棉/氨纶弹性包缠复合纱工艺参数优化
2022-11-11乔启凡孙安彤王宗乾李长龙
乔启凡, 韦 倩,孙安彤,王 勇, 王宗乾, 李长龙
(安徽工程大学 纺织服装学院,安徽 芜湖 241000)
0 引 言
空心锭包缠纺纱属于一种新型纺纱技术,从本质上看,属于纱线再加工设计技术[1]。其典型应用是将化纤长丝或已成型纱线螺旋状包缠在芯纱(如化纤长丝或短纤纱等)外层,实现两种(或多种)纤维材料间的搭配组合,发挥各组分原料优良特性,提升其综合性能[2]。对于弹性较差或无弹性的短纤纱而言,通过引入弹力丝(如氨纶丝等),采用机械[3-7]/空气包缠纺[8]、包芯纺[9-12]或摩擦纺[13]等复合纺纱技术改善短纤纱(或长丝)的弹性。例如,FENG等通过调节氨纶芯丝预牵伸倍数实现高包覆率包缠纱的纺制[3];SCHWARZ等以橡胶丝为芯层,金属丝为包覆层,通过调节芯纱和外包覆纱粗细规格等参数,在空心锭包缠纺纱机上制备弹力导电功能纱[4-5];HUANG等基于包芯和包缠纺两步法,通过调节原料粗细和成纱捻度等关键参数,制备压阻式包缠纱传感器[6];HO等以橡胶丝为芯层,不锈钢/涤纶30/70混纺短纤纱为外包覆层,纺制双包缠弹性纱[7];WANG等采用空气包覆机制备氨纶/尼龙高弹性包缠纱[8];CAI、ZENG等以碳纳米管浸渍后的导电棉粗纱和氨纶丝为原料,基于环锭包芯纺制备导电弹性包芯纱,并拓展其在可穿戴领域的应用[9-10];HUA等以氨纶和PET/PTT复合纤维为芯层,制备双芯弹性包芯纱[11];WANG等通过改造环锭细纱机,制备导电高弹纱[12];MERATI等调节氨纶预牵伸倍数,制备弹性摩擦纺纱线[13];李成卓等基于氨纶/棉包芯纱,合理选配浆料配方,用适量的变性淀粉部分取代PVA,降低包芯纱毛羽率,提高其耐磨性[14]。对于自身弹性较好的羊毛纱而言,DANG等对毛粗纺细纱机进行改造,纺制毛/氨包芯纱,提高其弹力[15]。
