关于某车型顶盖缺陷的分析
2022-11-08朱立赞杭州吉利汽车有限公司
文/朱立赞·杭州吉利汽车有限公司
汽车的零件外覆盖件的要求严格,例如机盖外板、侧围外板、左右翼子板等等。和一般冲压件相比,覆盖件具有材料比一般冲压件的材料要薄、形状较为复杂、形状由多个曲面组成、零件较大、外观表面质量要求高、刚性好等特点。其中涉及的大型弧形外覆盖件属浅拉深,且表面形状简单的零件在拉深成形过程中也会出现开裂、变形、凹陷、起皱、刚性不足等问题,造成零件外观质量达不到预定的质量要求。覆盖件表面质量的高低取决于覆盖件拉延的结果,而拉延模是拉出合格零件的关键。
顶盖变形缺陷的研究与分析
下面针对顶盖的几种典型缺陷进行分析:
拉延后四角凹陷
顶盖拉延件成形后四周的凹陷是顶盖拉延中最为常见的一种缺陷(图1)。缺陷的原因主要有:凸模在局部淬火后成形面有隆起,导致型面整体不平顺,零件成形过程中体现在零件上;零件成形过程中材料没有充分展开,导致零件成形后多料。

图1 四角凹陷
天窗翻边面
由于顶盖天窗处一般为周圈翻边且翻边深度较大、R角较小、翻边料边不一致、应力集中比较严重(图2)。造成此缺陷的原因主要有:翻边序的翻边间隙过大、过小或不均匀,翻边时周圈的翻边顺序不同步造成剪切式翻边;翻边时天窗处的压料力不足导致翻边时无法抵消零件的应力变化。
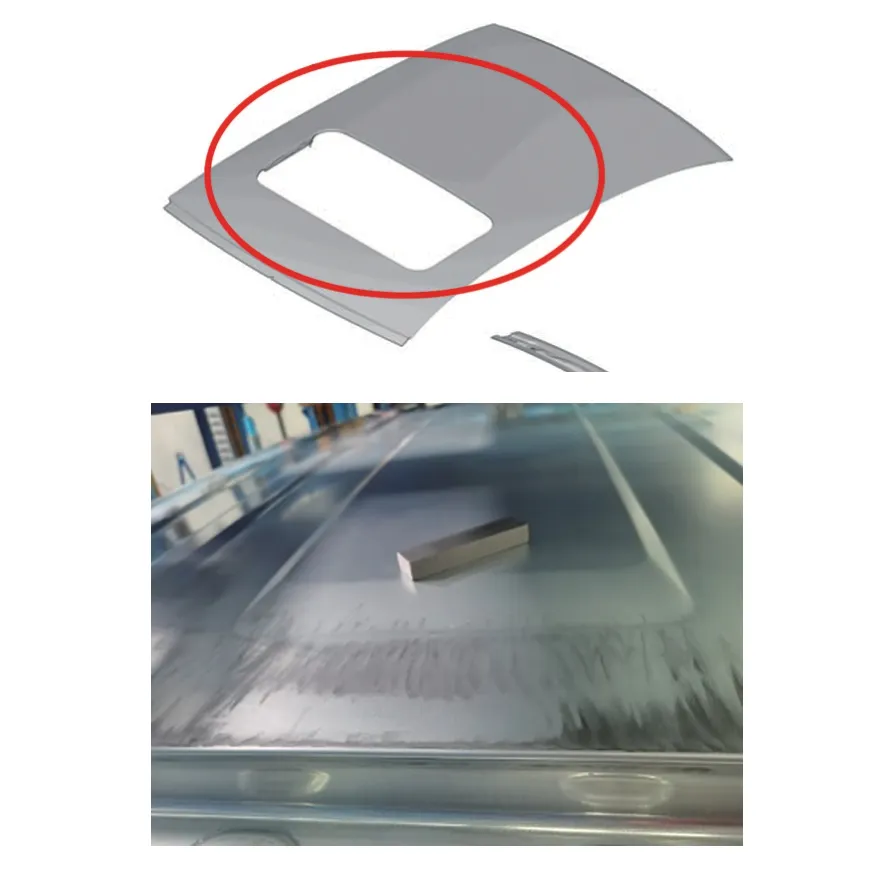
图2 天窗翻边面
天窗四角塌陷
天窗四角塌陷(图3)具体表现为型面处存在一定大小的凹坑,可用油石、光亮油、手感等检验方式检验。此缺陷一般是由于四角处为伸长翻边,翻边圆角处有向上拱起的趋势,如果此处压料力不足或压料芯研合不到位极易出现此类缺陷。

