根管预备机用镍钛锉的研究进展
2022-11-09张麒麟李军李姝慧
张麒麟 李军 李姝慧
1.新疆医科大学口腔医学院 乌鲁木齐 830000;
2.新疆维吾尔自治区人民医院颌面外科 乌鲁木齐 830000;
3.新疆维吾尔自治区人民医院口腔科 乌鲁木齐 830000
机用镍钛锉的发展可将其简单分为5代[1]:第一、二代为传统镍钛合金构成,器械坚硬易折断;第三代镍钛锉采用热处理技术改变合金内部晶相的组成增加器械的抗疲劳性能;第四代镍钛锉基于“平衡力”原理提出往复式运动,降低器械在根管的阻力减少扭转折断的风险;第五代镍钛锉采用不对称的横截面设计旨在提高预备效率。但近些年来,机用镍钛锉的发展相互交融,无法将其进行简单分代。
本文从镍钛锉金属内部的改良、表面特性的改进、结构设计的优化、疏通锉的开发、单支锉的使用及旋转模式的改变进行分析。
1 金属内部的改良
近等原子的镍钛合金有2种形式:奥氏体(austenite)和马氏体(martensite),奥氏体所在温度高、坚硬,马氏体所在温度低、柔软[2]。晶相比例不同,镍钛合金的性能随之发生变化。室温下,传统镍钛合金完成奥氏体转换温度(austenite finish temperature,Af)为25℃左右。为了提高镍钛合金的安全性能,减少根管预备过程中器械折断的风险,制造商通过热处理技术来提高合金内部马氏体的数量。
M-Wire:M-Wire是将传统镍钛丝在特定拉伸应力下,经特殊热处理形成的一种508镍钛合金[2]。热处理后的M-Wire的Af约为50℃[3],室温下主要包含奥氏体及少量马氏体和R相。与奥氏体相比,马氏体晶粒细、晶界多、较小应力下即可使其发生变形,但细小晶粒同时促使了合金表面裂纹的形成,而大量的晶界又阻止了裂纹的扩展[4]。因此,马氏体具有更好的柔韧性和抗疲劳性。Pereira等[5]发现:经热处理后的M-Wire弹性模量(24.6 GPa)显著低于传统镍钛合金(43.9 GPa),抗疲劳性明显提高。WaveOne、ProTaper Next、Reciproc均属于M-Wire。
R相:R相为奥氏体和马氏体之间相互转换短暂的中间相。由于马氏体的滞后性,过高的热处理会使奥氏体直接转变成马氏体而不经历R相,热处理(400℃)、添加其他元素或加入富镍合金可诱导R相形成[6]。处在R相的杨氏模量低于奥氏体和马氏体[7],杨氏模量的降低使其受力时容易发生变形。利用此特点的TF锉在R相时完成扭制成形,从而减少了因切削造成器械表面缺陷及晶相结构的改变[8]。但扭制成形的螺纹形态在预备过程中易发生螺纹的松解,进而可能降低使用寿命。K3XF则是先经过磨削成形然后进行热处理,热处理过程中不仅可以减少锉磨削过程中产生的一些内应力,还可提高其抗疲劳性[3]。
CM-Wire:CM-Wire是一款主要含有马氏体的镍钛锉,Af约为55℃[3],室温和体温下均不具有超弹性。代表锉是HyFlex CM,研究[9-10]表明其抗疲劳性能为未经过热处理合金的300%。此外,使用后的HyFlex CM特点是高压灭菌后可恢复至原来形状,如灭菌后不能恢复,则应该丢弃使用。与M-Wire相比,大量稳定马氏体的存在提高了器械的柔韧性。然而,预备粗大根管时切割效能可能不足,需要经过特殊处理来提高其硬度。