在复合包芯纱研究方面,很多学者关注于成纱工艺参数优化问题。例如,王建坤等探究普通环锭纺、赛络纺、喷气涡流纺3种纺纱方法对包芯纱包覆效果的影响,并采用单因素实验和正交实验组合方法优化细纱工艺参数[16]。舒服华等将正交试验法与VIKOR法相结合,优化喷气涡流纺纱工艺参数[17]。HASANUZZAMAN等采用响应曲面法优化纯棉普梳纱工艺参数[18]。康辉采用Box-Benhnken响应曲面法优化转杯纱工艺参数[19];CHANDRASEKARAN等优化了VA/黏胶混纺纱的关键工艺参数[20]。此外,AKANKWASA等采用二次通用旋转组合法和Box-Benhnken响应曲面法优化T-400/棉包芯纱工艺参数[21]。
主成分分析法是一种可将多个考察指标转化为少量综合指标,进而实现降维处理的优化方法。目前,基于主成分分析法客观评价纺织纱线品质方面的报道较少[22-25]。本文基于空心锭包缠纺技术,纺制棉/氨纶包缠复合纱,并通过主成分分析法实现成纱工艺参数的优化,以期为粗犷型弹力包缠复合纱产品的研发提供参考。
1 实 验
1.1 材料与仪器
1.1.1 材料
实验成纱原料规格参数及相关力学性能如表1所示。
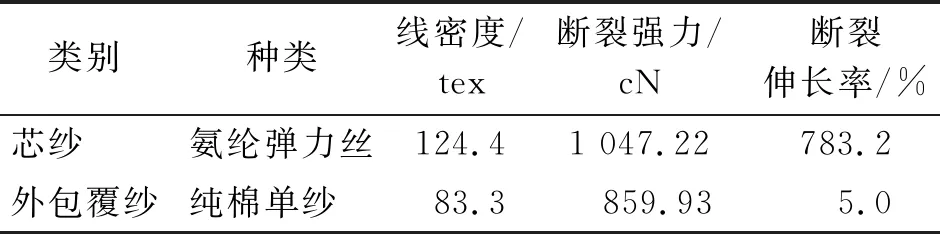
表 1 原料规格参数及拉伸力学性能
1.1.2 设备
LB-192型全电脑成型包覆丝机(新昌县万久精工机械有限公司);YG(B)021DL型电子单纱强力仪(温州市大荣纺织仪器有限公司);LLY-63型纱线耐磨仪( 莱州市电子仪器有限公司)。
1.2 棉/氨纶弹性包缠复合纱的制备
以氨纶弹力丝为芯纱,纯棉单纱为外包纱,采用全电脑成型包覆丝机纺制棉/氨纶弹性包缠复合纱。具体地,将纯棉单纱均匀卷绕在包缠纺纱机的空心锭子上,作为外包覆层;氨纶弹力丝经罗拉喂入,并给予其一定倍数的预牵伸,作为芯层。在锭速5 000 r/min的条件下,通过调节外包覆捻度和氨纶预牵伸倍数,纺制4种规格的包缠复合纱,具体规格参数如表2所示,外貌形态如图1所示。

表 2 4种规格包缠复合纱工艺参数

(a) 样品1 (b) 样品2
1.3 测试与表征
为综合评判成纱质量,测试包缠复合纱的回弹性、强伸性、耐磨性以及垂直芯吸行为, 所有测试均在标准大气压下执行,即温度(20±2) ℃,相对湿度(65±3)%。
1.3.1 回弹性能测试
