修冲模修边碎屑分析与优化
2022-11-08杜洋洋上汽大众汽车有限公司
文/杜洋洋·上汽大众汽车有限公司
随着中国汽车工业的快速发展,汽车作为常用的交通工具进入千家万户,人们对汽车覆盖件的质量要求也越来越高。在实际冲压件批量生产中,修边碎屑一直是困扰冲压车间的难点问题。不仅影响高速冲压线的生产连续性,影响在线停机率,还影响覆盖件的表面质量,导致零件返工甚至报废。因此,分析清楚冲压模具修边碎屑的产生机理,并将之有针对性的消除或改善,成为现代模具及汽车制造行业共同面对的课题。
修边碎屑产生原因分析
按照修边碎屑的产生机理,可将修边碎屑分为纯剪切、二次剪切两种类型。
纯剪切区域模具结构由卸料板、上下模切边刀组成。首先卸料板完成压料,然后由上下模切边刀对切完成修边过程。修边碎屑的产生一般与冲压模具基础状态有关,如切边刀垂直度、切边刀刃口间隙、刃口硬度、型面符型及压料状态等有关。该类修边碎屑相对容易解决,通过提升模具基础状态,即可减少修边碎屑的产生。
二次剪切修边碎屑主要集中在废料刀交接区域,现场碎屑状态如图1 所示。上模交接区域由切边刀Ⅰ(带废料切断功能)、切边刀Ⅱ组成。为实现修边与废料切断功能,传统模具设计中上模切边刀Ⅰ比切边刀Ⅱ凸出5mm,因此在切边刃口方向形成了段差。下模交接区域由凸模切边刀与废料刀组成,废料刀比凸模切边刀低5mm,交接区域模具结构如图2 所示。
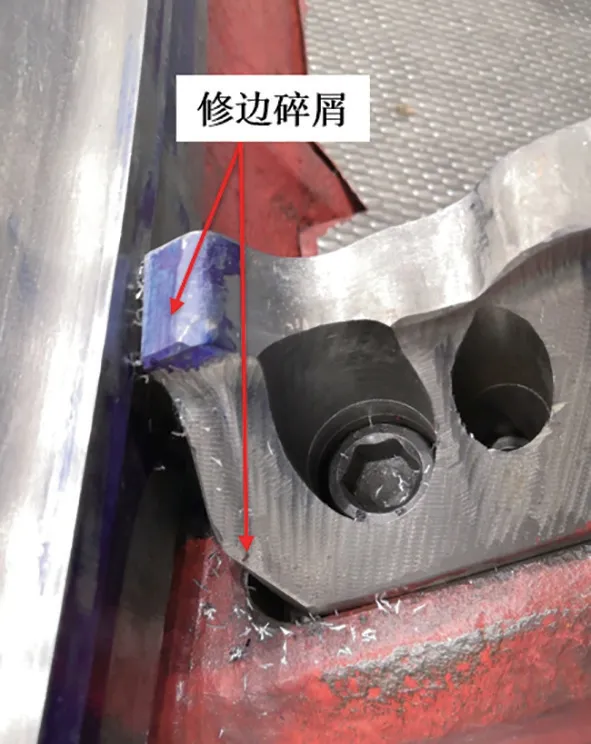
图1 废料刀交接区域产生碎屑
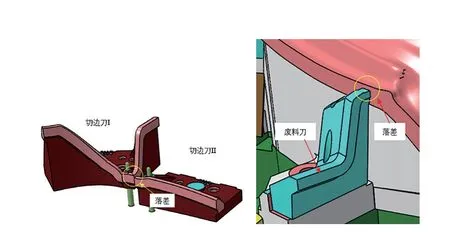
图2 废料刀交接区域模具结构(上下模)
