西门子变频器在木片配比螺旋设备上的应用
2022-11-10李先会马连杰龙真生农红丽吴腾宇姚远
李先会,马连杰,龙真生,农红丽,吴腾宇,姚远
(1.西门子能源有限公司,广西 南宁 530022;2.斯道拉恩索(广西)浆纸有限公司,广西 北海 536000;3.广西大学行健文理学院,广西 南宁 530005;4.赛富电力集团股份有限公司,广西 南宁 530031;5.广西电网有限责任公司河池供电局,广西 河池 547000)
0 引言
2022年3月14日,“广西钦州丰林木业有限公司年产50万立方米超强刨花板项目”已完成整线设备的调试,实现“首板下线”。广西已经成为中国中密度纤维板产业的重要产地之一。2020年我国纤维板生产企业保有纤维板生产线共454条,截至2020年底我国关闭、拆除或停产纤维板生产线累计781条,淘汰落后生产能力3 316万立方米/年,整体纤维板生产能力有所下降,但平均单线生产能力同比有所上涨[1]。2020年我国纤维板生产能力Top3地区分别为山东、河北及广西。
中密度纤维板(Medium Den-sity Fiberboard),是通过树脂或粘结剂将木质或非木质纤维在高温状态下压制而成的板制品,常被用于制成家具、建材,特别是在建筑工程、装饰装修、车辆船舶等行业应用极为广泛中高密度纤维板的生产工艺有木片的备料工序、纤维的制备工序、成型热压工序和成品加工工序[2]。包括原料堆放、切片、木片贮存、木片配比螺旋送料器、木片的水洗或筛选、预蒸煮、热磨、调胶、加蜡、施胶、干燥、纤维铺装、预压、齐边与横截、热压、纵横锯切、冷却、齐边、砂光和分割锯、检验分等、成品包装等工序[3]。
在本项目的木片配比螺旋送料器的应用中,原先有三个木塞螺机,均是使用液压缸推动木塞螺旋机底部刮板,刮板推动木片落入皮带进入生产线进行生产。木塞螺旋机出料多少,取决于刮板刮出的木片量。由于落入刮板的木片不均匀,使得三个木塞螺旋机出料量时多时少,无法按生产工艺要求的木片配比出料,对纤维板的性能产生一定的影响,严重阻碍板性能的提高。木塞螺旋机中桉树木片、外购木片含有树皮较多,不易下滑,容易在木塞螺旋机内搭桥,即木塞螺旋机上面是满的,刮板的地方却是空的,影响生产。除此之外,液压缸、液压系统较大,每次更换,维修不方便。由于木塞螺旋机的液压系统的使用和运维存在以上问题,因此用户提出采用变频器改造的需求。
通过分析,考虑到设备的通用性和备件通用性,项目中采用西门子G120变频器进行改造。