采用定重法测试包缠复合纱的弹性伸长率ε和弹性回复率R。以包缠复合纱平均断裂强力的50%作为负载载荷,在预加张力作用下取初始纱线长度l为25 cm,将载荷逐渐施加在纱线上,经过60 s后记录纱长l1,然后卸去载荷,停置120 s后记录纱长l2。测试10次求弹性伸长(ε)、弹性回复率(R)的均值。测试原理如图2所示。

图 2 拉伸回弹性能测试原理示意图
(1)
(2)
1.3.2 强伸性能测试
参照GB/T 3916—2013和FZ/T 50006—2013,采用YG(B)021DL型电子单纱强力仪,隔距50 mm,拉伸速度500 mm/min,预加张力0.5 cN/tex,测试10次求均值。
1.3.3 耐磨性能测试
参照FZ/T 01058—1999,采用LLY-63型纱线耐磨仪测试纱线耐磨性,摩擦速度60 次/min。由于本文所用氨纶丝较粗,短时间内难以磨断,因此,耐磨性评价对象为外包覆纯棉单纱,即只考虑不同规格包缠复合纱的外包覆纯棉单纱的平均耐磨次数。每组纱样测试10次求均值。
1.3.4 垂直芯吸性能测试
参照FZ/T 01071—2008,取一定长度的包缠复合纱样,在其下端施加适当质量的张力夹,使纱样保持自然垂直(未拉伸态)。将复合纱下端浸入5 g/L高锰酸钾溶液中15 min,实时捕捉规定时间内液体沿纱样的上升高度,以便了解纱线芯吸高度随时间的变化趋势。每组纱样测试5次求均值。
2 结果与分析
2.1 不同工艺参数对包缠复合纱回弹性能的影响
不同工艺参数下4种规格包缠复合纱的弹性伸长率和弹性回复率如图3所示。

图 3 4种包缠复合纱的弹性伸长率和弹性回复率
从图3可以看出:1)捻度对棉/氨纶包缠复合纱的弹性伸长率有着显著影响。当纱线捻度较低时(600 T/m),随着氨纶预牵伸倍数由2.0增大至4.0,其弹性伸长率出现大幅增加,即由132.0%增大至227.6%。说明在一定捻度范围内,较大预牵伸可给予氨纶一定的预伸长,使氨纶产生较大内应力作用,进而赋予复合纱良好的弹性伸长率。然而,当纱线捻度较高时(800 T/m),纱线的弹性伸长率增加有限,仅由161.6%增至185.2%。说明捻度过高不利于复合纱的弹性伸长。究其原因可能是过高的包覆捻度会使纱线过于紧密,一定程度上“限制”复合纱两组分纱体的相对运动, 造成高捻状态下氨纶预牵伸倍数对复合纱的弹性伸长率增幅较小;2)纱线弹性回复性能相对稳定,均维持在85%左右。可能原因为:氨纶预牵伸状态下其内部可产生较大的内应力。当作用在纱线上的外力去除后,包缠纱会因氨纶内应力作用而产生良好的弹性回复率。
