后门外板门把手凹坑问题解决方案
2022-10-28李晓超赵晓柏吴雷陈松
李晓超,赵晓柏,吴雷,陈松
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定071000)
0 引 言
随着汽车工业的高速发展,消费者对汽车个性化需求愈来愈强,精美犀利的棱线、流线型整车外观倍受关注。车门把手位于车身S级面,整车评价过程中质检人员会着重关注,受门把手造型影响导致其冲压过程产生表面缺陷,影响消费者对整车的精细感知。
1 门把手凹坑问题描述
以某车型设计验证(ET)阶段的后门外板为例,对门把手凹坑问题及解决过程进行阐述。表面缺陷位于后门外板门把手前部,如图1所示,使用150 mm油石条在制件外表面打磨确认,门把手前部存在75 mm×60 mm×0.02 mm凹坑,通过斑马线目视评价,门把手前角部存在明显光影变形,经过电泳、喷漆后在整车外观可见,属于目视明显的B类外观缺陷,问题亟待解决。
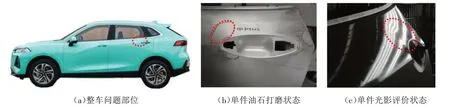
图1 面品缺陷状态
2 门把手凹坑问题形成原因
门把手凹坑是板料在成形过程中门把手部位不均匀拉深而产生的一种弹性变形,多以门把手拐角部位凹坑状态呈现,少量车型在门把手上部或下部呈凸起状态,目视光影均存在扭曲变形,不同外观造型的车门和不同的门把手结构均存在不同程度的表面质量缺陷。门把手凹坑的产生与门把手造型有关系,所以越来越多的车企逐渐简化门把手造型,以确保门把手在拉深过程中均匀成形,提高车门外观的成形质量。
某车型门把手结构如图2所示,整体为梭形轮廓,减少了4个拐角(常规门把手有8个拐角,如图3所示),降低了凹坑问题产生的概率。门把手安装面深度a为1.5~3 mm,扣手深度b控制在20 mm左右,但两者仍存在较大落差,导致在拉深成形到底前3 mm时,左、右门把手部位出现不均匀拉深,拐角部位存在压缩和伸展应力不均衡的情况(见图2(b)),同时扣手上、下部位圆角成形硬化产生凸起变形,如图4所示,最终导致车门把手周围出现凹坑缺陷。
