A crystal plasticity based approach to establish role of grain size and crystallographic texture in the Tension–Compression yield asymmetry andstrain hardening behavior of a Magnesium–Silver–Rare Earth alloy
2022-10-24SouravMishraKhanPanigrahi
Sourav Mishra ,F.Khan ,S.K.Panigrahi,*
a Department of Mechanical Engineering,Indian Institute of Technology Madras,Chennai 600036,Tamil Nadu,India
b Applied Magnesium Research Group,Centre for Materials and Manufacturing for Futuristic Mobility,Indian Institute of Technology Madras,Chennai 600036,Tamil Nadu,India
cSchool of Mechanical Engineering,Vellore Institute of Technology,Vellore 632014,Tamil Nadu,India
Abstract Existence of tension– compression yield asymmetry is a serious limitation to the load bearing capablities of Magnesium alloys in a number of light weight structural applications.The present work is aimed at nullifying the tension to compression asymmetry problem and strain hardening anomalies in a Magnesium– Silver– Rare Earth alloy by engineering different levels of microstructural conditions via friction stir processing and post process annealing.The existence and extent of yield asymmetry ratio in the range of microstructural conditions was experimentally obtained through quasistatic tensile and compression tests.The yield asymmetry problem was profoundly present in specimens of coarse grained microstructures when compared to their fine grained and ultra fine grained counterparts.The impact of the microstructure and associated mechanisms of plasticity on the macroscopic strain hardening behavior was established by Kock–Mecking’s analysis.Crystal plasticity simulations using Viscoplastic Self Consistency approach revealed the consequential role of extension twinning mechanism for the existence of yield asymmetry and anomalies in strain hardening behavior.This was especially dominant with coarsening of grain size.Electron Microscopy and characterization were conducted thoroughly in partially deformed specimens to confirm the predictions of the above simulations.The role of crystallographic texture for inducing the polarity to Tension– Compression yield asymmetry was corroborated.A critical grain size in Magnesium– Silver– Rare earth alloy was hereby established which could nullify influences of extension twinning in yield asymmetry ratio.
Keywords: Magnesium silver rare earth alloy;Friction stir processing;Ultrafine-grained microstructure;Tension to compression yield strength asymmetry;Crystallographic texture;Strain hardening;Kock mecking plots;Visco plastic self consistency.
1.Introduction
Being the lightest in structural metallic materials,magnesium alloys have a huge potential in the automotive and aerospace industries.Even though cast Mg alloys are extensively used in recent years,the potential application of wrought Mg alloys in structural domain is limited due to primarily two limations: (i) poor plastic deformation based manufacturing potential (bulk and sheet metal forming processes) because of the HCP crystal structure and (ii) poor inherent mechanical properties such as ductility,yield strength and tension-compression yield symmetry.The 1st limitation leads to challenges in Mg manufacturing potential and the 2nd leads to inadequate load bearing capabilities of wrought Mg alloys under several static,cyclic and dynamic loading conditions.
These limitations are primarily associated with unfavorable microstructures that exist in hot formed Mg alloys.Such microstructures have a prominent texture intensity with the basal planes aligned along direction of deformation [1,2].This activates localized deformation mechanisms such as twinning over a more homogeneous dislocation slip,leading to strain localization based failure during deformation [3].There are two primary mode of slip systems in Mg and its alloys:Basal and Non-Basal.While Basal slip is softest deformation mechanism,Non-Basal slip remains inactive at most of ambient temperature conditions [4].Consequently,deformation twinning,which accounts for non-basal deformation introduces significant polarity in deformation behavior along c axis [5,6].Hence,inhibition of twinning-based deformation processes and activation of slip-based deformation processes is a potential solution for homogeneous deformation along with reduction in the above-mentioned mechanical anomalies.Typically,finer grain sizes along with weaker textures limit the activity of twin-based deformation [6,7].
In recent years,several researchers have attempted to reduce these anomalies by integration of RE addition to Mg alloys.Such RE addition alters the precipitation morphology and kinetics during thermomechanical processing of these alloys.This results in microstructural refinement and formation of weaker crystallographic textures.For example,in Mg-Nd alloys,five precipitates,namelyβ’’’,β1,β2,β,βe have been reported by various studies[8–11].When these alloys are subjected to thermomechanical treatments,a significant reduction in anisotropy and inhomogeneity in deformation characteristics are observed.This is primarily due to weakening of texture along with host of several anisotropic precipitation processes [12,13].This reduces the anomalies in mechanical behavior such as asymmetrical yield behavior,lower yield strength and ductility.Stanford and Barnett [6] have found a substantial reduction in yield asymmetry in Mg-Zn-RE alloy as compared to non RE contained parent Mg-Zn alloy.As mentioned earlier,such unfavorable deformation characteristics (For example;Tension– Compression yield asymmetry)are a result of unfavorable microstructures which exist during metal forming operations of Mg alloys.Severe plastic deformation(SPD)processes are special class of thermomechanical processing techniques,which is known to produce Ultra Fine Grained (UFG) microstructure in Mg alloys([14,15]).Fine grain microstructures in Mg alloys lead to superior deformation characteristics.Koike et al.[16]have shown an increasing activity of non-basal slip mode of deformation in AZ31 Mg alloys with refinement of grain size.In the work of Tong et al.[17],the yield asymmetry ratio(Compressive Yield Strength to Tensile Yield Strength) was nullified from 0.8 to 1 with grain refinement(from 4 μm to 1 μm).RE containing Mg alloys can especially respond with an exceptional improvement of mechanical properties with UFG microstructure and random textures [18–20].In addition,such UFG microstructures have higher thermal stability,due to the presence of thermally stable precipitates [21,22].
