鲜湿米粉自动化生产关键技术研究现状及展望
2022-11-01牟向伟宋永福陈林涛
牟向伟 宋永福 陈林涛
中国鲜湿米粉生产业发展迅速,年产量呈逐年递增趋势。据统计[1],2018年中国米粉单出口贸易量达到近7万t,出口总额为7 884.6万美元,出口国遍布全球,亚洲地区占比达70%以上。基于米粉含水量可将其分为干米粉和湿米粉2种。其中鲜湿米粉更受广大消费者的喜爱[2]。随着鲜湿米粉市场需求量的增加,传统人工分拣、称量、包装的机械方式已经不能满足高度自动化生产的需求[3-4]。因此研究实现米粉生产设备的高度自动化、高效率已迫在眉睫。目前,在鲜湿米粉的生产工艺中,高效均匀散粉、有效精确称量和快速自动包装技术是最重要的3项关键技术[5]。文章拟重点介绍鲜湿米粉生产工艺中高效均匀散粉技术与装备、精确称重技术与装备和自动包装技术与装备的国内外研究现状,并对鲜湿米粉自动化生产3个关键技术的发展方向进行展望,以期为建立鲜湿米粉全程自动化生产线提供技术参考。
1 鲜湿米粉制作工艺
1.1 工艺流程
不同地区对于鲜湿米粉的制作方法都不尽相同,一般生产工艺流程如图1所示。在生产工艺的改进方面,Zhu等[6]利用响应面法试验得出影响米粉品质的主要因素按主次顺序排列为糊化温度>糊化时间>磨粉粒度>大米含水量,为探究鲜湿米粉生产工艺和优化改良米粉品质提供了一定的理论依据;王永辉等[7]通过研究不同品种大米的淀粉含量对加工米粉品质的影响,在一定程度上提升了米粉产品的质量;梅小弟等[8]采用单因素和响应面试验对鲜湿米粉的生产工艺进行优化,为实现米粉大规模工业化生产提供了可靠的工艺参数。
1.2 鲜湿米粉生产中的关键技术问题
米粉生产要经过“散粉—称重—包装”3个环节。
(1) 在“散粉”环节,因普通转盘机构控制维度低、控制方案单一、自适应能力差,所以存在鲜湿米粉散粉易断条、成团,且分散不均的现象。
(2) 在“称重“环节,需在保障米粉断条率不超限的前提下提高称量精度与速度。中国当前米粉工业生产技术、机械设备发展还达不到生产要求[9]。
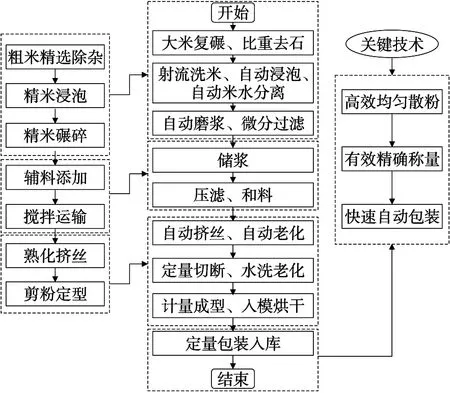
图1 鲜湿米粉生产工艺流程图Figure 1 The production process flow chart of fresh and wet rice flour
(3) 在“包装”环节,工艺上要保证米粉品质;机械上要保证包装效率;技术上要与“称重”紧密衔接。目前在该环节的研发投入仍显不足,制约了连续化米粉生产线的建立。
2 散粉工艺
鲜湿米粉在低温条件下会自然冷却,并缓慢脱水干燥至一定含水量(35%左右[10-12]),因为含水过多,挤出的米粉就很容易发生粘连,造成米粉成团不宜散开,对后续米粉的称重产生较大的影响,进而影响整个生产工艺的效率。目前最常用的散粉方法是利用离心原理将其打散、分离。