CM Gold/Blue-Wire经过磨削成形后进行热处理,然后缓慢冷却表面形成不同厚度氧化钛层的CM-Wire。表面形成的氧化钛层可以提高预备中的切削效能及抗腐蚀性,不同厚度的氧化钛层表现出不同的颜色。热处理后蓝丝(Vortex Blue、Reciproc Blue)的Af为33~38℃,氧化钛层为60~80 mm;金 丝(ProTaper Gold、WaveOne Gold)的Af为55℃,氧化钛层为100~140 mm[8]。与MWire相比,尽管蓝丝的Af较低,但内部稳定马氏体数量较多,因此抗疲劳性优于M-Wire[11]。Inan等[12]在模拟人工90°弯曲根管中,对比了相同条件下Reciproc Blue和Reciproc不同热处理后的抗疲劳性能,他们认为蓝丝抗疲劳性能明显优于M丝。在金丝与蓝丝中,Keskin等[13]认为预备弯曲根管时Reciproc Blue的抗疲劳性能优于WaveOne Gold,这与Silva等[14]的结果一致。这可能是由于Reciproc蓝丝的横截面为S形,而WaveOne金丝的横截面为平行四边形,横截面面积的增大致WaveOne Gold柔韧性能下降[13-14]。由此可见,器械的每一设计均可能影响其性能。
MaxWire:MaxWire(马氏体-奥氏体-电抛光-fileX)为兼具形状记忆和超弹性的镍钛锉。它可根据温度的变化而变化,室温下处于马氏体相,锉与管壁接触后温度升高37℃转变为奥氏体,进而增加切削力。代表锉XP-Endo Shaper系统典型特点是预备前可预弯,进入根管后温度改变使其膨胀,锉的直径发生变化,这种自适应核心技术使得锉针有极佳的抗疲劳性和预备椭圆形根管时更好地适应管壁形态[15-16]。
2 表面特性的改进
2.1 电解抛光
由于镍钛合金超弹性的特点,冷加工工艺成形困难。目前,镍钛锉的表面螺纹多为磨削成形,制作过程中表面可能遗留切痕、颗粒等缺陷,这些缺陷增加了器械折断的风险。电解抛光是通过氧化还原反应使金属表面形成氧化层,进而增加器械表面光滑度的一种精加工工艺。制造商利用电解抛光改善磨削成形过程中的缺陷,从而提高器械的抗疲劳性[6,8]。Cheung等[17]认为,尽管电解抛光增加了器械表面的光滑程度,但并没有改善器械的抗疲劳性。目前,关于电解抛光是否改善抗疲劳性仍有争议。
2.2 电火花加工
电火花加工技术[11]是通过脉冲放电后产生的火花来蒸发合金表面的颗粒,这些颗粒在电解液中析出后被冲洗掉,表面呈现出均匀一致的“凹坑状”,增强了表面硬度,一定程度上弥补了CMWire切削效能的下降。此外,非接触的电火花技术可以消除传统制造工艺中因切削导致内应力的增加。HyFlex EDM(HEDM)是使用电火花加工的镍钛锉,差式扫描量热法[11]表明HEDM开始奥氏体转换温度约为42℃,而CM-Wire开始奥氏体转换温度约为21℃,转换温度的提高阻止了室温/体温下奥氏体的形成,由此HEDM表现出更好的抗疲劳性和硬度[11]。
3 结构设计的优化
很大程度上,镍钛锉锥度的大小、横截面的不同、螺纹螺距的变化以及前角的设计影响着镍钛锉的安全性及性能。
3.1 锥度
