Inherited multimodal microstructure evolution of high-fracture-toughness Mg-Zn-Y-Al alloys during extrusion for the consolidation of rapidly solidified ribbons
2022-10-24SoyaNishimotoMichiakiYamasakiYoshihitoKawamura
Soya Nishimoto ,Michiaki Yamasaki ,Yoshihito Kawamura
a Department of Materials Science,Graduate School of Science and Technology,Kumamoto University,2-39-1 Kurokami,Chuo-ku,Kumamoto 860-8555,Japan
b Magnesium Research Center,Kumamoto University,2-39-1 Kurokami,Chuo-ku,Kumamoto 860-8555,Japan
Abstract The mechanisms of multimodal microstructure evolution and the effects of microstructural factors on mechanical properties must be elucidated to design new alloys with superior properties.In this study,high-fracture-toughness and ductile Mg96.75Zn0.85Y2.05Al0.35 alloys were developed using rapidly solidified (RS) ribbon-consolidation technique,and the inherited multimodal microstructure evolution during plastic flow consolidation of the RS ribbons was investigated.The use of extrusion for plastic flow consolidation of the heat-treated RS ribbons produced a multimodal microstructure consisting of the worked grains with high Kernel average misorientation (KAM) angles (Group 1),the ultrafine dynamically recrystallized (DRXed) grains with intermediate KAM angles (Group 2),and the fine DRXed grains with low KAM angles (Group 3).Groups 1 and 2 contribute to the alloy strengthening,while Group 3 contributes to improving ductility with strainhardening,resulting in enhancement of the fracture toughness.To form the multimodal microstructure,it was necessary to apply plastic flow with equivalent strains of >2.3 to the heat-treated RS ribbons possessing duplex microstructures with different dispersions of the long-period stacking ordered phase.
Keywords: Magnesium alloy;Long-period stacking ordered phase;Multimodal microstructure;Rapid solidification;Extrusion;Dynamic recrystallization.
1.Introduction
Owing to their low densities,Mg alloys have excellent potential for use as structural metallic materials in transportation vehicles,whose weight reduction is essential [1,2].However,the use of Mg alloys has been limited because of their lower strengths and corrosion resistances compared with those of commercial Al alloys,and a lack of information regarding their fracture toughness.As a result,Mg-Zn-rare earth alloys containing a long-period stacking ordered (LPSO) phase have garnered considerable attention owing to their excellent mechanical properties and unique microstructures [3–8].It is known that LPSO-type Mg-Zn-rare earth alloys form multimodal microstructures following thermomechanical treatment by extrusion,rolling,or forging,for example[9–11].The multimodal microstructures of these alloys can be characterized by three distinct regions,namely fine dynamically recrystallized(DRXed)α-Mg grains with random crystallographic orientations,coarse workedα-Mg grains with a strong<100>-fiber texture (where the<100>axis is parallel to the extrusion direction),and coarse fiber-shaped LPSO grains with a strong<100>-fiber texture.Our previous studies clarified that an increase in the quantity of fine DRXedα-Mg grains improves ductility;furthermore,effective dispersion of hot-workedα-Mg grains and the fiber-shaped LPSO phase grains conspire to strengthens the alloy.These observations indicate that control of the multimodal microstructure allows a desirable strength-ductility synergy to be achieved [9].Especially,the LPSO phase provides strengthening because of its unique anisotropic plastic deformation behavior [12].Furthermore,from viewpoint of fracture mechanisms,Yin et al.reported that the DRXedα-Mg/LPSO interface can dissipate deformation energy efficiently,though the LPSO phase exhibits a brittle behavior.Therefore,dispersion of LPSO phase into theα-DRXed grain region is expected to improve fracture toughness [13].However,from viewpoint of corrosion science,large-sized LPSO grains act as harmful secondary phase that brings about galvanic corrosion [14,15].