However,such microstructurally engineered Mg alloys frequently face high temperature environments when subjected to real– life structural applications (in various automotive and aerospace components).Under such conditions,several microstructural phenomena such as grain coarsening,particle softening and coarsening and texture strengthening take place [23,24].These phenomena invariably influence the mechanical behavior of the structural components especially under dynamic loading conditions.This makes it critical to reexamine their mechanical behavior after being subjected to higher temperatures.Work hardening behavior is one of the most crucial indicators of deformation modes which influence the strength and ductility in materials [25].In recent years,Kock-Mecking’s -type plots have been used to understand various stages of plastic deformation [26,27].However,none of the literatures have correlated the influence of work hadening behavior in yield asymmetry of Mg alloys.There are generally 4 distinct stages of work hardening observed in crystalline materials.Stage-1 or‘Easy-Glide’is observed in single crystals or materials with very strong texture [28] and other three stages appear in both single crystalline and polycrystalline materials.Stage-2 or ‘Aerial glide’ is predominantly a linear hardening stage in which the primary hardening mechanism is due to pile-up of dislocations at grain boundaries which introduce long range stresses [29].It has also been reported that this stage occurs when dislocations of primary slip systems act as barriers to dislocations of intersecting slip systems [30].In either case,occurrence of stage-2 work hardening depends on higher values of initial dislocation density.During stage 2 strain hardening,linear work hardening behavior introduces high dislocation densities to the microstructure.This leads to the onset of ‘Dynamic Recovery’ followed by Stage 3 of strain hardening behavior (Dynamic Recovery).In this stage,the work hardening rates reduce monotonically due to annihilation of dislocations in microstructure.Beyond this,Stage-4 hardening is observed in a few materials beyond a critical stress value.This stage exhibited primarily linear hardening rate before reaching the plastic instability.Rollet and Kocks [31] have shown in their review that the dynamic recovery stage is imperfect in nature which leads to dislocation debris accumulation and results in a linear hardening slope in Kock-Mecking’s plot.The presence of a certain work hardening rate at a given stage is an indicator of several hardening mechanisms experienced by the presence of the active deformation slip and twin systems in the material.In order to explain the macroscopic strain hardening rates,it is crucial to look at the activity of microscopic slip and twin systems under a given loading condition.Therefore,in addition to experimental observations,polycrystal modeling of plastic deformation in Mg alloys are very useful to understand deformation mechanisms.Although there are several approaches such as energy minimization models,finite element methods and so forth,these models don’t account for understanding the physics of dislocations and twinning systems as well as texture reorientations due to twinning [32].Visco Plastic Self Consistency (VPSC) modeling approach was originally proposed by Molinari et al.[33] and developed further by Tome and Lebensohn [34].This polycrystal plasticity code gives a better stress estimations for HCP systems along with more accurate predictions of slip and twin activities in a given microstructure.
The competitive activity of slip and twinning deformation modes play a major role in the overall mechanical response of Mg alloys.Microstructural modifications such as grain refinement,precipitation and so forth influence the activity of a deformation mode when subjected to external loading conditions.It is a major challenge to establish the changes in activity of a deformation mode such as dislocation slip and deformation twinning without conducting in-situ electron microscopy during mechanical tests.Therefore,predictions from mathematical models with experimental validation are key to investigate structure– property correlations in Mg alloys.
However,the simulataneous influence of grain size and texture on relative activities of slip and twinning systems in Mg alloys and their correlation to tension–compression yield asymmetry have not been corroborated through Crystal plasticity based simulations along with experimental correlations.This lack of a phenomenological background of activities of microscopic deformation processes on macroscopic mechaniscal behavior forms the backbone for the current work.This fundamental approach to nullify the tension to compression yield asymmetry through crystal plasticity correlations of microstructural engineering is a unique method to understand the governing deformation mechanisms.The key objectives of the current work are: (i) To engineer desirable microstructural conditions in a RE containing Mg alloy and establish their role on tension Tension–Compression yield asymmetry,(ii) To numerically predict the activities of slip and twinning systems in microstructurally engineered Mg alloys and their influence on plastic flow behavior and (iii) To correlate the predicted deformation processes through experimental routes and establish the critical grain size for transistion of dominant deformation mechanism.
In the present work,we have selected a Mg-Ag-RE alloy to evaluate the existence of tension– compression yield asymmetry along with its underlying cause in several microstructural conditions.Mg-Ag based alloys have shown to have good age hardening response by improving the stability of GP zones which act as precursor to precipitation in Mg alloys [35].The good age hardening response of Mg-Ag-RE alloy is critical for further microstructural engineering by thermomechanical processing.The authors have previously established that friction stir processing (FSP) is an effective SPD route to obtain a thermally stable UFG microstructure in this alloy system [36–38].To achieve the UFG microstructure,FSP was performed on the Mg-Ag-RE alloy plates.The FSP Mg-RE alloy was again subjected to thermal treatment at various temperatures.Electron microscopy -based characterization was carried out at each step of processing and thermal treatment to observe the microstructural developments.Further,quasi static tensile and compression tests were carried out for each microstructural condition.Kock-Mecking’s strain hardening plots were obtained before plastic instability region,as Mg and its alloys show almost no strain softening behavior.The stages of plastic deformation were correlated tothe microstructural conditions in Mg alloy by microstructural characterization of partially deformed samples to establish the condition for tension to compression yield asymmetry.Crystal Plasticty using VPSC polycrystal code was used to simulate the macroscopic flow curves and activity of various slip and twin systems.
2.Experimental procedure
2.1.Materials and methods
In the present work,a Neodymium (Nd) based rare earth containing Magnesium-Silver (QE22) alloy was used with the chemical composition as per Table 1.The QE22 alloy was procured from Magnesium Elektron,Manchester,UK and the chemical composition of this alloy is shown in Table 1.The as-received cast plate of 25 mm thickness were cut into rectangular plates of 6 mm thickness.These plates were friction stir processed (FSPed) in a temperature controlled atmosphere to achieve desired microstructure in the UFG regime (<1 μm).The details of the development of the UFG in the present QE22 alloy was discussed by the authors in their previous publication [37].Further,the FSPed plates were isochronally annealed for one hour at different temperatures ranges from 150 °C to 450 °C in the muffle furnace to develop variation in grain structure in the Mg matrix.The accuracy of the muffle furnace temperature during isochronal annealing was controlled at ± 5 °C throughout the experiments.