在离心法散料原理的应用方面,瑞典Alfa-laval公司采用流场分离法、有限元模拟法、大梯度密度梯级法、反模态分析法等方法对离心机工作性能和关键零件进行研究,对离心装置间隔件和分布孔进行了巧妙设计,使得进料量增加20%左右,同时为离心机更好地实现物料分离提供了理论基础[13]。与之相当的是德国Westfalia公司,其生产的CSA160系列分离机,在理论的基础上将离心技术的高效性应用于实际生产中,对于工业发展有很大的意义[14]。随着生产对于能源和环保要求的不断提高,对机械工艺技术的要求也越来越高。在机械设计方面,离心技术应用于不同机械结构的设备,德国Krauss-Maffei公司研发的SZ型活塞机通过改进机械设备尺寸,使其更能有效进行固相分离[15];还有针对一些难分离的物料(如易粘黏的鲜湿米粉等),德国Flottweg公司研发了双锥体卧螺离心机,能够有效分离物料,但速率较低,实用性不强[16];Anonymous[17]提出了通过将主轴承改为弹性安装来延长机械寿命,同时降低工业噪声的研究结论,对离心机结构的改进提供了理论依据。在应用生产方面,离心技术可用于各种物料分离的生产中[14],如美国Dorr-Oliver公司研发的用于医学药物分离的BH-46机;还有德国Westfalia公司研发的用于颗粒状物料分离的柱锥复合活塞机、虹吸刮刀离心机等;此外还有用于食品行业的FDA机型;但在鲜湿米粉生产中,通过离心技术来达到散粉效果的研究并不多,很大程度上制约了米粉的高效生产,限制了米粉工艺的发展。
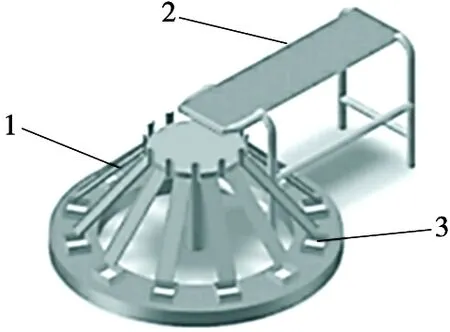
在离心法散料原理应用研究的基础上,王世超等[18]设计了一种十指交叉式结构的智能米粉分拣装置,在快速旋转的圆桶中通过离心力将成团的米粉打散,特殊结构设计使得分离效果更佳,但分散均匀性并未达到很好的效果;对此,白锐等[19]发明了一种粉丝智能分拣系统,如图2所示。针对粉丝形状不规则,相互缠绕的特点,采用机械爪对粉丝进行抓取,并通过称重传感器采集粉丝的重量信息来控制分拣量的多少,从而在不改变粉丝长度的情况下自动完成粉丝的分拣和称重,最重要的是保证了分拣的均匀性。

1. 转盘 2. 机械爪 3. 顶盖架 4. 机械臂 5. 粉丝容器图2 粉丝分拣定型系统总体机械结构图Figure 2 Overall mechanical structure diagram of vermicelli sorting and finalization system
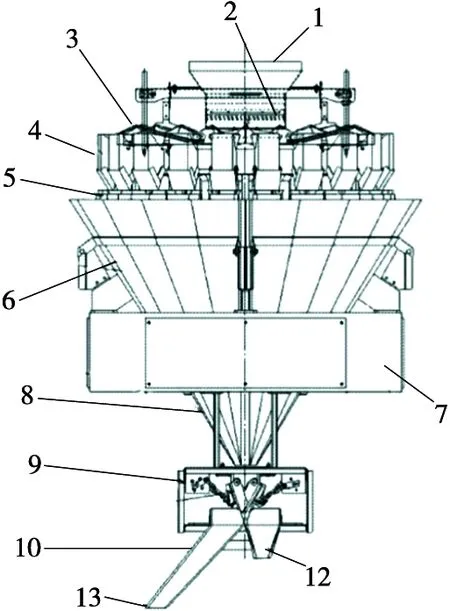
为了同时提高散粉的速率和均匀性,郝青龙等[20]设计了一种自动分拣粉丝的装置,如图3所示。该装置通过传送带将粉丝输送到圆形转盘上,在电机带动下圆形转盘间歇式往返转动,以离心力将粉丝均匀地分散至各溜槽中,手爪再将溜槽中的粉丝扒入到带有称重传感器的料斗中实现分拣称重。该设计实现了均匀散粉,但整体散粉效率并未有较大提升。对此,广东精威智能机器有限公司生产了一种散粉—称重一体的机械装置[21],如图4所示。该机械装置是目前最常见的一类自动化高效均匀散粉机械,但仍存在断粉等影响米粉品质的问题。
3 称量技术与装备研究现状
随着米粉市场需求的不断增加,工业上对组合秤称量精度和速率的要求越来越高,这对于组合称重系统研发是一个新的挑战;此外,食品及工作环境对机械设备的腐蚀、称重设备产生的工业噪声、控制器的选择等方面的处理也影响着整个工艺的效率。
1. 分拣槽 2. 输料台 3. 下料口图3 粉丝自动分拣称重装置模型图Figure 3 Model diagram of automatic sorting and weighing device for vermicelli