2.2 不同工艺参数对包缠复合纱强伸性能的影响
不同工艺参数下包缠复合纱强伸性能结果见图4。
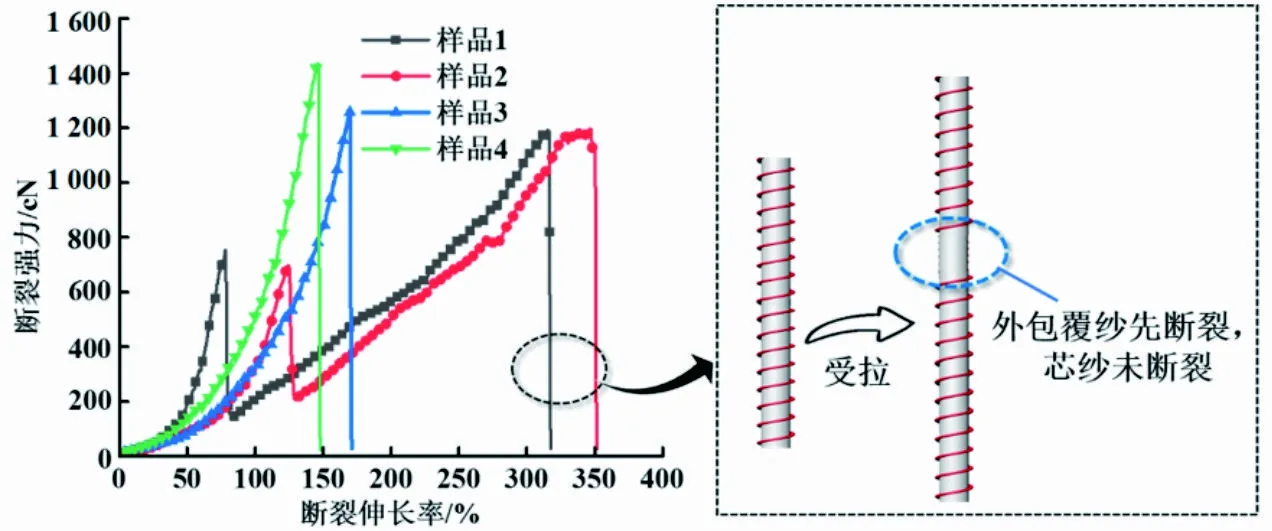
(a) 4种包缠复合纱强伸性 (b) 氨纶低牵伸时,断裂不同时性
由图4(a)得知3点结论。1)4种规格包缠复合纱的断裂强力均大于纯氨纶弹力丝,但断裂伸长率均有大幅下降。2)在外包覆捻度保持不变的前提下,较大氨纶预牵伸倍数有利于成纱强力的提高。主要原因是氨纶预牵伸倍数较大时,纱体中氨纶芯丝发生一定程度的预伸长,变形时能承受较大外力作用,对成纱强度贡献率较大[12]。3)氨纶预牵伸较低时,强伸曲线呈现两段式。当拉伸至外包覆棉纱断裂时,在断裂发生处,螺旋状缠绕在氨纶丝上的棉纱迅速从断裂点两侧发生脱散、脱圈等现象,导致拉伸载荷骤降,出现第一峰值;伴随着拉伸的持续,氨纶芯丝不断伸长直至芯纱断裂,出现第二峰值[1],如图4(b)所示。当氨纶预牵伸较高时,由于高度张紧态氨纶丝和纯棉纱模量差异减少,芯层和外包覆层间的抱合力较强,包缠复合纱芯层和外包覆层几乎同时断裂。
包缠纱的断裂伸长率受氨纶预牵伸倍数和外包缠捻度共同影响。一方面,当氨纶预牵伸较低(如2.0)时,外包缠捻度起积极主导作用,复合纱的断裂伸长率随着捻度的增大而增大。这是由于随着包缠捻度的增大,外包棉纱的螺旋包缠角度同步增大,造成棉纱在轴向拉伸作用下产生相对滑移。加上此时两种组分纱体断裂不同时性的影响,最终包缠纱的断裂伸长率有所增加。当氨纶预牵伸倍数较高(如4.0)时,外包缠捻度对成纱断裂伸长率起消极作用。这是由于较高预牵伸下氨纶丝与外包棉纱的力学性质差异性相对减小,两组分纱体受拉发生同时断裂的概率提高。同时,较高的外包缠捻度会“限制”两组分纱体的相对运动,因此,包缠纱的断裂伸长率反而有所降低。
2.3 不同工艺参数对包缠复合纱其他性能的影响