Table 1 Chemical composition of the QE22 alloy.

Table 2 Average grain sizes of the FSPed QE22 alloy samples developed through isochronal annealing for one hour at different temperatures.
2.2.Mechanical testing
Tensile and compression tests were conducted at room temperature to study the yield strength asymmetry behavior of the QE22 alloy.For this,miniature tensile and compression samples of 3 mm gage length were machined from the stirred zone through wire cut EDM along the processing direction.These samples were mechanically polished by using fine emery papers before testing,to maintain the uniformity in the sample dimensions.The geometry of the mini tensile and compression samples are given in Fig.1.The partial deformation (5% of strain) tests were also conducted in tension and compression to understand/study the mode of deformation mechanism in the FSPed QE22 alloy.A high precission micro-tensile testing machine (Model and make:Instron 650) was employed to conduct the above experiments.The tests were operated at constant cross head speed of 1 mm/min and minimum three samples were tested in each condition.

Fig.1.Geometry of the tensile and compression samples;(A) tensile sample and (B) compression sample.
2.3.Microstructural characterization
The microstructural examination was conducted using optical inverted microscope(OM),scanning electron microscope(SEM),transmission electron microscope (TEM) and electron backscatter diffraction(EBSD).For SEM characterization,the samples were polished up to 1 μm diamond paste followed by etching in a picric acid solution containing 4.2 g picric acid,10 ml acetic acid,10 ml distilled water and 70 ml ethanol.Fractography and microstructural observations were also studied after tensile testing at the fractured tip to identify the mechanism of failure.In order to estimate the average grain size,linear intercept method was employed.
The EBSD samples were prepared by polishing with colloidal silica and followed by ion-milling in an Ar atmosphere at an angle of 70°.Ion milling was employed through GatanTMPECS-682 system operated at 5.5 keV.EBSD samples were scanned in an FE-SEM integrated with EDAX-OIM software at an acceleration voltage of 15 kV.The EBSD data was collected from the center of the stirred zone for the isochronally annealed samples and also along the gage length of the partially deformed tensile and compression samples.Local orientation spread maps were plotted to study the strain localization and misorientation gradients in the grain interiors and near twin boundaries.
TEM characterization was carried out on the annealed samples in different conditions to evaluate the precipitates.For this,thin foils of 500 μm are sliced from the stirred zone using precision low speed cutting machine and mechanically grounded to less than 80 μm.These thin foils were punched into 3 mm disk followed by ion-milling with an incident angle of 6° and an energy beam of 5 eV in an Ar environment till obtaining a transparent region.Microstructural observation by TEM was undertaken by using Phillips-CM12 electron microscope operating at an accelerating voltage of 120 kV.
3.Results
3.1.Microstructure evolution of the as-received and FSPed QE22 alloy
The microstructure of the as-received QE22 alloy(Fig.2(A))shows the presence of coarse equiaxedα-Mg solid solution matrix surrounded by thermally stable eutectic phase Mg12Nd decorated along the grain boundary.The microstructure after multipass FSP is represented in Fig.2(B).
Fig.3(A),shows the TEM microstructure of the as received microstructure of QE22 alloys.There was a clear evidence of presence of ternary precipitates in the coarse grained microstructure.However,Fig.3(B) shows TEM micrograph of FSPed QE22 alloy at the center of the stirred zone.After multi-pass FSP,significant microstructural transformation occurred;(i) the average grain size in the as-cast condition was 38 ± 12 μm,which was greatly refined to UFG regime 0.63 ± 0.2 μm via dynamic recrystallization (DRXZ) (ii)coarse eutectic Mg12Nd network were fragmented into small particles and distributed uniformly throughout the Mg matrix as well as at triple point junction of the grain boundary as shown in TEM micrograph Fig.3(B).(iii) fine ternary phase precipitates Mg12Nd2Ag was completely dissolved in the Mg matrix(as shown in nano scale image Fig.3(c)).This can be confirmed through XRD phase analysis given in Fig.4.
Fig.4 shows the XRD patterns of the as-cast and FSPed QE22 alloy.The diffraction peaks in the as-cast QE22 alloy indicate the presence ofα-Mg,Mg12Nd eutectics and Mg12Nd2Ag precipitates.After multi-pass FSP,there are considerable changes in both number and intensity of diffraction peaks corresponding to Mg12Nd eutectics and Mg12Nd2Ag precipitates.Furthermore,the Mg12Nd2Ag peaks are completely absent in the FSPed QE22 sample.This signifies the ternary phase precipitates Mg12Nd2Ag completely dissolved in theα-Mg matrix.This also coincides with the results of TEM microstructures of FSPed QE22 sample Fig.3(B) and(C).
The different microstructures of the FSPed QE22 alloy after isochronal annealing at various temperatures for 1 hour are represented in Fig.5.Four different grain sizes have been developed through isochronal annealing namely G1,G2,G3 and G4.Their average grain sizes are tabulated in Table 2.The grain sizes were found to be in the range of 0.63 to 2.71 μm for different annealing conditions.The effect of annealing temperature on the grain size distribution of the FSPed QE22 alloy is shown in Fig.6.The average grain size of the FSPed QE22 alloy annealed at 350 °C for 1 hour is found to be 1.02 ± 0.36 μm (G3) and also observed that 70% of the grains are still under UFG regime (≤1 μm).The average grain size obtained at 450 °C is 2.71 ± 0.9 μm (G4),which belongs to the category of fine grained microstructure.Hence,the grains are retained in UFG regime upto 350 °C and increases upto 2.71 μm at 450 °C temperature.