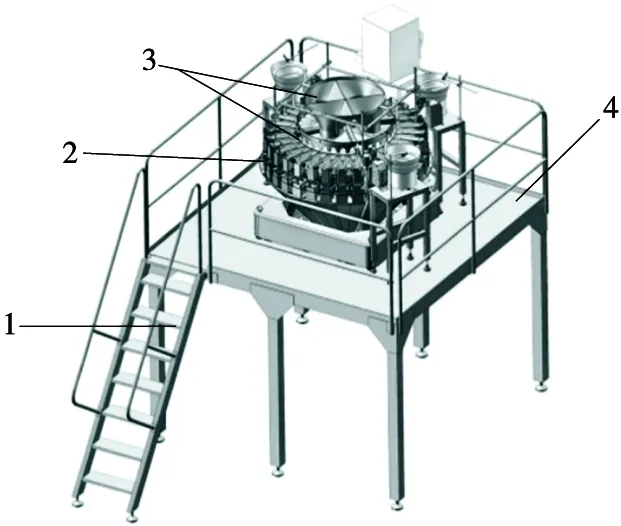
1. 料梯 2. 称重装置 3. 散粉装置 4. 料架图4 米粉散粉装置(上端部分)Figure 4 Part of rice flour dispersing device (section at the top)
3.1 国外研究现状
自1980年起,组合秤主要核心技术掌握在日、美、英等国家。第一台组合秤是由日本石田企业研发的,解决了一些不规则食品的定量称重问题[22],对于米粉的定量称重有重要的意义。日本ADW-420系列组合秤,称重斗数达20个,称量精度为0.1~1.0 g,已然处于世界先进技术水平。在组合秤的机械结构设计、操作设计等方面国外一些学者也做了很多改进。在机械设计方面,Enrique等[23]通过启发式等算法对组合秤设计参数进行了优化处理,提升了组合秤的机械性能;Alessia等[24]对组合秤料斗设计部分进行了改进,提高了料斗的工作性能,并利用成本函数,对生产意面的组合秤参数进行了改进,很大程度上节省了生产成本,但效率方面没有明显的提升。在工艺及操作方面,Yukio等[25]对组合秤的操作系统进行了优化设计,使操作更加便捷,但存在下料不稳定的问题;对此James等[26]对组合秤给料操作方面的设计进行了改进,提升了下料的稳定性;但Lavdim等[27]将此技术用于土豆片生产中时,整个生产效率并不高,很多研究应用于实际生产时与理论研究仍有较大的差距。几种可用于鲜湿米粉称重的组合秤的机械性能如表1所示。
3.2 中国研究现状
鲜湿米粉易粘附在机械设备上,影响着称量精度[28-29];称重时若不将废料与合格物料及时合理分离,会影响到称量效率;机械产生的工业噪声对机械本身和人有危害;现代工业生产中称重传感器的输入和输出应具有线性关系,因此需对其进行非线性补偿以达较高精度;控制器的选择也影响着称量的效率[30]。
孔令喜[31]对组合秤进行了如下改进:① 在防腐蚀性方面,与物料相接触的料斗部分和主振盘都选择用耐腐蚀的不锈钢材料;② 在适用性方面,改善了料斗结构(由单开门改为双开门,如图5所示),解决了物料下料难的问题,且可有效分离废料与合格物料;③ 在效率性方面,将原来电机主轴的圆周运动改为上下运动,减小了电机加速度对料斗门的冲击,省去了电机的往复运动,提升了称重效率。

表1 几种国外企业研发的组合秤性能比较Table 1 Performance comparison of several foreign combined scales
刘立业等[32]对称量机械的结构、系统和软件算法进行了改进:① 采用ARM7微处理器为称重系统核心,通过继电器控制电机;② 为防止物料粘附,称斗底部增加了一个刮板;③ 硬件电路部分采用了低噪声的集成仪表放大器MAX4194作为称重传感器微弱电信号的放大器(可抑制极化电压)和低功耗高精度的16位高速串行A/D转换器AD7683;④ 软件设计方面采用微分算法以进行超前控制而减少控制系统的超调,即在偏差信号值变得太大之前在系统中引入一个修正信号来抑制超调量,提升了系统工作效率。
张波等[33]发明了一款可高效精准补重的称量装置,其结构如图6所示。其中组合秤的每个供料斗对应一个计量斗,装置的20个计量斗被分为2个区,单个分区均可进行补重操作。同时该装置还设计了振分装置,可在补重时将不合格的物料剔除,进而提升了整个称重系统的精度和效率。