冲压生产时,随着上模下降,上模切边刀Ⅰ刃口首先接触工件,在尖角区域初始剪切为非纯剪切,而是撕裂。随着上模下降,撕裂区域扩展延长。当上模再下降5mm 时,上下模废料刀刃口、切边刀Ⅱ与下模切边刀刃口均开始对切。由于初始撕裂边线的不规则,在尖角区域会进行二次剪切,撕裂口凸出部分被剪切成碎屑。由于结构限制,该区域修边碎屑一直是冲压生产中的难题,本文将针对该问题进行重点分析。
修边碎屑的优化方案(二次剪切)
由于传统废料刀设计中固有缺陷的存在,该区域修边碎屑很难通过模具基础状态的提升来解决。国内外学者也进行了大量的研究与实践,根据是否对切边刀(废料刀)的结构或工艺进行优化,可分为两类。
第一类:未针对切边刀(废料刀)结构或工艺进行优化,即不改变修边碎屑的产生过程,而是将产生的修边碎屑进行物理收集。如在修边碎屑聚集区域切边刃口下方涂抹黄油粘结碎屑或利用真空吸废料装置将产生的碎屑收集,避免落到零件或者模具表面,压坏零件或模具,如图3 所示。
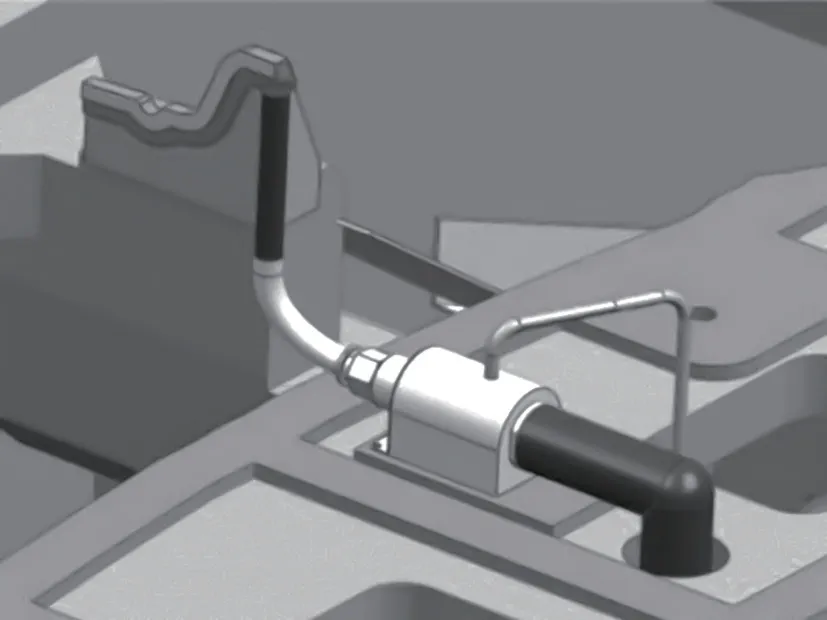
图3 真空吸废料装置
无论是在刃口下部涂黄油还是利用真空吸废料装置进行修边碎屑的收集,虽然能在一定程度上缓解零件或模具压伤,但实际收效并不大。由于黄油可收集的修边碎屑有限,随着大批量生产的累计,无法粘结的碎屑依然会随气流漂移,还增加了线下模具维护的难度,该方法仅可作为生产临时措施。真空吸废料装置增加了模具制造的成本,且只有在距离切边刀刃口很近的位置才能发挥作用,还受到气源稳定性的影响。
第二类:针对切边刀(废料刀)结构或工艺进行优化,即从减少修边碎屑的产生入手,可将其解决思路分两种。