Table 3 Tensile and compression yield strength (YS) values of the UFG QE22 alloy at different conditions.

Fig.2.(A) Microstructure of the as-cast QE22 alloy surrounded by the Mg12Nd eutectic network along the grain boundary (B) UFG microstructure of the FSPed QE22 alloy at the center of the stirred zone.

Fig.3.(A) TEM microstructure of the as-received QE22 alloy presence the distribution of Mg12Nd2Ag precipitates in the Mg matrix (B) TEM microstructure of UFG material shows distribution of Mg12 Nd eutectics at grain boundaries and as well as triple point junctions of the grain boundaries (inset with diffraction pattern of the UFG microstructure shows ring pattern and confirming the polycrystalline material with fine grains size) (c) Nano-Scale TEM microstructure of UFG QE22 alloy.

Fig.4.XRD patterns of as-cast and UFG QE22 alloy.
Fig.7 shows the TEM micrographs of precipitate evolution in FSPed specimens after isochronal annealing treatment at the chosen annealing temperatures.The thermally stable binary precipitate Mg12Nd is retained at the grain boundaries through all the annealing temperatures.The ternary -precipitates which were absent in FSPed sample reappeared upon the annealing treatment upto 350 °C.Fig.7(A)–(C) shows the formation of these precipitates along the grain boundary.The combined pinning of the binary and ternary precipitates is responsible for the thermal stability of the ultrafine grained microstructure upto 350 °C [36].Significant precipitate coarsening was also observed with increase in annealing temperature.

Fig.5.Microstructures of the UFG QE22 alloy after isochronal annealing at various temperatures for 1 hour.(A) 150 °C;(B) 250 °C;(C) 350 °C and (D)450 °C.

Fig.6.Effect of annealing temperature on the grain size distribution of the UFG QE22 alloy.
3.2.Tensile and compressive flow behavior

Fig.7.TEM microstructure of FSPed QE22 alloy annealed for 1 hour at (A)150 °C;Mg12Nd2Ag precipitates formation along the grain boundary;(B) 250 °C(C) 350 °C (D) 450 °C;dissolution of Mg12Nd2Ag along with coarsening of Mg12Nd.

Fig.8.Engineering stress– strain curves under tensile and compressive loading in different microstructural conditions.
Engineering stress-strain curves of all the four FSPed+Annealed QE22 alloy obtained by tensile and compressive loading tests are shown in Fig.8.The yield strength properties of all the four engineered materials both in tensile mode and compressive mode were quantified from Fig.3 and represented in Table 3 and Fig.9.Yield strength of the FSPed specimen increased in both tension and compression after isochronal annealing treatment at 150°C.This could be realized through the contribution from precipitate strengthening imparted by the reappearance of the ternary precipitates.At higher annealing temperatures,a decreasing trend of yield strength in both tension and compression modes was observed.This is primarily because of the increase in grain size accompanied by precipitate coarsening which leads to reduction in yield strength of the FSPed QE22 Mg alloy [39].Tension to compression yield strength asymmetry ratio (R) was also estimated for different grain sizes and the values are given in Table 3.The R values are found to be in the range of 1.04 to 1.29.The asymmetry ratio of the QE22 alloy is approximately unity and shows isotropic yield strength and properties when the grain size is below 1 μm,whereas,with the increase in grain size beyond 1 μm,the R values are found to be detrimental.The large yield strength asymmetry ratio (R=1.29) was observed in the case of coarse grain size G4.The relation between grain size,mechanical properties,and R values are plotted against the annealing temperature as shown in Fig.9.