理想的根管预备是清除根管内感染物质,保持牙根抗折力并进行后期严密充填的基础。早期推广使用的镍钛锉多为大锥度,Chuste-Guillot等[18]认为根管预备中大锥度未明显改善根管内感染物质的去除;此外,根管的过度预备可能诱发牙本质微裂的形成和牙根纵裂的发生[19-21]。Sabeti等[20]对比25号0.04、0.06及0.08不同锥度根管预备后下颌磨牙近中根的抗折能力,结果发现:与0.04锥度相比,0.06锥度未明显降低牙根的抗折力,而0.08锥度则显著降低了牙根的抗折力。对于根管粗大的前牙区,Krikeli等[21]认为,40号0.06锥度会削弱牙根的抗折力。制造商又推出变锥设计,既可有效清除感染物质,又保留了牙根抗折力。然而,变锥的设计也给后期的根管充填带来了一定的困难。目前,临床中多推崇使用的镍钛锉锥度均有所下降,这也体现在镍钛锉的设计上,多数成形锉的锥度未超过0.08。最近推出的XPEndo Shaper[15]室温下锥度为0.01,体温下锥度可扩大至0.04,既可有效清除感染物质,又不过度切削牙本质。
3.2 横截面
横截面设计有多种形态,如三角形截面(Race、HyFlex CM)、凸三角形(ProFile Vortex、K3XF)、S型(Reciproc Blue)、偏心矩形(Pro-Taper Next)、可变截面设计(Revo-S、OneCurve、2shape)等。在相同条件下,横截面面积越大,锉针越不易折断[22],但柔韧性能随之下降,当预备弯曲根管时不易顺从根管原始形态,从而形成台阶。此外,横截面积的增大致根管预备中碎屑不易带出。Mustafa等[23]对比了HyFlex CM、ProTaper Next、Reciproc Blue和TruNatomy根尖碎屑挤出的差异,结果发现具有较小横截面的碎屑挤出量较少,这与柳振坤等[24]的研究一致。di Nardo等[25]认为:相同条件下,S型比凸三角形的横截面具有更佳的抗疲劳性。近年推出的可变横截面设计,即根尖至冠部锉与管壁接触横截面积逐渐减少,既减少了根尖折断风险,又增大了冠部碎屑的排泄能力。
3.3 螺纹螺距
镍钛器械表面的螺纹设计影响碎屑带出和安全性,早期镍钛锉的设计为等螺纹、等螺距。等螺纹、等螺距的设计使得预备过程中牙本质碎屑不易带出,且使用过程中锉针易吸入根管[22]。之后推出了可变螺纹和螺距的设计,降低预备中与管壁的摩擦力及增加碎屑的带出[26]。
3.4 前角
前角[26]是指垂直于长轴的横截面与切削刃的位置关系,包括正前角、中性前角、负前角(图1)[26]。正前角的设计使锉主动切割牙本质,切割效率高;负前角的设计类似刮的方式扩大管壁,切割效能最低;中性前角介于两者之间[26]。目前关于正负前角角度的大小设计没有统一界定,但是过大或过小的前角设计可能均会影响预备效果。

图1 前角Fig 1 Rake angles
4 疏通锉的开发
当预备弯曲/狭窄根管时,很长时间以来不锈钢器械是临床医生常用且唯一可以建立滑行路径的器械。滑行路径[27]为根管口到根尖狭窄的平滑通道,可有效地防止器械早期因扭力过大而导致的折断。根管预备中,尽管手动不锈钢器械可提供良好的触觉反馈,但镍钛锉的使用提高了安全性和效率,为此推动了镍钛疏通锉的开发和使用(表1)[28-35]。此外,热处理后的镍钛疏通锉改善了器械的抗疲劳性[28,32-33],提高了预备过程中的安全性。于江利等[34]对比了不同疏通锉预备S形根管成形的能力,结果发现0.03~0.04锥度效果最佳。由于疏通锉材质、锥度、横截面、旋转模式及锉支数的不同,未来仍需要在相同设计下对比预备不同根管形态的安全性及成形能力。
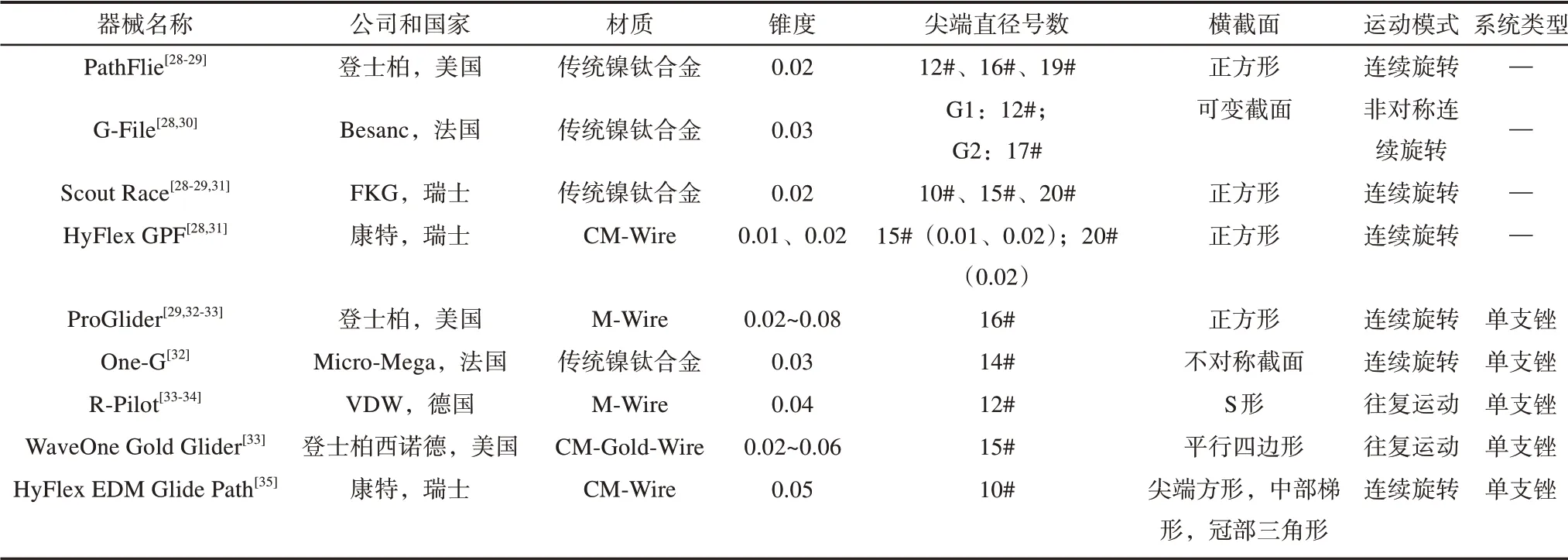
表1 疏通锉概览Tab 1 Overview of glide path management
5 单支锉的使用