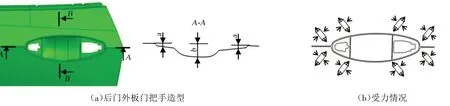
图2 后门外板门把手造型及受力情况
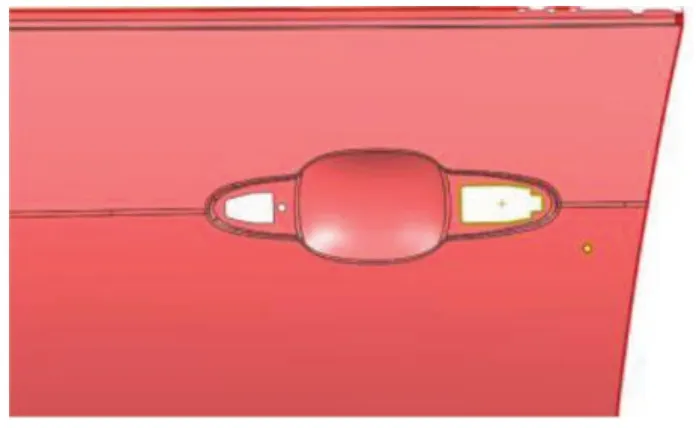
图3 常规门把手造型
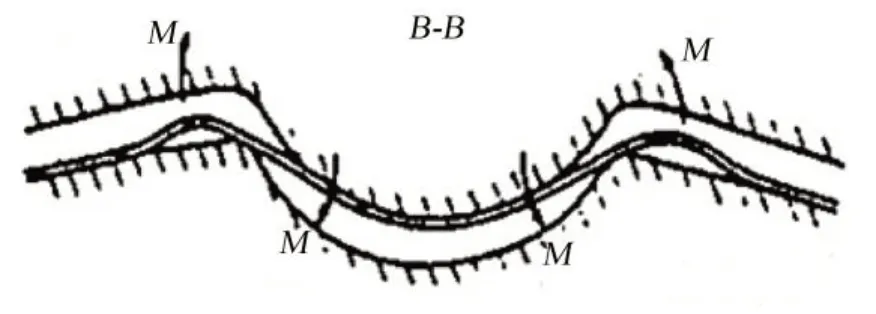
图4 后门把手变形示意图(M指板料位置的移动变形)
后门外板采用1模2件生产,左、右件对称布置,如图5所示。为提高门把手成形质量,设计过程中需确保门把手造型区域尽早接触板料,如图5中C-C所示。门把手先触料是理想状态,实际设计过程中多以门把手前部区域早触料居多,避免成形过程中门把手部位板料悬空造成成形质量不良。从D-D截面确认车门成形过程,需按照c→d→e的触料顺序设计压料面,与C-C的方案共同确保门把手区域早触料,保证门把手区域拉深充分,降低表面缺陷问题发生风险。
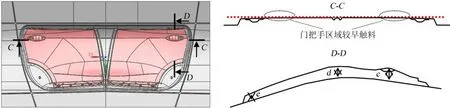
图5 后门拉深工艺断面
结合AutoForm软件油石功能确认制件拉深质量,如图6所示,门把手拐角部位均存在拉深缺陷风险,与现场制件打油石的状态接近。虽然在工艺设计阶段已分析门把手产生凹坑的风险,但是工艺设计过程进行了反复调整和验证,问题仍未消除。
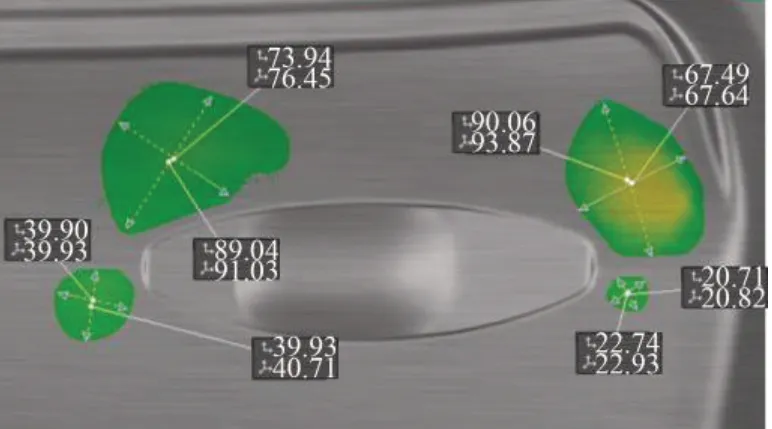
图6 后门外板拉深质量分析
3 门把手凹坑验证
通过对后门外板拉深工序进行分次闭合来验证门把手成形质量状态,如图7所示,分别将拉深模闭合高度抬高5、3、1 mm,模具闭合到底前5 mm和3 mm对制件打磨油石确认均无问题,闭合到底前1 mm制件门把手产生凹坑。到底前5 mm制件扣手部位已成形15 mm门把手安装面,模具零件仅接触门把手周圈轮廓圆角,但未开始成形;到底前3 mm制件扣手成形至17 mm门把手安装面,靠近主棱线部位刚开始触料成形;到底前1 mm制件门把手造型接近成形到位状态,凹坑出现。

图7 后门外板分次闭合