图5(a)为4种包缠复合纱外包覆层的平均耐磨次数。可以看出:在氨纶预牵伸倍数保持一定时,随着外包缠捻度的增大,包缠纱耐磨性越好。这是由于在一定的外包缠捻度范围内,增大捻度可使纱线中纤维间产生较大的抱合力,纤维不易相互分离,有利于纱线耐磨性的提高。此外,氨纶预牵伸对成纱耐磨性影响显著。这是因为氨纶预牵伸较低时,其内应力较小,纱线内部各组分纱及纤维之间的移动余地较大,对耐磨性有利。此外,较低预牵伸下氨纶丝相对柔软而非刚硬,当包缠纱经受摩擦时,粗旦氨纶丝易受拉(或压)而扁平化,使外包覆棉纱表面与摩擦辊的接触面积增大,纱线整体而非局部受磨,也可改善成纱耐磨性。为此,氨纶预牵伸倍数2.0、捻度800 T/m时包缠复合纱外包覆层耐磨次数较优异。

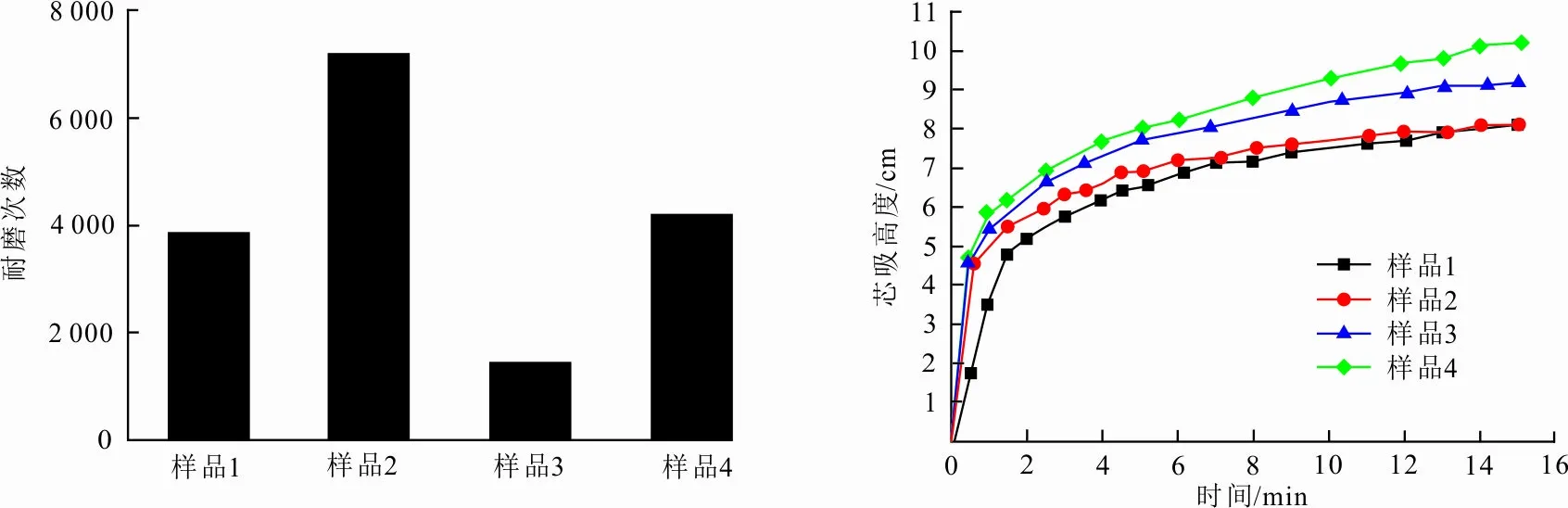
(a) 平均耐磨次数 (b) 垂直芯吸高度
3 包缠复合纱工艺参数优化
主成分分析是通过对原始数据相关矩阵内部结构的研究,有效剔除原始数据间的冗余信息,以达到降维目的,更合理地对包缠复合纱品质进行综合评判。本文选取包缠复合纱6项指标为对象,详见表3。

表 3 4种规格棉/氨纶包缠复合纱测试结果
基于主成分分析,对4种规格包缠复合纱的6项指标进行标准化处理(记为S),消除量纲不同的影响。

利用MATLAB计算相关系数矩阵R,即

相关系数矩阵R中的数值代表变量间的相关程度,绝对值越大,则相关性越强。可以看出:断裂伸长率(X2)与断裂强力(X1)、弹性伸长率(X3)、耐磨(X5)、芯吸高度(X6)的相关系数分别达到-0.848 4、-0.797 2、0.590 5、-0.958 2;耐磨(X5)与断裂伸长率(X2)、弹性伸长率(X3)的相关系数分别达0.590 5、-0.601 9。由此可见,各指标间存在大量的信息重叠现象,对其进行主成分分析有助于剔除冗余信息,更加合理地对包缠复合纱品质进行综合评价。
由相关系数矩阵R计算的特征值、贡献率和累计贡献率见表4。
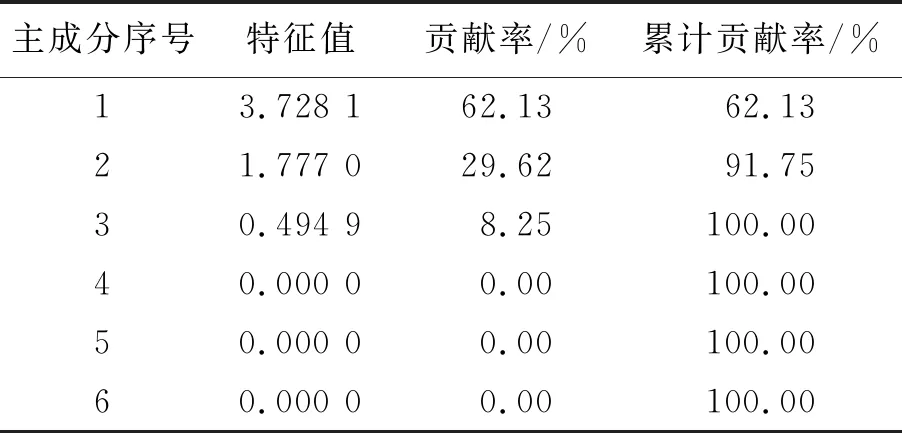
表 4 相关系数矩阵特征提取
一般情况下提取的主成分累计贡献率要达到85%以上。因此,本文选取前3项主成分作为包缠复合纱综合品质的评价因素。前3个主成分的特征向量α分别为