1 硬件设计
SINAMICS系列变频器是西门子全面适用于各种传动应用的变频器家族,包括G110、G120、G150/G130、S120、S150低压变频器,以及GM150/SM150高压变频器。考虑到木塞螺旋原有液压控制的具体情况,结合生产工艺控制要求,选用了西门子G120变频器。西门子SINAMICS G120变频器主要特点如下:
(1)模块化设计。G120变频器主要包括功能模块PM、控制单元CU和操作面板BOP。而且完全独立的单元,具备带电热插拔功能。功率模块和控制单可以自由组合,可以快速组建传动系统的最佳方案。
(2)集成了故障安全保护功能。安全保护包括人员的保护、设备保护、自动检测、连续监控等。
(3)具有再生能量回馈功能。G120变频器实现全功率段再生能量回馈,制动时无需制动电阻就可以直接回馈电网。变频控制柜不再需要外加冷却风扇,节省能量,减少接线成本。
(4)增强环境适应性和耐受性。采用智能冷却设计理念,冷却风只流过散热片,风道中没有任何电子模块。电子模块采用自然冷却方式,控制单元采用对流风冷却方式,从而延长设备使用寿命。
(5)具有丰林的型号规格和功率范围。具有0.37~132 kW的功率范围,那组各种驱动调试解决方案应用。
(6)无故障的安装、运行维护和简便的维护。工厂组态和调试软件采用Starter软件,可以快速调试变频器,节约安装时间,迅速投运设备。
现场木塞螺旋系统有4台18.5 kW电机,因此选配了重载18.5 kW的G120变频器6SL32410-1PE24-5UL0,配置控制单元CU模块6SL3244-0BB12-1FA0,这样可以更好了实现现场的控制需求。
1.1 电气图纸设计
在项目设计阶段,电气设计包括主回路设计和控制回路设计,在变频器的控制回路中,分别要考虑变频器的命令源和速度源,从而实现变频器的控制。如图1所示。
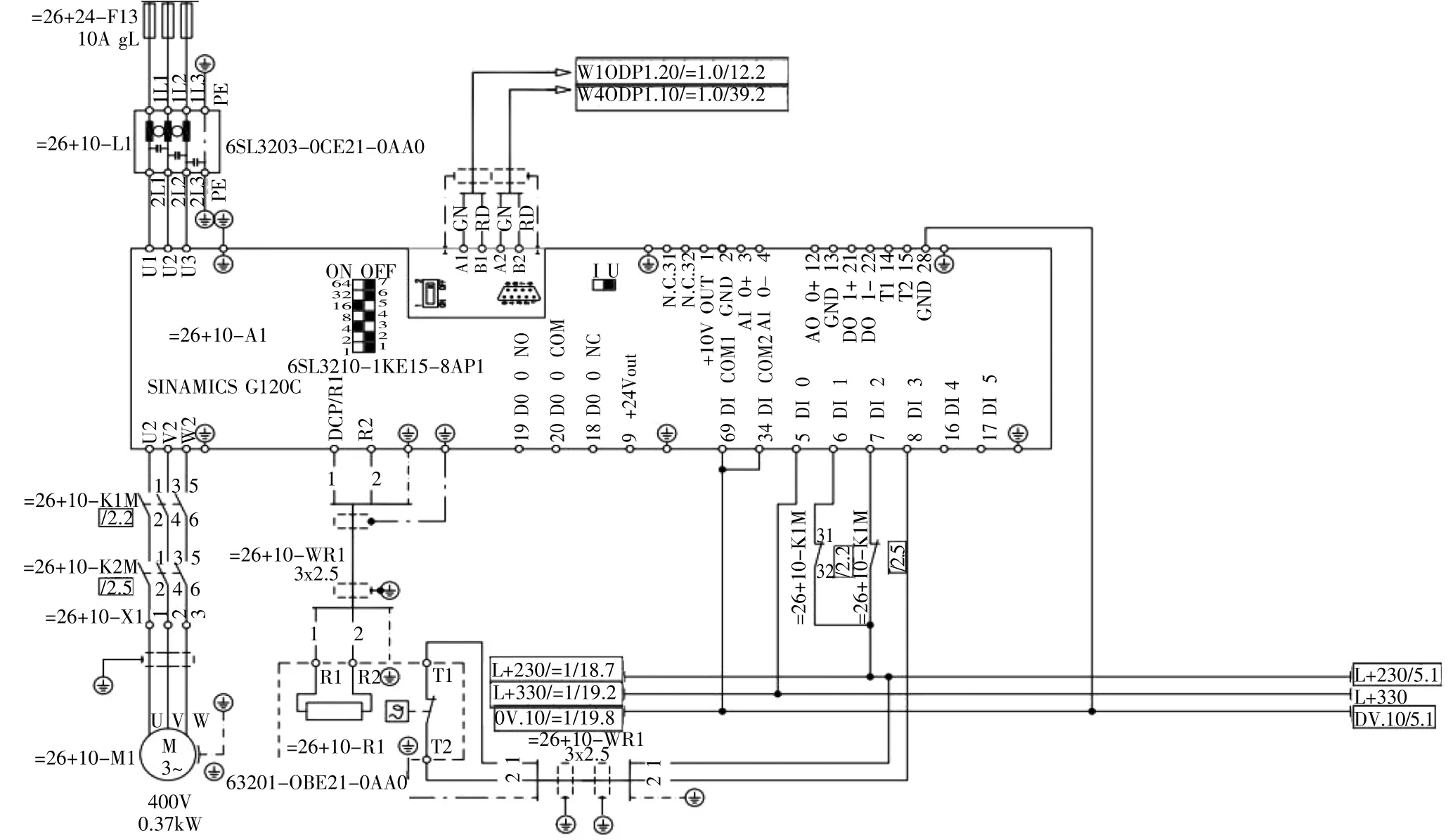
图1 电气原理图
G120变频器主回路采用常规控制方案,系统不匹配进线电抗器和出线电抗器,采用直连方式。变频器控制回路,提供了本地控制和远程控制。在本地控制中,提供电位计、急停、启动、停止、故障、运行等控制和反馈,以及本地/远程旋转开关,实现功能切换。在正常情况下,系统处于远程控制状态,由中控室发出控制信号,通过Profibus协议实现对主-从CPU通信,进而实现对变频器的控制。如遇到网络故障问题,或者生产现场的测试需要,切换到本地控制,通过控制柜的启停按钮,电位计等,便可在本地现场测试和运行设备。本地和远程,需要设定2组变频器的参数组,通过选择开关,实现两组参数组的切换。