目前,临床工作中使用的多数为多支镍钛锉系统。为了提高根管预备效率,单支锉技术应运而生[36],即建立根管通路后,仅使用单支锉完成根管预备。单支锉的使用减少了根管预备中冲洗液的腐蚀作用,降低器械折断的风险,提高预备的效率,消除交叉感染的概率[37]。Reciproc、Wa
veOne、OneShape、OneCurve、XP Endo shape、self-adjusting file(SAF)、F-One等均为单支锉系统。其中较为特殊的SAF为中空网状结构[37],这种空心结构可使冲洗液随着锉的移动和摆动充分接触管壁,从而增加清洁效果;其次可在三维结构上适应根管的解剖形状,增加不规则根管的预备面积。
预备弯曲根管时多项研究[1,9,16,37]发现:单支锉同样可较好地维持根管的解剖形态,且具有缩短临床操作时间的优势。高效的预备对于惧怕口腔治疗的儿童来说无疑是选择预备器械的一个优势,Boonchoo等[38]使用随机对照临床试验研究WaveOne Gold单支锉在乳牙根管治疗中的效果,他们认为单支锉系统预备后根管形态及效率均较不锈钢器械更佳。但单支锉支数较少,对于一些细小根管可能需要与多种器械相结合。
6 旋转模式的改变
早期镍钛锉为连续旋转模式,预备圆形根管时中心稳定性佳,而预备弯曲根管时增加了器械下滑的阻力,从而增加了扭转折断的风险。随后,循环往复运动[36]及自适应运动[39]应用于镍钛锉中。循环往复运动采用顺时针和逆时针交替运动,自适应系统则根据阻力大小调整运动模式,从而增加锉的灵活性。与传统镍钛锉相比[40],狭窄/弯曲根管预备时自适应系统较好地适应了根管形态;而在预备椭圆形根管时,两者未见明显差异。由此可见,很大程度上,根管解剖形态影响预备后的效果。
最近出现了一种新的连续旋转模式——非对称连续旋转。这种不对称的设计,如ProTaper Next[22]、XP Endo Shaper和TruShape使得锉在管壁运动中犹如一条蛇摆动,不仅提高了切割效率,还提高了预备椭圆形根管的接触面积[37]。此外,Donnermeyer等[41]认为:不对称设计可更好地顺从S形根管的弯曲度,维持根管的解剖形态。临床操作中可选择此种旋转模式进行弯曲根管的预备。
可以看出,既往锉的运动方式均为旋转运动,而对于锉垂直运动的使用及研究较少。Noguchi等[42]开发了一种将旋转运动转化为垂直运动的新型机头手机,并对比研究了根管预备中使用不锈钢器械H锉垂直运动和镍钛锉往复式运动中心定位性和预备时间差异,结果发现:垂直运动可使锉迅速到达根管长度,中心定位性佳;与旋转及手动锉相比,预备中无需将锉拧入管壁,从而减少微裂的形成及降低牙根纵裂的概率。但此种运动方式是否适用于镍钛锉及临床使用效果仍需进一步的探索。
7 总结与展望
镍钛锉自问世以来进行了一系列优化及改进以便更好地适应临床需求,临床应用中了解其性能和特点是根管治疗中重要的一步。其中,热处理技术改善了器械的柔韧性,对于根管粗大的情况可能切削力不足;电解抛光及电火花技术改善制作过程中遗留的表面缺陷;表面结构的设计及旋转模式的改变旨在增加器械的安全性及切割效率;疏通锉的开发提高建立直线通路的效率;单支锉器械缩短临床中的操作时间。尚没有证据表明哪一种设计为最佳选择,临床医生应充分了解每一种锉的设计优势及特点,才能更好地应用于根管预备中。未来仍需继续优化锉的设计,将切削效能与安全性完美结合。
利益冲突声明:作者声明本文无利益冲突。