α1=(-0.397 1,0.512 9,-0.444 8,
0.197 0,0.347 4,-0.471 1)
α2=(0.479 2,-0.102 7,-0.330 2,
0.673 8,0.316 3,0.311 1)
α3=(0.089 3,-0.037 3,0.372 2,
-0.313 1,0.867 4,0.041 4)
进一步,得到前3个主成分的表达式分别为
Y1=-0.397 1X1+0.512 9X2-0.444 8X3+
0.197 0X4+ 0.347 4X5-0.471 1X6
(3)
Y2=0.479 2X1-0.102 7X2-0.330 2X3+
0.673 8X4+0.316 3X5+0.311 1X6
(4)
Y3=0.089 3X1-0.037 3X2+0.372 2X3-
0.313 1X4+0.867 4X5+0.041 4X6
(5)
通过Y1、Y2、Y3得到前3个主成分的综合得分表达式为
Y=0.621 3Y1+0.296 2Y2+0.082 5Y3
(6)
将标准化矩阵S代入Y1、Y2、Y3得到相关得分,再代入式(6)可得综合得分,结果见表5。
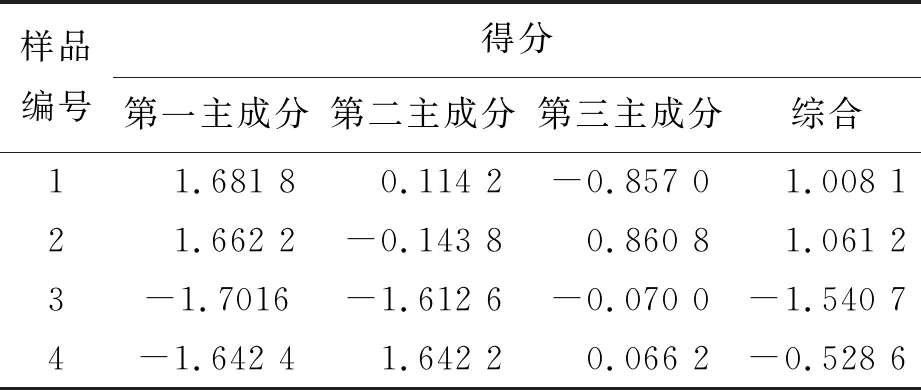
表 5 主成分综合得分统计
表5的最终得分可准确、客观地反映包缠复合纱的综合品质,数值越高,成纱品质越好。主成分分析综合得分最高为1.061 2,即棉/氨纶包缠复合纱较优工艺为外包覆棉纱捻度800 T/m、氨纶预牵伸倍数2.0,此时纱线综合性能较佳。
4 结 论
1) 与纯氨纶相比,所纺制的4种包缠复合纱的断裂强力均明显改善,但其断裂伸长率均呈下降趋势;当外包覆捻度保持不变时,较大氨纶预牵伸倍数有利于改善成纱强力;随着氨纶预牵伸倍数增加,纱线断裂模式由不同时向同时断裂转变。
2) 包缠复合纱具有优良的回弹性,氨纶预牵伸倍数与复合纱的弹性伸长率正相关;氨纶预牵伸倍数对芯吸性能起着积极作用;成纱耐磨性与外包覆捻度正相关。
3) 主成分分析可较为全面地综合评判成纱品质。当外包覆捻度800 T/m、氨纶预牵伸倍数2.0时,棉/氨纶弹性包缠复合纱综合性能较优。