Fig.9.Relation between grain size,mechanical properties and tension to compression yield strength asymmetry ratio (R) of the QE22 alloy.
All the samples exhibited significant ductility in all conditions (Fig.8).The fractography analysis was carried out on the failed tensile specimens using SEM and shown in .All the fracture surfaces of the failed tensile specimens have shown the ductile mode of failure except at coarse grained microstructure (G4=2.71 μm,annealed at 450 °C for 1 hour).In coarse grained microstructure (G4),the combination of ductile and twinning fracture surface has been observed.The fracture surfaces of the failed tensile specimens are presented in Fig.10.
Kock– Mecking’s strain hardening curves were plotted in uniform plastic deformation region till the ultimate strength values were reached during both tensile and compressive loading.Fig.11(A) and (B) represent the obtained plots of strain hardening rate (θ=dσ/dε) as a function of true plastic stress(σ-σ0.2) along with the stages of plastic deformation segregated under each microstructural condition.As we can see,Stage-1 and Stage-2 of work hardening plots were absent in all of the microstructural conditions.Stage 3 of work hardening was observed in all the cases with sharp decrease in work hardening rate with rise in the true plastic stress.Beyond this stage,Stage-4 of work hardening was observed with a linear strain hardening rate with increase in the applied plastic stress.It was also observed that a distinct slope of Stage-4 strain hardening rate in compression and tension was observed only in the case of G4 sample.
4.Crystal plasticity simulations
To predict the flow stress behavior and activity of various deformation mechanisms numerically,Visco Plastic Self Consistency (VPSC) approach was used.Deformation slip is assumed to be strain rate sensitive and the single crystal stress response is described in the form:


Fig.10.Fracture surfaces of failed specimens at different conditions after room temperature tensile testing.
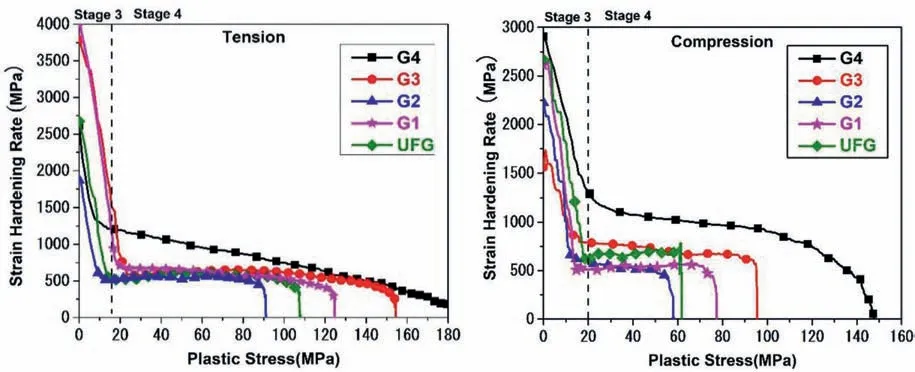
Fig.11.Kock Mecking’s plots of strain hardening rate vs true plastic stress.
where dcis the plastic strain rate,s stands for each slip system,msis the geometric Schmid tensor,τsis the threshold stress which controls activation of a slip/twin system and n is inverse of strain rate sensitivity.Polycrystal modeling is done by using the self-consistency models which uses interaction equation as follows:

where dcis the localized strain rate state,is the macroscopic strain rate state,σcis microscopic stress state,is macroscopic stress state.cis the accommodation tensor which accounts for secant approach to overall stress function.This relates the overall stress and strain to behavior of the medium.In self consistency modeling,each grain is assumed as an inclusion in an elastic medium.The inclusion problem is solved with the interaction equation imposed on each grain.The self-consistency condition is used to solve the equation,i.e.,<σc>=<>and
To account for hardening,theτsvalue for each slip and twin has to be increased as a function of the shear strain imposed during deformation on the slip/twin system.The Voce hardening rule was used to understand the evolution of the threshold stress value as per the relation:

whereΓis the accumulated shear strain in the grain,are the initial and back extrapolated critically resolved shear stresses of s-slip/twin system,are the initial and asymptotic hardening rates.These parameters are different for each deformation mechanism and variation of these parameters in each material condition is essential to reproduce to macroscopic flow stress response in each material condition.During the simulations,both self and latent hardening were accounted by defining coupling coefficients hss’,as per the following equation:

whereΔγ′is accumulated shear strain in a deformation mode s’.
As twinning systems are very active plastic deformation mechanisms in Mg alloys,the stress strain behaviors cannot be simulated without accounting for slip-twin interactions and orientation changes caused by twinning.Hence,a predominant twin reorientation (PTR) scheme,(developed by Tomé et al.[40]) was used to account for relative volume reorientations that occurs during deformation twinning.
For the purpose of simulation,three material conditions were specifically selected according to their observed tension to compression asymmetry ratio R (G1(low R),G3(medium R) and G4(high R).This was done to examine the influence of active slip/twin systems on the quasistatic flow behaviors in tension and compression and the yield asymmetry ratio.For the selection of active deformation modes,Contraction twinning {101}<102>was disregarded because of its high critically resolved shear stress.In addition to basalslip ({0001}<20>),prismaticslip ({100}<20>) and pyramida
The simulations were conducted for more than 10,000 orientations in each material condition.Fig.13 demonstrates the flow stress strain curves obtained by VPSC simulation route against the experimentally obtained true flow stress strain curves in the chosen material conditions in both tension and compression.
5.Discussion
5.1.Establishing deformation modes in tension and compression