中国企业研发的一些组合秤(如表2)已可与国外先进企业的相媲美,但仅凭先进的机械技术并不能满足目前鲜湿米粉自动化称量高精度、高速率的生产要求,因此还需在组合秤机械技术基础上以改进系统算法等方法不断提高其自动化水平。
1. 波纹料斗 2. 卸料门 3. 悬臂支撑钢管 4. 料斗支撑板图5 卸料门的结构形式Figure 5 Structural form of discharge door
4 自动包装技术与装备研究现状
包装的主要目的在于保证食品的品质、卫生等,避免二次污染[34],而以木箱包装为主的传统的鲜湿米粉包装方式并不能保证食品的卫生与安全,并且随着米粉生产需求量的增加,工业上对鲜湿米粉包装的自动化要求越来越高,因此耗时耗力的传统人工包装的方式,已无法满足当前的生产需求。
4.1 国外研究现状
目前国外包装机械的研发围绕着高速度、高效率、高质量3个标准发展,这代表着先进自动化包装机械技术的发展趋势,日本、欧洲一些国家的包装机械设备的生产研发技术处于国际领先水平[35],自动化和智能化是新的发展方向。
1. 集料斗 2. 供料顶锥 3. 直线供料轨道 4. 供料斗 5. 计料斗 6. 溜槽 7. 组合秤机架 8. 收集漏斗 9. 集合斗驱动装置 10. 集合斗 11. 溜道 12. 合格物料下料口 13. 不合格物料排出口图6 组合秤结构示意图Figure 6 The structural diagram of combined scale

表2 中国企业研发的几种称量装置组合秤性能比较Table 2 Performance comparison of several domestic combined scales
针对鲜湿米粉等鲜湿、易腐食品,意大利FABBRI公司研发了一款四折膜板式的包装盒保鲜膜裹包机,用PVC保鲜膜和塑料包装盒作为包装材料,其包装速度能达到60包/min[36];日本寺冈研发的AW-5600AT称重·包装·贴标签一体的包装机是对四折膜板式的保鲜包装机的改进,虽然功能更多,但包装的速度只有36包/min[37];美国PROMAX公司以改变食品包装储存环境延长食品保鲜期的思路,研发了真空包装机CV1000和气调包装机VT-570。对于包装机纵封和横封产生机器受损等问题,Aquarius等[38]对包装机机构行了优化,一定程度上减缓了机械损耗。对于包装机横封装置耗能大的问题,Ulrich[39]利用超声设备横封卷膜,实现了包装袋连续热封,在降低能耗的同时提高了精度。
4.2 中国研究现状
目前中国包装机械已由引进国外先进技术转向自主研发阶段,但仍存在成套数量少、技术水平低、产品质量差、开发能力不足等问题[40-41]。
生产工艺方面,张伟等[42]以菌落总数、pH、水分含量、TPA、色泽为指标,研究了不同贮藏温度下鲜湿米粉品质的变化,提出37 ℃贮藏条件下,鲜湿米粉各指数之间的关联性更为紧密的研究结果,对于鲜湿米粉包装工艺有很大的意义;袁蕾蕾[43]研究得出,鲜湿米粉含水量在63.5%时更有利于后续的包装、保鲜、贮藏,适宜的酸洗和微波杀菌对米粉品质有一定的改善作用;卫攀杰等[44]通过试验得出酸浸+水浴处理能够杀死鲜湿米粉中大部分微生物,且在贮藏期间抑制微生物的生长效果明显,能够延长鲜湿米粉的保鲜期;鹿钜来等[45]研究得出,相比其他包装方式,脱氧剂结合酒精缓释包装能够协同抑制微生物的生长,延长鲜湿米粉的货架期。
