终成形构件残余应力及变形较大等缺陷,严重降低构件成形质量[5-7]。因此为获得致密度高、尺寸精度好、机械性能优良的成形构件,需要根据材料特性、构件几何形状特征及性能要求进行合理的工艺参数选择和设计。
根据SLM构件成形工序对相关工艺参数进行了统计定义,现阶段国内外研究关注热点主要集中在激光、扫描、粉末等三个部分,其中激光功率、扫描速度、扫描间距和扫描策略对成形构件机械性能影响显著,且在实际生产中便于调节,因此成为当前SLM工艺研究重点。本文将总结扫描速度对最终成形构件致密度的影响的规律及原因。
2 扫描速度对SLM 成形致密度的影响
2.1 扫描速度对成形致密度的影响规律
德国的Meier[8]早在2008 年就验证了选择性激光熔化制备致密的全金属零件的可行性,并研究了能量密度输入对不锈钢粉末SLM 成形致密度的影响,得出扫描速度较低时,扫描线连续,构件致密度好;当扫描速度较高时,气孔的结构会变得不规则,即构件致密度低,如图1 所示。另外,高的激光功率也有利于促进构件致密化。

图1 定义的不同孔隙结构的显微截面图[8]
同样,国内朱海红等[9]对SLM成形Al-Si 合金的致密度进行了研究,并通过实验发现,Al-Si 合金能够采用SLM致密成形,其致密度与工艺参量,如扫描间距、扫描速度等关系密切。研究表明,激光功率、层厚一定时,致密度随扫描速率的增大而呈现先上升后下降的趋势。
郑东来[10]也研究了致密度与扫描速度之间的关系。如图2 所示,实验发现当扫描速度v≤320mm/s时,致密度随着扫描速度的增大而增大;当v=320mm/s时,致密度达到最大,接近全致密;当v≥320mm/s时,则致密度随着扫描速度增大而降低。过高或过低的扫描速度都导致构件致密度降低。

图2 扫描速度对致密度的影响规律[10]
2.2 扫描速度影响SLM 成形致密度的原因
J.Yang[11]针对钛合金单线扫描成形过程,分析了小孔模式和传导模式两类不同的熔池的产生并研究了工艺参数组合之间对熔池形状的影响,进而对最终成形件致密度影响的原因。图3 显示了熔池的截面扫描速度、激光功率和层厚度对熔池形貌的影响。如图3 所示,随着扫描速度的增加,熔池的形态经历了从V 形到U 形的转变。当激光功率为200W,熔池厚度为20μm,扫描速度为100~500mm/s 时,熔池具有上宽下窄的特征。当扫描速度进一步提高到大于500mm/s 时,熔池转变为传导模式,没有狭窄的下区。因此,熔池形式可以通过扫描速度来控制。低的扫描速度形成的V 形熔池,如图3 所示,不稳定的孔会诱导孔隙的出现。进一步提高扫描速度,如图4所示,为基于熔池模式的激光功率为200W、层厚为20μm 的SLMed Ti-6Al-4V 长方体样品的加工图(图4a)及其对应的光学图像(图4b、c),大多数的U形传导模式下的SLM样品在工作(图4c),属于优越的成形性区。但是,进一步增加扫描速度可能会导致熔化不足、液滴形成和润湿不良从而降低成型性。显然,U 形模式比V 形模式的熔池可以获得更好的SLM成形致密度,也就是说控制扫描速度在适当范围,可以控制熔池在U 形模式,成型性和致密度都更好。
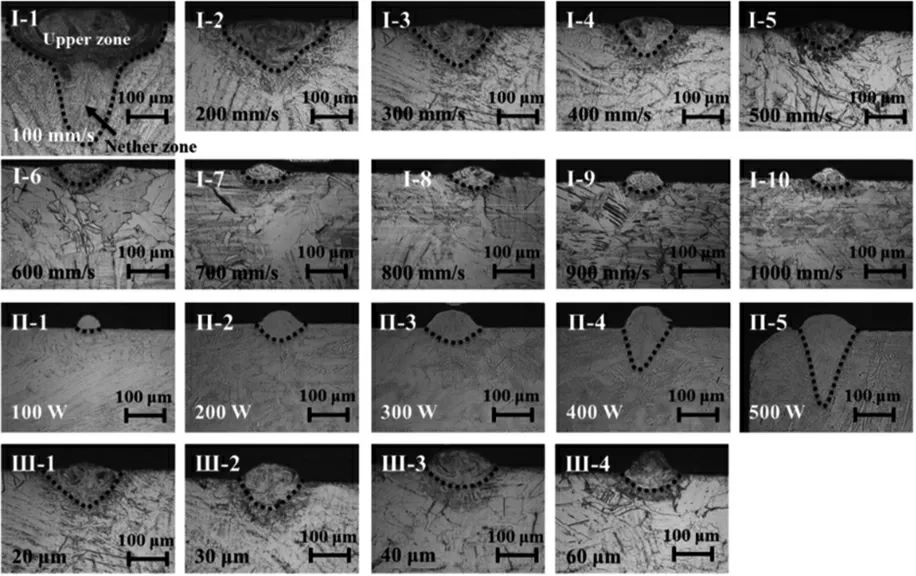
图3 不同扫描速度、激光功率和层厚下的熔池截面[11]

图4 样品加工图及其光学图像[11]
Yadroitsev[12]也研究了扫描速度及预热温度对316L 粉末SLM成形过程中熔池形貌的影响,进而影响零件的致密度的行为。研究发现熔池宽度主要受扫描速度的控制,而熔池高度主要受预热温度影响,验证了扫描速度是影响部件组织性能优劣的关键参数的原因。
3 结语
本文对近年来扫描速度对SLM 熔池形貌、进而对最终成形构件的致密度的影响的研究成果进行了总结:
(1)过高或过低的扫描速度都会影响构件的致密度,适当的扫描速度不仅可以得到较高的致密度,还可以减少构件缺陷,比如裂纹、气孔等。在实际应用中,控制扫描速度在合适范围,并且加上预热和控制激光功率等手段可以得到质量较高的成形构件。
(2)激光选区熔化成形技术SLM 成形过程中有两类不同的熔池形貌,不同的熔池形貌对SLM成形构件致密度的影响不同。而相比于其他工艺参数,扫描速度对熔池形貌的影响最大,是影响部件组织性能优劣的关键参数。