Fig.12.Modes of plastic deformation selected for VPSC simulations.
A critical grain size(1 μm) for existence of yield asymmetry has been calculated from previous sections.To correlate the physics of deformation processes to the overall macroscopic yield phenomenon,VPSC crystal plasticity analysis was used.This mathematical modeling approach predicted the activities of several slip and twinning systems in both tensile and compressive mode of deformation (Fig.14).Basal slip,being the softest deformation slip system has a dominant role in accommodating the imposed plastic deformation.This has been observed in QE22 alloys in all grain sizes (i.e.,G1,G3 and G4).However,the activity of prismatislip is limited in all the microstructural conditions.Two modes are selected in the modeling approach to account for any plastic strain along the c-axis of the HCP crystal: pyramidal
(a) In G1 case,the twinning system remains largely inactive both in tension and compression.
(b) In G3 case,twinning seems to be activated only in compression and not in tension.
(c) In G4 case,the relative activity of twinning is higher and comparable to the activity of basalslip mode of deformation.
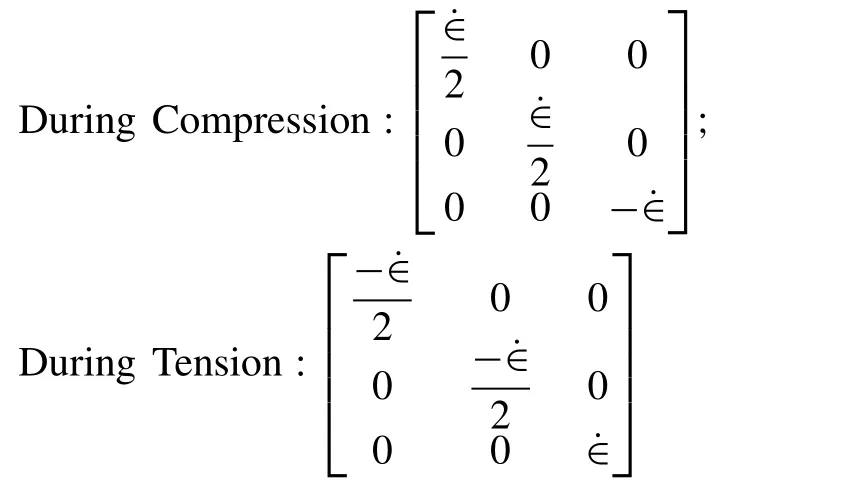
This analysis justifies the polar nature of extension twinning as a deformation mechanism(Case (b) and (c)).The activity of extension twinning seems to be dependent on two distinct factors: (i) Microstructural grain size and (ii) Orientation of twinning plane with respect to loading direction.The simulated results at lower grain sizes predicted a negligible activity of extension twinning.However,the tendency for mechanical twinning drastically increases for higher grain size(G3).Further,the presence of crystallographic texture creates different strain states in tension and compression loading.Fig.15(a) and (b) shows the {00 02} and {100} pole figures of G4 case where highest activity of twinning was observed.Based on these pole figures,a schematic of the crystallographic orientation for the coarse grained G4 case with respect to mechanical testing direction has been illustrated in Fig.15(c).The schematic drawing successfully demonstrates that the extension twinning mechanism has an angle of nearly 90° with the testing axis.In order to realize the influence of strain state on activation of extension twins,we need to evaluate the macroscopic plastic strain rate tensors.
The plastic strain rate tensors that exist during tensile and compressive loading of the test specimen are constructed based on volume conservation principle as follows:
To correlate the simulated activities of various deformation processes,microstructural characterization of partially deformed samples was performed.Four types of samples were selected (a) UFG and G1 which have negligible/nil yield asymmetry (b) G3 which has moderate yield asymmetry and(c) G4 which has higher yield asymmetry.Figs.16 and 17 represent the EBSD-IPF maps of partially deformed specimen in tension and compression.Any kind of twinning activities are not observed in the samples with grain sizes lying in UFG and G1 in both tensile and compressive testing modes.There were traces of deformation twins present in samples with grain size of 1 μm(G3).However,an extensive activity of deformation twinning above 2 μm(G4) .The activation of twinning is higher in partially compressed samples when compared with their tensile tested counterparts.The number fractions of misorientation angle distribution at various grain sizes in the partially deformed samples have been plotted in Fig.18.The peaks observed 86.8° corresponds to misorientation angle between twinning plane and matrix.Higher intensities corresponding to twinning is observed at grain sizes above G3,which correlates well with the simulated results regarding the activity of extension twinning.Similarly,this misorientation intensity is also polar in nature.This is because of the orientation dependance of twinning activity.This is also in agreement with the findings from VPSC analysis.

Fig.13.Simulated and experimental stress strain curves of (a) G1(tension) (b) G1 (compression) (c) G3 (tension) (d) G3 (compression) (e) G4 (tension) (f)G4 (compression).
Fractography studies on compressed samples (Fig.8) also confirms the transition of dominant deformation mechanisms during plastic deformation of the QE22 alloy.Samples with grain sizes below 1 μm exhibited a clear dimpled fracture surface.With increase in grain size,an increase in flatness of fracture surface along with introduction of quasi brittle fracture features are observed.Based on the fracture surfaces,we can classify the fracture mechanisms into two categories:(a) Ductile dimpled fracture and (b) Twin based cleavage fracture.The ductile dimples as seen from the fractographs of UFG,G1 and G2 cases are much larger than the actual grain size of these conditions.This implies that the primary mechanism of fracture in these samples are microvoid nu-

Fig.14.Predicted activities of deformation modes in (a) G1(tension) (b) G1 (compression) (c) G3 (tension) (d) G3 (compression) (e) G4 (tension) (f) G4(compression).
cleation,growth and coalescence.As the fracture is clearly not intergranular in nature (due to size of dimples),the grain boundary precipitates play very minor role towards the fracture mechanisms of these samples.The fracture surface on samples with G4 microstructure clearly revealed twin pull outs which were not observed in earlier conditions.These features are largely transgranular and oriented with extension twins in the microstructure.This clearly indicates role of dominant extension twinning at the failure of the samples with coarse grained microstructures.