机械装备方面,针对生鲜食品的包装问题,中国研发了很多不同包装方式的包装机械:
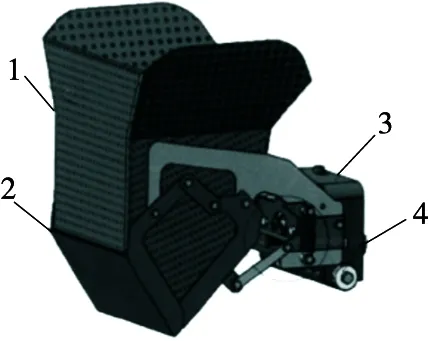
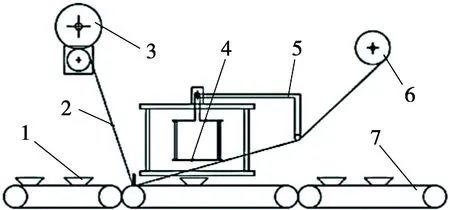
(1) 枕式鲜食品包装机,集称袋成型、填充、封口于一体的复合机械,结构如图7所示。王中元等[46]对该包装机电机凸轮进行了研究改进,解决了机械部件易磨损等问题;高雪等[47]采用驱动、传感器、编码结合的控制系统,加强包装机封切时对设备温度的控制,提高了包装的效率和精度;刘扬等[48]分析了转动导杆平衡问题,增加了适量的配重,优化了平衡。目前该类包装机的包装速度能够达到60~230包/min。
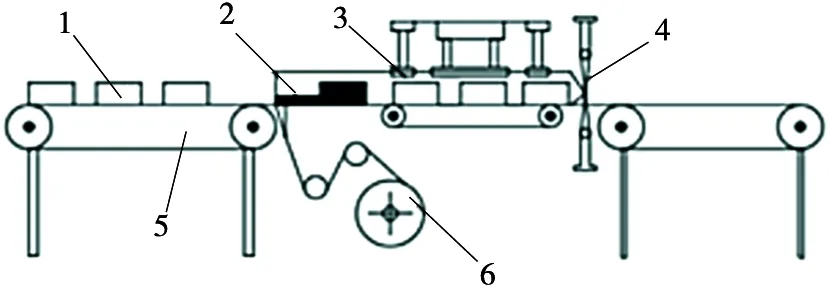
(2) 盒装热压式封口机,其结构如图8所示。赵吉成等[49]选用Simotion D435控制器控制电机和输送带,提高了设备包装的精度、速度和稳定性,进一步提升了封口机的自动化程度;王利民[50]利用COSMOS-Works有限元分析,对包装机械进行优化,提高了包装机的质量和工作效率。目前该类封口机的封口速度可达50~100盒/min。
1. 包装盒 2. 折膜机构 3. 纵封机构 4. 横封横切机构 5. 送料机构 6. 包装膜图7 枕式包装机结构图Figure 7 Structure diagram of pillow packaging machine
1. 包装托盘 2. 包装膜 3. 送膜机构 4. 热封机构 5. 压杆机构 6. 薄膜回收机构 7. 输送带图8 盒装热封包装机结构图Figure 8 Structural diagram of box heat sealing packaging machine
(3) 气调食品包装机,通过改变密封包装内的环境来延长食品的保质期,一般在包装内充入氮气或二氧化碳。该款包装机的包装速度目前可达到40~96包/min。在气调食品包装机技术基础上,郑兆启等[51]研究了保鲜膜包装机的封切装置,采用吹风盒、气缸结合的方式,在降低包装能耗的同时提升了工作效率。
目前鲜湿米粉的包装工艺及机械方面有了很大的改进,但随着市场需求量的增加,对于鲜湿米粉包装技术的要求越来越高。在工艺上要考虑延长米粉保鲜期的处理方法、包装时的工作环境、包装方式的选择等;在机械上要提升包装的速率和效率。此外,要做到称重环节与包装环节的有效衔接,应在保证米粉质量的前提下,研发出一款高精度、高速度、高效率的自动化包装机械。
5 展望
在米粉自动化生产过程中,国内外对于均匀散粉、精确称量、自动包装关键技术研究以及建立智能化米粉生产线的研发投入不足。散粉环节,由于普通转盘机构控制维度低、控制方案单一、自适应能力差,因此在散粉过程中存在米粉断条与分散均匀性差等问题,而在“称重—包装”环节,需在保障米粉断条率不超限的前提下提高称重精确率。