一种为优化切边工艺,使用二级废料切刀,结构如图4 所示。工作过程:先通过切边刀将废料整体切断,废料通过导杆下滑至废料刀挡杆处,下个冲次再将废料进行分割。通过设置二级废料刀,将切边与废料切断过程分开进行,避免了先撕裂再二次剪切产生碎屑。但该方法存在一定的局限性,仅可用于车顶外板、前盖外板等外形轮廓简单的模具,另外废料刀外移模具尺寸增大,一定程度上也增加了模具制造成本。
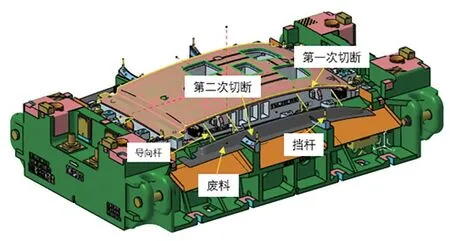
图4 某车顶外板修边模
另一种为优化废料刀结构,通过结构的更改,减小或避免传统废料刀结构在尖角位置的切边段差。如浮动切刀,将切边刀Ⅰ的一部分做成可浮动结构,如图5 所示。工作过程:随着上模下降,在完成纯修边之前,浮动切刀与切边刀Ⅰ、切边刀Ⅱ刃口高度保持一致,同时进行剪切,在切边刀与废料刀交接位置不存在切边段差,因此不存在撕裂现象。废料整体切断后,随着上模继续下行,下模废料刀刀背顶住浮动切刀,压缩氮气弹簧,浮动切刀后退,上下废料刀刃口对切完成废料分割。
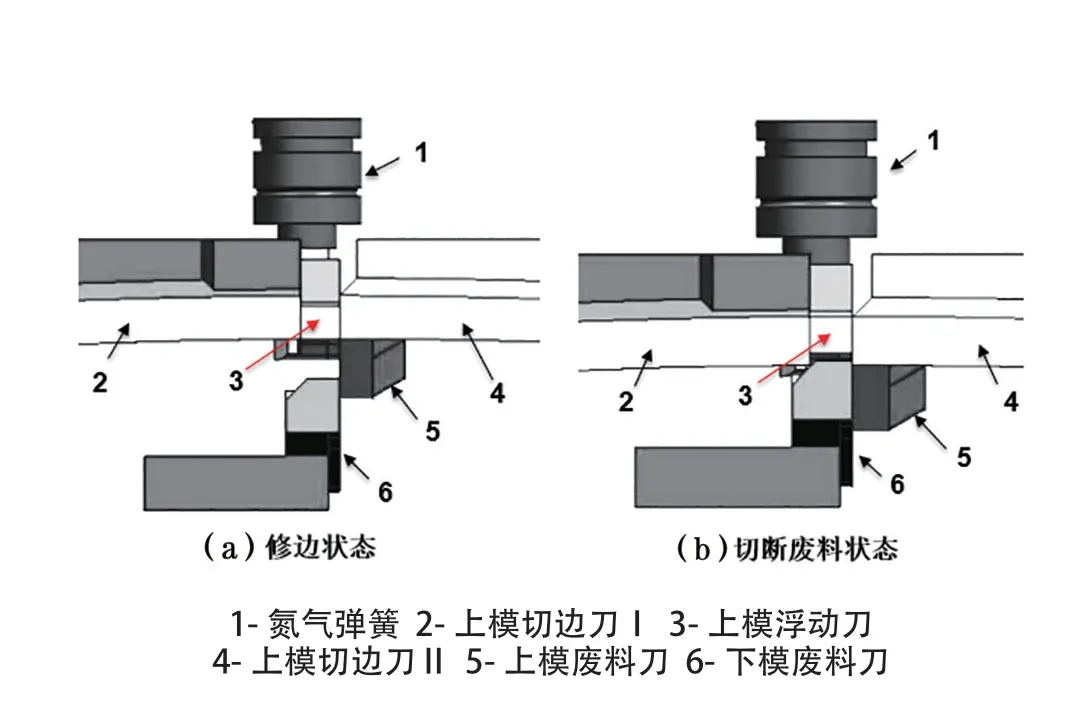
图5 浮动切刀工作过程
通过结构改造,该优化方法从理论上避免了二次剪切过程修边碎屑的产生,优势明显。实际由于上模切边刀刃口之间存在相对运动,刃口很容易磨损,下模废料刀刀背在高速冲击下也存在变形,进一步影响了浮动切刀的导向精度。该结构设计复杂,对后期的模具维修保养也提出了更多挑战。
考虑到二级废料切刀的使用局限性,仅可应用在前盖外板、车顶等外形轮廓相对简单的模具上;浮动切刀等废料刀优化方法虽从原理上可消除相邻切边刀落差,避免撕扯废料二次剪切产生修边碎屑,但综合考虑其结构复杂性及批量维护难点,实用性并不高。本文将引入两种实用性更高的废料刀优化方法。