Fig.15.Pole figures of (a) basal (0002) plane (b) prismatic (10–10) (c)orientation of extension twin plane with respect to loading direction.

Fig.16.Partially deformed (5% strain) microstructures under tension.
5.2.Influence of yield point asymmetry on flow behavior
An important outcome of distinct deformation modes actvating under different microstructural conditions is the existence of asymmetrical and anisotropic mechanical properties.The existence of tension– compression yield asymmetry in Mg alloys is due to the dominating influence of extension twinning in coarse grained microstructures.Grain refinement by severe plastic deformation processes such as FSP nullifies the existence of asymmetrical flow behavior as observed from Fig.10.The key route to reduce the tension to compression asymmetry in Mg alloys is through increasing the activation stress required for twinning to occur.As per Friedel et al.[41],the twinning stress required for its activation doesn’t follow a direct hall petch relation.The grain size(d) dependence of twinning stress can be expressed in the formσtwin∝1/d.On the other hand,the stress required for dislocation glide generally follows a regular Hall Petch relationσglide∝It can be thus concluded that for sufficiently small ‘d’,there will be larger increment in twinning stress than stress required for disclocation glide.

Fig.17.Partially deformed (5% strain) microstructures under compression.
When extension twinning becomes active,the crystallographic texture in the material determines yield stress and its asymmetry.For example,as illustrated in Fig.14(c),the probability of extension twinning in G4 case is higher when the material is subjected to compression than in tension.In tension,the non basal slip with a higher activation stress also acts as a competing deformation process which increases the overall yield stress.Thus,the compressive yield stress is observed to be lower than the tensile yield stress which introduces the yield asymmetry ratio R.It is also worth noting that the cases with non basal slip as a dominant deformation process don’t rely on the direction of reolved shear strain along non basal directions,thus enhancing the isotropic properties of the Magnesium alloy.
The flow behavior of the Mg alloy has been illustrated using the Kock-Mecking’s strain hardening curves in Fig.11.Stage 1 or single slip was absent in all the cases as this hardening stage in only observed in Single crystals.Stage 2 or Aerial glide occurs only in materials with high values of initial dislocation densities due to the long range stress effects.Friction Stir Processing induces a large degree of complete dynamic recrystallization [42] and thus there is a complete disppearence of stage 2 work hardening.Similar observations(disappearance of stage– 2 work hardening) were also made by Karami et al.[43] on ECAPed Mg-Li alloys due to process generated dynamic recrystallization.
Hence,stage 3 was observed initially with the onset of yielding.This stage is commonly termed as ‘Dynamic recovery’.This stage of work hardening is thermally activated[44]and therefore lasts for a very brief period during the plastic deformation as all the tests were carried out at room temperature.Sharp decrease in work hardening rates were seen in all the cases.
Beyond this,stage-4 hardening was observed beyond a stress value.Among all four materials,G4 material shows much higher strain hardening rate in both tension and compression.In conventional alloys,strain hardening can be seen as the resistance to deformation due to slip offered by various microstructural obstacles.These obstacles are primarily characterized into two types: Non dislocation based obstacles(precipitates,solute atoms and high angle grain boundaries)and forest dislocations [25,45].In G4,very high fraction of extension twin boundaries have been observed from the microstructural examination of partially deformed samples.As compared to fine grained microstructures(UFG and G1),even the G3 microstructure showed a higher hardening rate owing to the noticeable twinning activity observed in during deformation.To represent the contribution of twin boundaries towards the strain hardening phenomenon,it is critical to look at localized strain stored in and around the grain interiors and twin boundaries.

Fig.18.Misorientaion angle distribution of the UFG QE22 alloy at different annealing conditions (after 5% partial deformation in tension and compression).
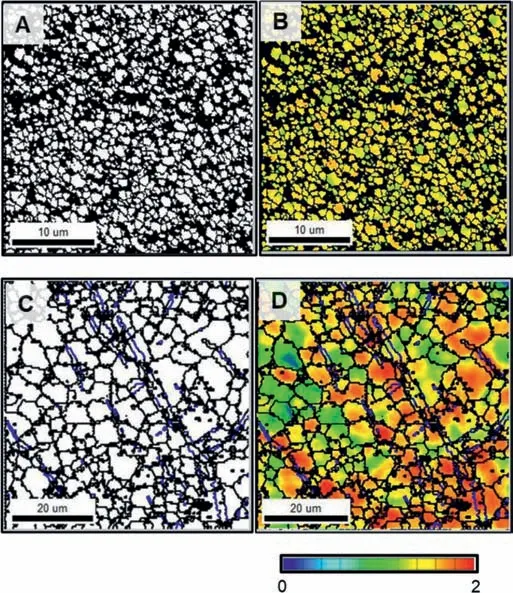
Fig.19.Grain boundary maps of partially compressed samples (10%) of (A)G1 and (C) G4 (Twin boundaries marked in blue);Local Orientation Spread maps of partially compressed samples (10%) of (B) G1 and (D) G4.
The grain boundary maps and local orientation spread maps as plotted in Fig.19 highlight various high angle boundaries and misorientation gradients in partially deformed G1 and G4 samples.Higher intensities of these misorientation gradients are observed in the grain interiors along the twin boundaries of G4 microstructure.The presence of misorientation gradients is a direct indicator of crystallographic defects present in the matrix.In the present scenario,these crystallographic defects are induced by the strain imparted on the samples during the compressive deformation.Hence we could say that there is a localization of the strain induced defects around the extension twin boundaries.In contrast,more uniform distribution in local orientation was present in the deformed G1 samples.
In the specimen with G1 microstructures,the activity of extension twinning is limited to a great extent.The basal and non basal slip primarily account for accommodating the entire plastic deformation as confirmed from the VPSC simulations(Fig.14(a)and(b)).As dislocation slip fundamentally ensures a homogeneous deformation in the samples,low intensities of misorientation gradients were observed in partially compressed samples with G1 microstructures.This ensures minimal strain localization and almost ductile mode of deformation occurring in ultrafine grained G1 specimen (as confirmed from the fractographs in Fig.10).However,in G4 microstructures,extension twinning and basal slip are two most active modes of deformation as per the VPSC simulations(Fig.14(e)and (f)).Basal slipdislocations act as primary carriers of plasticity in these materials.Any presence of an obstacle in their path effectively contributes to the strain hardening rate of the deformation process.