在命令源的设计上,采用本地按钮变频器I/O端子排中,模拟量AI0通道负责连接电位计信号;在速度源的设计上,模拟量AI1通道了解PLC的模拟量输出通道,接受速度给定信号。远程/本地控制模式切换。
1.2 主要硬件构成
由于原来的木塞螺旋是液压控制,存在送料不稳定、不均匀的问题,因此采用变频器控制,可以实现送料的曲线平稳。因此,采用的标准的G120控制单元CU240S,采用u/f控制,考虑到I/O成本,选用了ES200SP I/O、西门子G120变频器作为驱动器构成的控制柜。在本项目的硬件配置中,具有以下几个特点[4]:
(1)采用变频器柜门组件。考虑到G120操作面板需要集成到柜门,因此选用了柜门选件6SL3256-0AP00-0JA0,实现了可以在柜门上直接操作控制变频器。
(2)采用ES200SP系列I/O,节约项目成本。在标准的PLC硬件从站改造中,常规的是CPU系列与I/O系列一致性。但是在本项目中,采用了从站为CPU 300系列CPU313-2DP控制器,I/O模块没有采用S7-300系列,而是采用了ET200SP系列产品,实现I/O模块空间更小,项目成本有效控制,但是又不影响系统的稳定和可靠。
(3)采用威图柜。在大量的工业现场的一般自动化改造中,很多项目采用的控制柜都是国产柜体,本项目考虑到现场的使用环境,粉尘多、户外等原因,采用了标准威图柜,确保了良好柜内设备工作环境。
(4)进线主开关采用西门子3VT系列塑壳断路器。考虑到现场4台18.5 kW功率的变频器,额定电压为380Vac,因此选用V250断路器。断路器具有标准交换容量N Icu=35 kA,415/440 VAC 3极,系统保护热磁性脱扣器,IR=250 A,过载保护II=2500 A,短路保护,完全满足现场需求。主要硬件配置见表1。
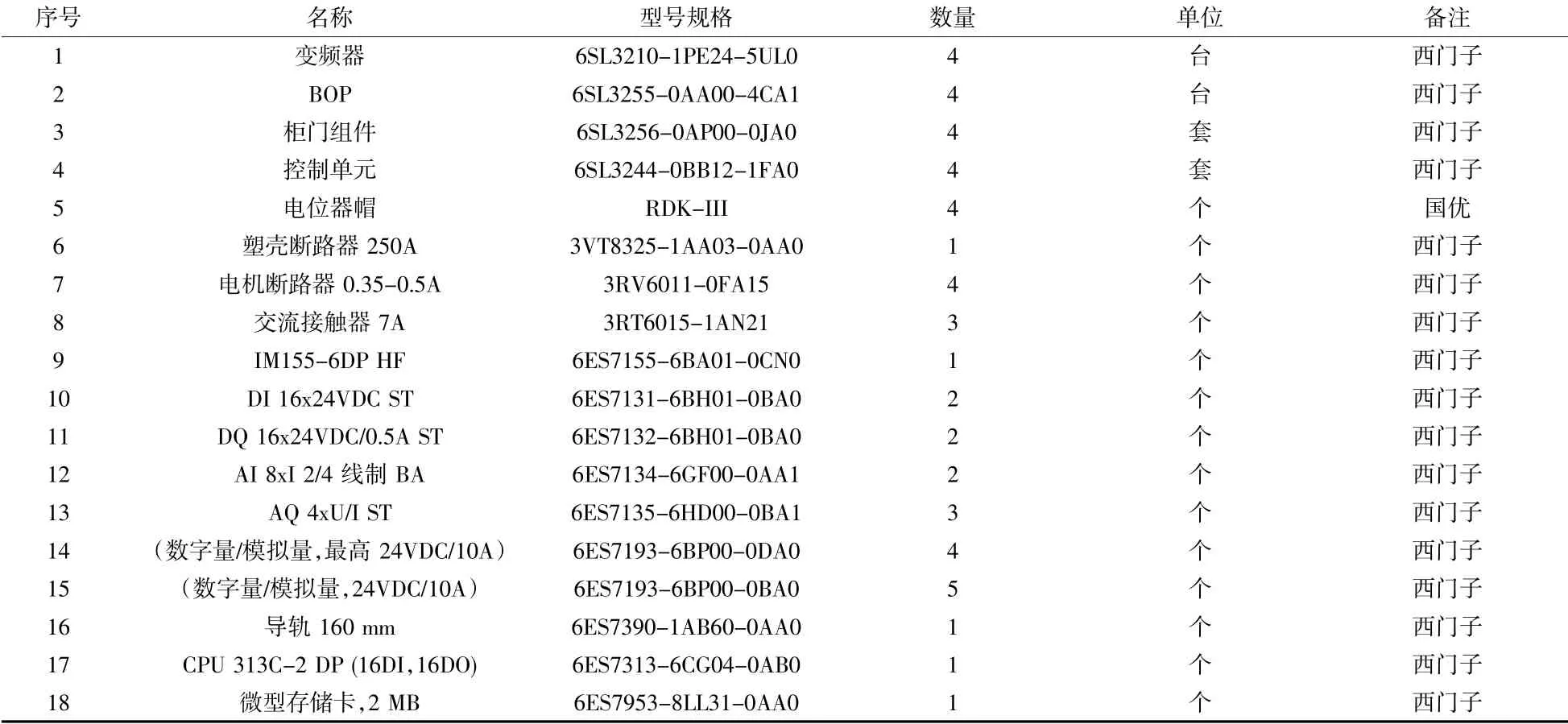
表1 硬件配置表