调整废料刀接口位置刃口落差
传统废料刀的设计一般遵循2-3-2 原则,刃口落差示意图,如图6 所示。切边刀Ⅰ(带废料刀)刃口刃入量为7mm,切边刀Ⅱ刃口刃入量为2mm,上下模废料刀刃口刃入量为2mm。在废料刀交接区域,两切边刀在刃口方向上存在5mm 的段差,这也是造成二次剪切产生修边碎屑的根源。
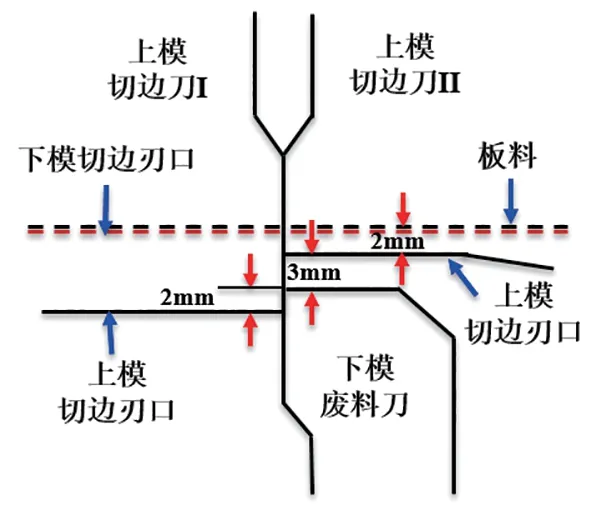
图6 刃口落差示意图(传统设计)
针对相邻切边刀刃口落差问题,可从设计角度对其进行优化。通过减小废料刀交接区域切边刀刃口落差,以减少切边碎屑的产生,如图7 所示。优化后,切边刀Ⅰ刃口刃入量为3mm,切边刀Ⅱ刃口刃入量为1mm,废料刀刃口刃入量为1mm。在废料刀交接区域,两切边刀在刃口方向的落差减少至2mm。
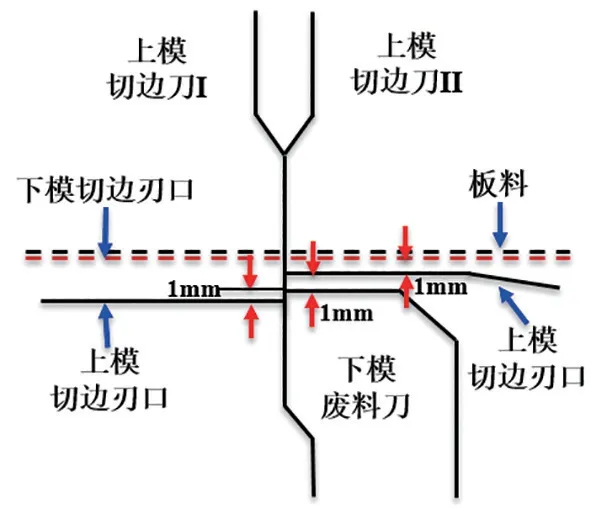
图7 刃口落差示意图(优化后)
通过对传统废料刀设计原则的优化,降低了废料刀交接区域切边刃口的段差,从原理上减少了二次剪切碎屑的产生。此外,切边刀Ⅰ的刃口刃入量由7mm 降低至3mm,减少切边刃入量后,可避免切边刀后口挤压碎屑的产生。
废料刀让空法
设计思路:⑴在上模切边刀Ⅰ(带废料切断功能)尖角位置,增加5mm 高的刺破刀,并在切边刀刃口及废料刀刃口方向15mm 内均匀过渡,新的刃口做成锐角形式,上模切边刀改造示意图如图8 所示。⑵将下模废料刀沿刃口方向外移5mm,即在下模废料刀与下模切边刀刃口之间留下5mm 空档。此处设置5mm 空间,为上模切边刀相应区域让位。让空区域废料靠上模凸出刺破刀刺破,避免二次剪切产生碎屑,更改前后对比见图9、图10。