(1) 散粉技术:需对机械本身的结构设计和材料进行优化,使用黏弹性阻尼材料,利用其特有的物理特性,通过消散和吸收能量以减小振动,同时增加减振孔并合理控制散粉机械的振动频率和强度,减小对米粉的冲击,从而降低断粉率。机械设计及控制上要力求实现均匀散粉,以提高生产效率。利用离心力将成团的米粉快速打散,通过滑槽结构的装置将打散的米粉散落在散粉装置上,在往返半周转动及振动下实现初步均匀散粉;合理控制下料量和散粉装置转动的速度及振动频率,并利用智能算法对散粉控制系统进行改进,实现高效均匀散粉,同时加强与称重环节的衔接性和自适应调节。
(2) 称重技术:在米粉称重技术与装备发展较为成熟的基础上,通过优化控制系统及算法来提升组合秤的精度和速度。重点结合机器学习的方法,对称重系统计量精度所涉及到的“皮带效应”、输送带跑偏、局部性故障、温度变化等问题展开研究:① 将秤架和传感器集中为一个大的整体,并增加传感器个数,使传感系统的结构更简洁且能够适用于实际环境,从而消除“皮带效应”产生的计量精度的损失和影响;② 在系统中增加输送带微调模块,便于在物理调节的基础上,通过系统控制进行微调使其对物料均匀性的影响降到最低;③ 通过优化算法来实现各模块的全方位监控、增加模块独立控制机制,在关键部分附加手动控制系统,提升控制的灵活性,降低故障率;④ 从软件算法的角度出发,实现对工作环境温度的及时掌控,并针对不同温度,对控制系统作出相应的状态调整,从而消除温度对称量精度的影响;⑤ 对称重控制系统反馈模块进行优化,融合智能算法和智能数字技术将称量信息及时传送到可视化操作界面上,实时掌握称量动态,并对称量异常作出及时调整,提升系统工作效率。研究要基于过程神经网络精度补偿模型的训练算法,融合正则化极限和误差最小化极限学习计算法等算法,提出更优的精度补偿模型,对遗传算法、传统的AiNet网络模型和改进后的多层免疫网络模型进行试验对比,找出最适合的精度补偿方法,以求更高的精度和速度。
(3) 包装技术:工艺方面,鲜湿米粉是一种易腐食品,保鲜期很短。要保证米粉品质,需对包装前的米粉做酸浸、臭氧水浸泡等处理,在保证鲜嫩口感的同时延长保质期;另外,需考虑米粉的包装方式及包装材料的选择,根据实际的需要选择能够保证鲜湿米粉的长度在≤60 cm 的包装方式,材料的选择也应在保证米粉品质及保鲜期的角度考虑,研究出贴合鲜湿米粉特性的包装形式。机械方面,首先针对包装封口难以保证的问题,设计一款集制袋、封袋、切袋一体的智能化设备,能及时发现设备故障,并排除故障,提升包装效率;其次在丰富包装机功能的同时优化整机的调节性,以保证包装的精度、效率,达到45包/min;还应改进机械的传动机构,使其更加轻便简洁,提升设备稳定性;最后通过优化和更新算法,提升设备控制系统性能稳定性,进一步提升包装的速度和效率。
高效均匀散粉、有效精确称量和快速自动包装技术在机械设计及控制系统上高度融合,是建立全程自动化、连续化和智能化鲜湿米粉生产线的重要条件。鲜湿米粉工艺生产从原料大米选择到米粉成型,每个环节都很重要,做好各环节的有效衔接是保证生产效率和米粉品质的关键因素。其中,高效均匀散粉、有效精确称量和快速自动包装技术是提升米粉生产效率的关键技术,也是建立全程自动化米粉生产线的重要因素。若仅实现单一环节的优化改进并不能使效率最大化,因此要想建立成套的生产模式,需集成现有技术,在机械上做到各生产环节的高效衔接,在算法和系统上做到生产全环节的自适应调节与智能控制,做到各环节紧密耦合,才能使生产效率最优化。