(5)以Profibus-DP作为子系统网络结构。目前,Profibus是国际上通用的现场总线标准之一。其具有独特的技术特点、严格的认证规范、开放的标准、众多厂商的支持和不断发展的应用行规,成为现场级通信网络的最优解决方案。Profibus-DP是主站和从站之间采用轮询的通信方式,指出高速的循环数据通信,在制造业自动化系统中的现场级通信用具有广泛的应用[5]。由于原系统采用的是西门子S7-400控制器,系统网络结构为Profibus DP协议,因此本项目继续援用CPU313-2DP作为从站控制器,负责管理现场各种信号,通过profibus把数据上传到主站,通过网络连接到中控室工程师或者操作员站,实现对现场木塞螺旋设备的远程控制。是现场变频器改造后的控制柜(图2)。
2 软件设计
2.1 变频器参数设定
G120调试主要包括基本调试、恢复工厂设置、数据备份等。目前可以使用工具软件有2种[4]:
(1)Starter可以集成到西门子工程管理系统中去,是西门子SINAMICS变频器调试和图形启动工具软件,运行在Win7/Win10系统环境下,实现对变频器的“参数表”进行读取、修改存储、读写和打印等操作。在项目的工程组态时,可以通过STARTER内部的各种驱动元器件的电子模块来完成。
(2)集成了Tia Startdrive的TIA博途软件。西门子工业自动化集团为其全集成自动化软件平台“TIA博途”具有丰富的功能模块,可以通过添加的简单方式,完成功能块的安装和部署。在V14版本中,西门子所有SINAMICS G变频器系列的驱动产品都可以通过TIA博途设置参数,并且更多的诊断功能被集成到了该工程软件平台中来,可以有效防止非法复制和访问西门子自动化设备和驱动系统的配置、编程、调试、维修的工程设计工具进行了更新,如用于控制器的SIMATIC STEP 7 V14、用于HMI系统(SIMATIC人机界面)的SIMATIC WinCC V14以及用于SINAMICS G变频器系列的SINAMICS Stardrive V14。
本项目中,我们采用TIA Staerdrive工厂软件包,实现了对变频器的参数设定。博图TIA Starterdrive软件提供了频器参数设置,包括了基本设置、输入输出端、通信设定值、运行方式、驱动功能、安全集成、应用功能、通讯、连接等参数的设定。
2.2 PID设定
木塞螺旋机负责木片的输送,属于原料输送机械设备。系统采用变频器后,通过中控室人机界面给定变频器输出,从而实现木塞螺旋机的转速控制,因此,稳定的木片输送,对生产配比有着重要的要求。在博图TIA Starterdrive软件中,我们需要设定PID模块。根据变频器输出的电流值iq_实际值,与系统给定的iq_设定值相比较,经过PI计算器后,从而调整变频器PWM输出,实现对木片螺旋机的闭环控制。显然,本项目通过G120自带PID模块,无须使用电机的编码器反馈信号,节约了硬件成本,实现了无反馈的矢量控制。