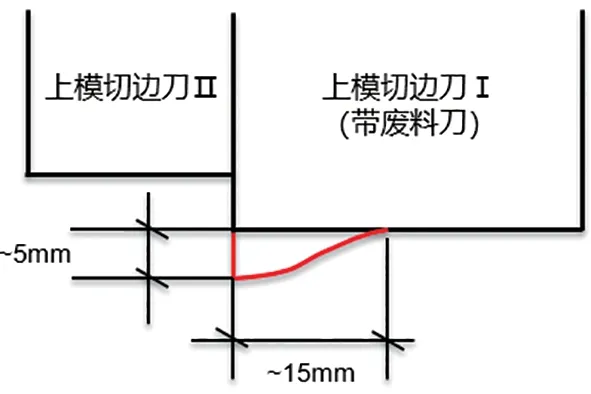
图8 上模切边刀改造示意图
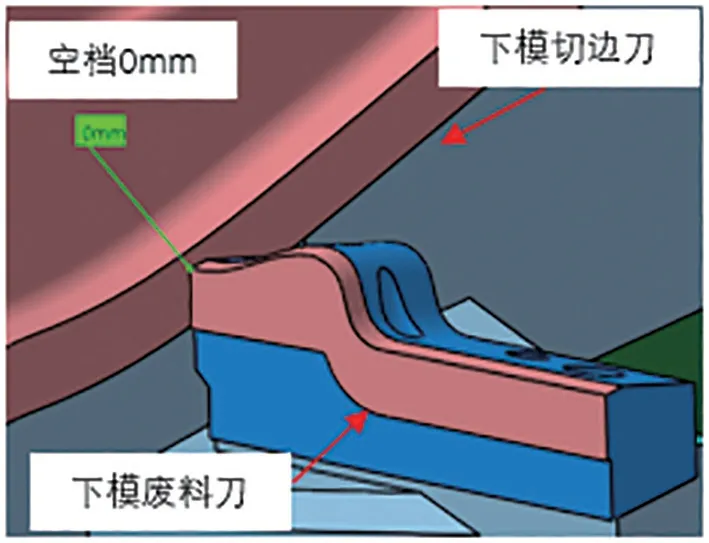
图9 更改前
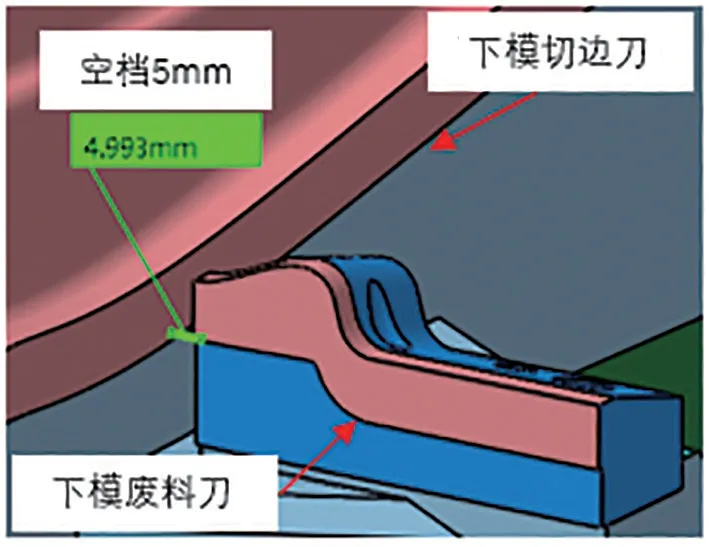
图10 更改后
该方法通过在上模设置刺破刀工艺,并对下模废料刀让空处理,避免了尖角区域二次剪切。此外,即使有修边碎屑产生也可落入空档之中,避免带到模具或零件上,有利于零件与模具表面修边碎屑的控制。
针对上汽大众某前门内板应用该方法进行优化,优化后修边碎屑明显改善,返工率由30%降低至5%以下,优化前后效果如图11、图12 所示。

图11 优化前

图12 优化后
结论
本文根据冲压模具修边碎屑的产生机理,对修冲模修边碎屑进行了总结分类,即纯剪切、二次剪切修边碎屑。鉴于二次剪切修边碎屑产生频次高、优化难度大的问题,本文重点对其产生原因及优化方案进行了介绍,并引入了两种更加实用的优化方法。
⑴纯修边区域修边碎屑的产生与模具基础状态密切相关,如切边刀硬度、切边刀刃口间隙、垂直度等。无论在项目阶段还是批量维护过程,都需要重视模具基础状态。通过不断优化,确保模具处于最佳切边状态,减少修边碎屑的产生。
⑵二次剪切修边碎屑主要集中在切边刀与废料刀交接区域,切边碎屑的产生与交接区域切边刃口段差有关。本文引入了两种实用性更高的解决二次剪切修边碎屑的方法,不仅在新模具切边刀设计过程可进行参考,对批量模具的切边刀改造也简单易行,值得推广使用。