The rapid solidified powder metallurgy (RS P/M) technique has long been applied to Mg alloys to improve not only their mechanical properties but also their corrosion resistances [16–23].In this context,Kawamuraet al.developed novel LPSO-type nanocrystalline Mg97Zn1Y2RS P/M alloys that exhibited an extremely high tensile yield strength of over 600 MPa and a reasonable elongation of~5%[3,6].Recently,it has become increasingly common to use RS ribbons instead of RS powders to increase safety,and this new process has also produced high-performance nanocrystalline Mg-Zn-Y(-Al) alloys with a high tensile yield strength of~500 MPa,a high fatigue strength of~320 MPa,and excellent corrosion resistance [24–30].Since these Mg alloys are expected to be used in components for aircraft,it is necessary to improve their fracture toughness properties.In general,polycrystalline metals whose grain sizes are reduced to the nanometer regime exhibit a very high strength at the expense of ductility and work-hardening [31],and the RS ribbon-consolidated nanocrystalline Mg-Zn-Y-Al alloy is no exception.Wang et al.demonstrated that Cu metals that possess a bimodal grain size distribution and comprise micrometer-sized grains embedded inside a matrix of nanocrystalline grains exhibited both a high strength and good ductility simultaneously [32,33].The bimodal microstructure introduced by an optimized thermomechanical treatment approach induces a strain-hardening mechanism that stabilizes the plastic deformation.Similarly,our recent study indicated that heat-treatment prior to consolidation of the RS ribbons produced a multimodal microstructure in the Mg-Zn-Y-Al alloys,leading to a high tensile ductility with work hardening[34,35].Conventional RS ribbon-consolidated Mg-Zn-Y-Al alloys consisted of two regions,namely worked grains with high Kernel average misorientation(KAM)angles and DRXed grains with intermediate KAM angles.By contrast,new Mg-Zn-Y-Al alloys prepared by the consolidation of heat-treated RS ribbons were found to form trimodalα-Mg grains,which were composed of fine DRXed grains with low KAM angles in addition to the ultra-fine DRXed grains with high KAM angles wherein the worked grains appeared during extrusion consolidation.In addition,the precipitation of the LPSO phase with sub-micron size occurs aroundα-Mg grain boundaries.The trimodal microstructure evolution and the LPSO phase precipitation resulted in an improved fracture toughness[35].However,it has never been clarified yet at which stage in the extrusion process this trimodal microstructure with the LPSO precipitation forms.Thus,to design new alloys with superior properties in future,it will be necessary to clarify the mechanisms of the multimodal microstructure evolution and classify the microstructural factors affecting the mechanical properties.Therefore,in the present study,the microstructure development of the RS ribbon-consolidated alloys during consolidation are investigated using the electron backscatter diffraction (EBSD) technique.Specifically,inherited grain structure evolution at several stage of deformation during extrusion will be clarified.
2.Experimental procedure
A master ingot of Mg96.75Zn0.85Y2.05Al0.35(at.%) was produced by high-frequency induction heating under an argon atmosphere.The RS ribbons were prepared by single-roller melt-spinning at a roll-circumferential velocity of 42 m s-1.The estimated cooling rate of the RS ribbon is 1.4 × 105K s-1[25].The RS ribbons were pressed into copper billets and then,degassed at 523 K.Copper billet was used to keep high vacuum condition for consolidation of the RS ribbons without oxidation.Prior to extrusion consolidation of the copper billet in which the RS ribbons were compressed,one billet was heat-treated at 738 K for 24 h.The diameter of the copper billet was 29 mm.The as-quenched and heat-treated RS ribbon-compressed billets were extruded with an extrusion ratioRof 10,at an extrusion temperatureTeof 623 K,and an extrusion ram speedVrof 2.5 mm s-1.The extrusion ratioRis defined as follows:

whereA0is the cross-sectional are of the starting material billet,andAeis the cross-sectional area of the extrusion bar.The cross-sectional dimensions of rectangle extrusion bar were 12 mm in width and 5.5 mm in thickness.A schematic diagram of the RS ribbon consolidation process is shown in Fig.1 [26,35].
Tensile tests were performed using an Instron testing machine (Instron Model 5584) with an initial strain rate of 5 × 10-4s-1at room temperature.The dimensions of gage section of the tensile specimen were 2.5 in diameter and 15 mm in length.The tensile direction was parallel to the extrusion direction (ED).The mode-I fracture experiments were carried out by using compact tension (CT) specimens according to the ASTM E399–12ε3standard [36].The dimensions of the CT specimen included a notch depth (a0) of 2.4 mm,a width (W) of 8.4 mm,and a thickness (B) of 4.2 mm.The loading direction was parallel to the ED.The notch direction was perpendicular to the ED.Fracture toughness tests were carried out by using a servo-hydraulic testing machine(Shimadzu EHF-E) with a testing speed 0.55 MPa m1/2s-1.Prior to the fracture toughness test,a fatigue pre-crack was introduced into the specimen.The fatigue cracking tests were carried out under load control;a maximum stress intensity of 2.3–3.2 MPa m1/2at a frequency of 10 Hz with a load ratio of 0.1.The initial crack length after the fatigue pre-crack (a)varies from 0.45 W to 0.55 W.