图3 天窗四角塌陷
其他缺陷
在制件调试过程中有些缺陷可能不是由于工艺设计导致,如出气孔过少导致拉延时整个制件无法及时排气,造成零件成形过程中扭曲,实际生产中材料成形速度与前期工艺分析(理论值)存在差异等。
由于模具问题导致零件报废率达到10%,返修率100%。按每年5万台计算,一台的返修成本50 元,报废成本200 元,一年损失300 万元,造成生产成本的严重超标。为了降低零件返修率,节约成本,提升产品的品质,对模具进行整改,消除因上述原因所导致的返修。
现状与问题机理分析
⑴顶盖刚性问题,根据零件局部的造型进行比较,由于顶盖面积大,造型比较单一,大部分是没有任何的加强造型,除MPV 之类的特大顶盖之外,所以顶盖刚性问题是一直都存在的。采用CAE 分析方法对零件的冲压负角,开裂,起皱等问题进行分析比较准确,可以相对精确的算出我们所需要的一些参数结果。
⑵顶盖零件前后挡部位高度不一致,模具是由于前期设计工艺不完全,导致拉延模前后部位拉深深度不一致,前部拉深浅,后部深,导致板件在拉深过程中受力不均匀,材料在拉深过程中不能充分展开,凸模在到底前过程中始终由拉深筋阻止前端材料往后端移动,工艺设计时,没有考虑该过程中成形力的转变,所有拉深筋参数设定都一致,产生了前端小部分材料被拉到凹模中,无法充分成形,导致缺陷的产生从而导致板件顶部大面刚性差,产生变形、平面不顺,局部B 面出现开裂、隐裂、型面回弹等现象。
⑶网格分析技术直接反映出测量区域的变形(图4),材料的成形性能决定零件生产的稳定性,分析发现后挡风部分B 面进料较多,而且走料不均匀,前挡进料较少,造成零件产生内应力,零件不能充分拉深导致零件表面波浪不平。

图4 网格分析
⑷顶盖、机盖这样的大平面型的零件,模具内的空气要及时、有效的得到释放,如无法及时的将空气排出,就会造成压缩空气对零件挤压,出现起皱、变形等情况,冲压完成之后还会产生真空状态,出现吸附零件现象。
⑸顶盖刚性不足,天窗位置修边后由于大面应力释放,造成整个天窗周边区域没有刚性,属于坍塌的状态,造成在翻边成形之前与凸模表面不符,翻边过程中上模压料板的研合率和压料面积不够造成压料不足,正常使用翻边工作部位周边70 ~100mm,同时上模氮气弹簧提供的压边力不足(图5)。

图5 上模氮气弹簧提供的压边力不足
解决方案
⑴针对开裂位置进行研合,确认凸凹模之间的间隙,将凸凹模之间的间隙增大,同时增大凸模上出现开裂的R 角使在成形过程中不会出现顶角,结合CAE分析确定材料流入方向,查看材料流入方向,找出开裂位置材料流入的方向,增大此部位的材料流入,工艺包大小可以控制进料的速度,所以将原有的高度5mm工艺包增加到10mm,很好的控制起皱部位的材料流入。
⑵顶盖形状单一简单,成形深度浅,变形、应力比较均匀,成形过程中材料的变薄率比一般零件要低,采用方筋取代普通拉延筋。另外在原有阻料筋的基础上,再外加一根,形成双层拉延筋结构。减少材料成形过程中材料的流入速度,达到零件型腔内部材料自延展成形,顶盖后挡部分工艺面选用前移13mm,使补充面面积增大,同时在增加压边面材料的流动阻力,减小外部材料流入,在变形端面的两处R 角使用工艺补充面,经调试工艺补充面的高度约8 ~10mm,优化进料阻力,优化压边圈拉深筋R 角,改变X 方向的进料阻力。
⑶上下凸凹模的研合率要达到90%以上,在拉深模的调试过程中,间隙的可靠与否直接影响着拉深件的质量。若调整不当,在间隙大的一侧,拉深件的走料过快容易变形,甚至在周边会出现波浪形缺陷;而在间隙小的一侧,拉深时材料不能贴紧型面,而是要向上鼓起,从而产生折皱。天窗部位在修冲之后造成四周刚性不足,成形天窗后角区域型面需要进行强压,以缓解该区域板料存在冲孔修边后应力释放带来的弹性回复。零件由于修边之后刚性不足型面变软,后工序凸模型面要符型前道工序型面,不然会出现零件型面整体下塌的情况,整改后零件刚性强。
⑷根据模具边界会分出封闭空间气腔相对应的区域,每个区域至少分布一个排气孔,位置取凹模的R 角部位,或者废料区域,不可在凸模型面之上开孔,零件成形会产生缺陷,在顶盖凹模中心部分进行了加大、追加一部分排气孔,将4mm 的孔径改制成8mm,如果追加部分排气孔仍达不到预期的情况下可以开孔径200mm 的大排气孔。
⑸对翻边工序的上模压料板进行研合,上下模研合率达到95%,同属将原有翻边工作部位周边的100mm 宽度的压料面增加到150mm,增加成形时的压料受力面受力。
⑹上模氮气弹簧设计气压是10MPa,在实际生产过程中偏小,增加内部氮气弹簧的压料气压至15MPa。
⑺翻边过程中由于翻边间隙偏小造成零件在翻边结束后,上模翻边镶块在上行过程中给零件翻边的侧壁一个向上的摩擦力,造成翻边对压料有一个反作用力,所以将翻边间隙调整至合格的最大状态,压料面研合率达到90%以上。
实施及验证
生产调试验证
⑴参数调整:前面提到整个顶盖变形的首要原因是刚性不够,拉深不够充分,在现场调试阶段要加足气垫压力(图6),经调试在零件不开裂的情况下气压最高稳定在0.30MPa,当气垫高度高于凸模形状高度时,成形过程中,上模首先接触到压边圈,使材料四周压力均匀,气垫高度一般高于型面20 ~30mm之间,保证气垫压力,拉深就越充分,所以优化气垫高度,使气垫高度由175mm(与凸模平齐)提高至200mm(高于凸模)。
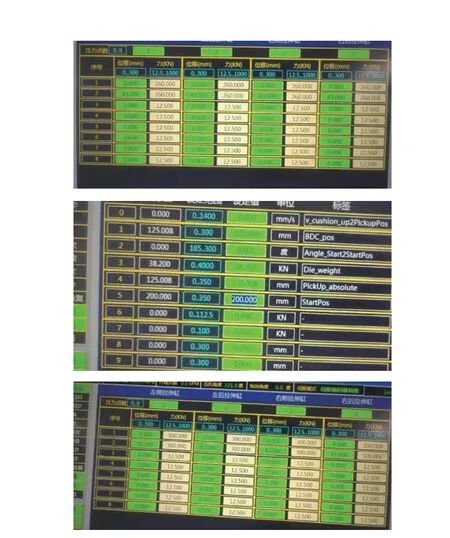
图6 参数调整
⑵模具调整:调整四周平衡块(如图7),模具的四个角都需要布置平衡块,相距约400mm 布置一个,其基本参数是面压值。注意,平衡块安装在压边圈上,调整上模与下模之间的间隙,以此来调整四周板件走料速度使四周的走料均匀,但是在保证走料均匀零件不开裂的前提下,尽量将板件压死,增加材料成形的阻力,使零件形成一个慢走料,这样零件在拉深过程中才能充分的伸展。