综上所述,门把手凹坑产生在门把手安装面成形阶段,即闭合到底前3 mm以后,此阶段扣手已成形并从周圈拽料,当门把手安装面开始成形时会阻断扣手前、后方向的进料,尤其门把手安装面拐角部位的材料流动发生扭转,出现材料流动不均匀,导致面品凹坑产生。初步解决方案是通过模具将车门整体型面成形到位,门把手安装面局部不成形,即门把手安装面采用浅拉深,再通过后工序将未成形部位整形到位。
4 实施整改方案
门把手安装面局部采用浅拉深,在凹模门把手部位设计镶件结构,如图8所示。

图8 拉深模局部结构
工艺设计将凹模门把手安装面抬高2~3 mm,如图9所示,自门把手圆角向图示点划虚线部位渐变桥接,内侧型面均匀过渡,实现门把手安装面局部浅拉深。因拉深凸模为成品状态且门把手安装面依靠凹模成形,整改过程仅加工凹模点划线部位。

图9 门把手浅拉深设计
翻边整形工序设计门把手整形块,将拉深的浅型面整形到位,如图10所示。压料芯门把手周圈外板面制作宽80 mm、强压0.15 mm的压料面(见图11),修边冲孔件已冲出门把手安装孔有利于整形过程从冲孔部位向整形面送料,并通过压料芯强压规避整形过程从门把手部位拽料导致凹坑产生,最终实现后门外板门把手安装面整形至理想状态。
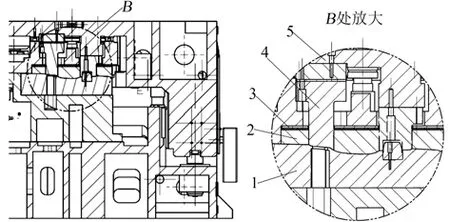
图10 翻边整形模局部结构
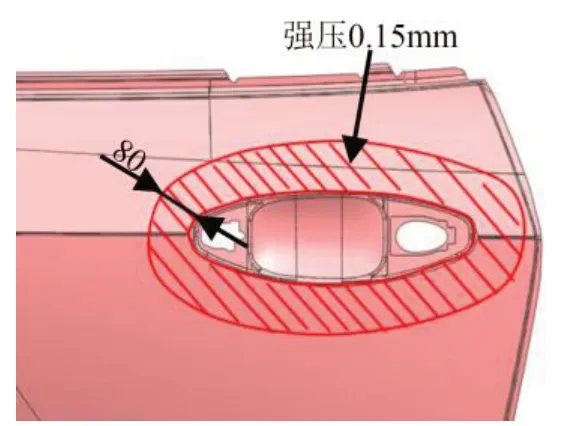
图11 压料面设计
5 整改效果验证
结合软件对整改方案进行验证分析,门把手前部打磨油石后表面质量明显改善(见图12),按上述整改方案对模具结构进行整改,通过对拉深和翻边整形工序进行强压研合和整形量微调,全工序出件后打磨油石,光影评价满足整车品质要求。
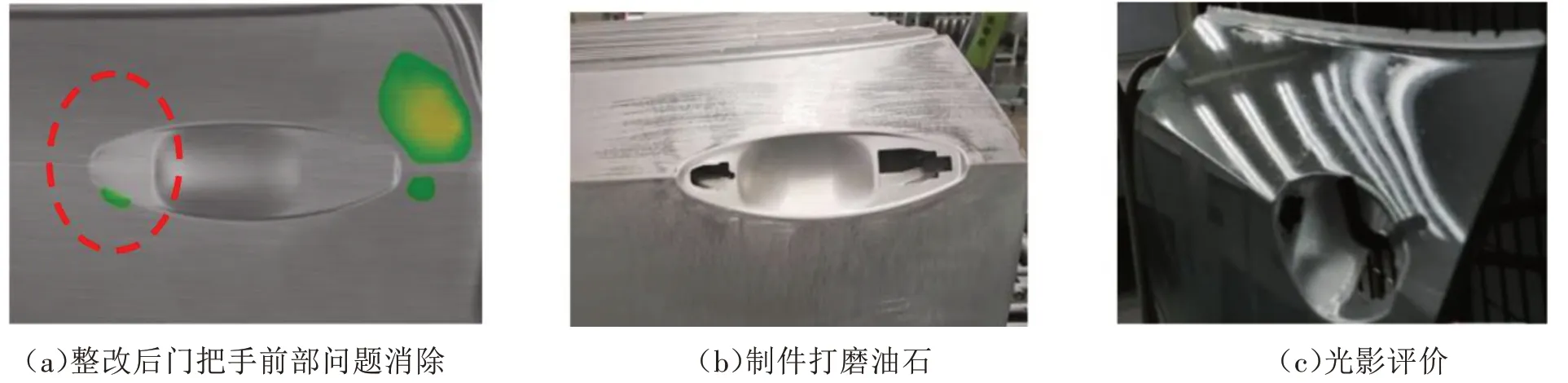
图12 后门外板整改后表面
6 结束语
介绍了后门外板门把手凹坑问题整改过程,对其进行了分析和方案验证,以提高整改方案有效性,明确问题发生原因和过程状态是整改的重要措施之一,有的放矢才能避免反复整改却无改善的情况;短周期、快速整改才能有效提升整车质量。