2.3 画面设计
由于原来的项目是由中密度纤维板专业制造企业地芬巴赫公司设计,原系统采用了西门子S7-400系列PLC模块,人机界面采用了RSview32组态软件。RSview32是美国AB公司开发的基于组件的用于监视与控制自动化设备和过程的人机界面软件[6]。RSVIEW32通过开放的技术达到与罗克维尔软件产品、微软产品和其他应用软件间空前的兼容性。整个项目已经运行了近20年,系统稳定可靠。
本次改造中,通过主CPU S7-400读取远程木片配比螺旋机的变频柜中从站CPU313-2DP,实现对G120变频器的控制和数据状态读取。
图2所示,整个系统包括1号、2号木片仓。我们在之前已经改造了2号仓。本次改造的1号仓中,安装了4台变频器G120,实现对木片螺旋机的控制需求。根据生产工艺,在画面设计中提供了4台G120变频器的状态和过程数据,包括速度给定、速度反馈,以及启动和停机等功能。报警系统通过现场变频器的I/O端子输出,连接到变频器柜门故障灯和PLC模块中。
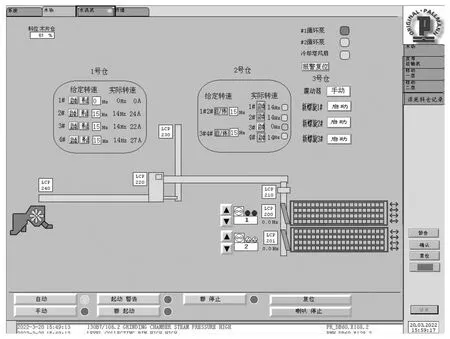
图2 画面设计1号仓
3 结语
本项目通过木塞螺旋机的驱动方式改造为变频器G120,解决了原有液压驱动的缺点,将三个木塞螺旋机全部拆除液压推动装置和木塞螺旋机底部刮板,用钢板在每个木塞螺旋机底部做成漏斗状,料斗底部出口使用四条螺旋轴出料到皮带,使用变频电机驱动螺旋轴出料,并通过S7-400与CPU313-2DP的Profibus主从通信,更好的分配CPU的任务资源,实现了高效稳定的木片配料输送。通过改造,主要有以下3方面的优点:
(1)实现了通过变频器调节变频电机,让木塞螺旋得到不同的转速,得到相应的木片送料量;
(2)可按生产工艺要求进行木片配比,使得木片配比操作简单,配比结果较为准确,减少了很多因木片配比不合引起的板性能问题,为提高纤维的性能打下了较好的基础。
(3)在钢板漏斗两侧安装振动器,通过定时的振动,让木片落到螺旋,减少木片搭桥的现象,使用螺旋轴出料代替液压缸刮板出料,维护、更换较为简单,较之前减少了维护成本。
通过升级改造木塞螺旋驱动系统,采用西门子G120控制,实现了中密度纤维板生产装备的升级,提高了生产的技术水平,具有广泛的应用意义。