图7 模具调整
⑶冲次调整:调整设备的冲压速度,不能过快,过快的话,第一会对排气造成不利,第二对板件在拉深过程中的成形也非常不好,会导致不能充分拉深。
CAE 验证
对顶盖进行CAE 分析,按整改后方案设置后,顶盖开裂、起皱状态见图8,零件变薄率从1.07 下降到0.766。

图8 CAE 分析图
总结
名扬指数: ★★★★☆名扬江湖: 渤海名扬诗句: 郁郁苍梧海上山,蓬菜方丈有无间骨灰粉丝: 苏轼绯闻粉丝: 徐福 秦始皇上榜理由: 云遮雾绕若仙境,方士名人各显异;文人骚客多遗墨,古今皆是海景房
⑴通过CAE 方法进行分析以及经过对侧面工艺补充面间隙的实物钳工调整,轿车顶盖缺陷主要为隐裂、开裂、起皱等问题。
⑵经过CAE 分析主次应变图后可以对材料进行网格实验,确定零件在成形中走料的过程和零件的变薄率,再针对分析出来的结果对模具进行整改,调整顶盖后挡部分工艺面选用前移13mm,使补充面面积增大,同时再增加压边面材料的流动阻力,减小外部材料流入,在变形端面的两处R 角使用工艺补充面,经调试工艺补充面的高度约8 ~10mm,优化进料阻力,优化压边圈拉深筋R 角,改变X 方向的进料阻力,可以解决零件在板料成形过程中没有充分拉深导致的零件刚性不足问题。
⑶顶盖在天窗修边之后零件无刚性、应力释放造成的大面变形、刚性不足、回弹等问题,经过对拉深刚性的调整和对翻边压料面的研合与宽度的增加,增加50MPa 的压边力。
⑷经过整改之后,零件调整侧壁间隙消除开裂问题,报废率从10%降低为0。增加工艺补充面后,零件的刚性达到所需要的要求,提升了产品的质量,降低了产品由于拉深变形造成的返修,返修率降低100%。对翻边压料整改后改善了天窗四角变形。整改后整体效果如图9 所示。

图9 零件整改后效果
⑸通过这次零件所存在问题的改进,总结出几个优化工艺:顶盖天窗部位在拉深过程中应提前成形,避免在大面修边之后产生应力释放的现象,同时周边料边部分增加加强造型,增强零件的刚性;天窗在翻边过程中,使用托料与压料翻边,可以使零件在成形过程中不会产生变形;在零件存在前后面高低落差较大的情况下,考虑零件角度和深度较深一端二次成形的量;工艺面布局严格根据CAE 分析来设置。