Fig.20.Schematic representing the localized strain hardening caused near the twin boundaries.
As confirmed in Fig.11,the strain hardening rate of G4 microstructure was higher among all microstrutures.The basal dislocations face a very high resistance during their flow due to the presence of the internal stresses around the extension twin.This is in agreement with a previous work on HCP materials where nano-indentation results have confirmed the existence of large internal stresses around the extension twin boundaries [46].This is primarily due to two reasons: (a)dislocation transmutation across extension twin boundaries causing a reduction in slip distance and (b) hard-to-deform orientations caused by presence of twin boundaries [47,48].This results in localization of strain hardening near the twin boundaries (Fig.19(B) and (D)).This has been schematically explained in Fig.20.Thus,the strain localization near twin boundaries contribute the brittle fracture surfaces after failure of the materials (as confirmed in fractographs in Fig.10).
The predicted activities of deformation processes as per the previous section confirm the unipolar activation of extension twinning.This can also be seen in the trends of Strain hardening diagram as shown in Fig.11.The higher activity of extension twinning mechanism in G4 leads to higher resistance to motion of dislocation when subjected to compression than in tension.The occurrence of stage 4 hardening phenomena in G4 case in the Kock Meckings plot varies with the direction of loading.This is an evidence of asymmetrical flow behaviours.Existence of such asymmetrical flow behaviors can be highly detrimental to the performance of these Mg alloys under dynamic loading conditions such as fatigue loading.Thus,it can be concluded that grain refinement to sub micron regime is the key to improve plasticity in Mg alloys.
6.Conclusions
The effect of grain size and crystallographic texture of a QE22 alloy on tension to compression yield asymmetry and strain hardening behavior was established by extensive experimentation and VPSC modeling.Following are the key observations from the current work:
·The UFG QE22 alloy displayed an excellent yield strength and ductility of 215 MPa and 26% respectively.The increase in yield strength and ductility is mainly attributed to significant grain refinement and the formation of ternary phase precipitates Mg12Nd2Ag along the grain boundary.
·The UFG QE22 alloy showed a negliglible Tension to compression yield asymmetry ratio.The suppression of extension twinning was the key to reduce the tension– compression yield asymmetry ratio.
·The critical grain size to nullify the asymmetry ratio in found as 1 μm in QE22 Mg alloys.Dual mode of deformation including both slip and twin modes are dominant above the critical grain size.Transformation of twin mode of deformation to stress assisted non basal slip mode of deformation is established as dominant mode of deformation below the critical grain size.
·The presence of extension twinning in coarse grained QE22 Mg alloys has a significant impact on the strain hardening rates in tension and compression mode.Asymmetrical flow behaviors observed from strain hardening plots indicate a unidirectional activation of deformation twinning.
·The governing mechanisms of tension to compression yield asymmetry and work hardening behavior of microstructurally engineered QE22 alloys was established by using crystal plasticity modeling approach and validated through experimental observations.
Conflict of Interest
The authors have no conflict of interest.
Acknowledgement
The authors show gratitude to Department of Science and Technology,India [grant number of DST/TDT/AMT/2017/211(G) (MEE/18-19/412/DSTX/SUSH) for the financial support and FIST grant,Department of Science and Technology,India [grant number SR/FST/ET11-059/2012(G)] for funding electron microscope facility.
杂志排行
Journal of Magnesium and Alloys的其它文章
- Novel Mg-Bi-Mn wrought alloys: The effects of extrusion temperature and Mn addition on their microstructures and mechanical properties
- Corrosion and wear resistance of coatings produced on AZ31 Mg alloy by plasma electrolytic oxidation in silicate-based K2TiF6 containing solution: Effect of waveform
- Passivation of corrosion product layer on AM50 Mg by corrosion inhibitor
- Developing polydopamine modified molybdenum disulfide/epoxy resin powder coatings with enhanced anticorrosion performance and wear resistance on magnesium lithium alloys
- Novel extended C-m models of flow stress for accurate mechanical and metallurgical calculations and comparison with traditional flow models
- Unexpected high-temperature brittleness of a Mg-Gd-Y-Ag alloy