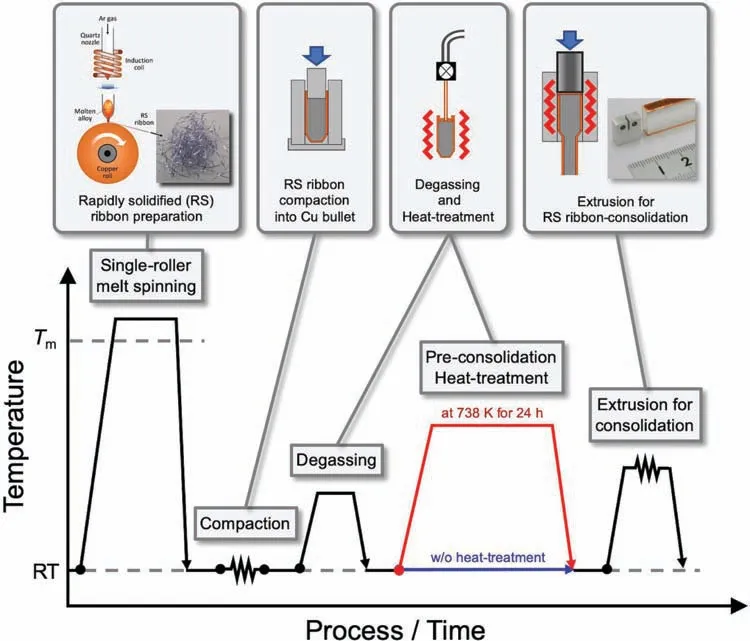
Fig.1.Schematic diagram of the thermo-mechanical processing for the fabrication of the RS ribbon-consolidated Mg-Zn-Y-Al alloys.
The microstructure of each sample was observed using scanning electron microscopy (SEM;JEOL JSM-4601F).Variations in the crystal orientation were examined by EBSD analysis with orientation imaging microscopy (OIM).Prior to SEM and EBSD observations,the surface of samples was polished by ion milling (JEOL IB-09010CP).EBSD measurements were conducted with a step size of 0.1 μm.The KAM angles were calculated as the average misorientations between a point on the measurement grid and its third neighbors.
3.Results
3.1.Tensile and fracture toughness properties
The typical true stress-true strain curves shown in Fig.2(a) provide a comparison of the tensile properties of the Mg96.75Zn0.85Y2.05Al0.35alloys prepared from as-quenched RS ribbons and heat-treated RS ribbons.The work-hardening rate(dσt/dεt) curves are also shown in Fig.2(a).In general,the onset of plastic instability can be expressed by the Considére criterion as follows [37]:

whereσtis the true stress andεtis the true strain.In other words,the intersection between the true stress-true strain curve and the hardening rate curve should correspond to the onset of necking.The non-heat-treated alloy showed a high yield strength of~500 MPa and a small total elongation of~5%.Note that the work-hardening rate dropped sharply immediately after yielding,resulting in a quite small uniform elongation of 0.3%.This means that the as-quenched RS ribbon-consolidated alloy possessed highly strain-hardened characteristics,where further strain-hardening did not occur.On the other hand,the heat-treated RS-ribbon-consolidated alloys showed a large elongation of more than 10%,maintaining a reasonable strength of~400 MPa.In addition,the decrease in the strain-hardening rate was suppressed,resulting in delayed plastic instability.Considering the change in the strain-hardening rate of the 24 h heat-treated specimen in detail,the work-hardening rates first decreased to values of~450 MPa,then increased,and then gradually decreased once again.This recovery of the strain-hardening rate causes a delay in the plastic instability [38,39].
Fig.2(b) shows the relationship between the plane-strain fracture toughness,KIc,and the tensile yield strength,σ0.2,of the Mg96.75Zn0.85Y2.05Al0.35alloys prepared from the asquenched RS ribbons and the RS ribbons heat-treated under three different conditions.All the fracture toughness values measured in this study satisfied the requirements of the ASTM E399–12ε3standard.Thus,they were regarded as plane-strain fracture toughness values,KIc.As shown,the as-quenched RS ribbon-consolidated alloy showed the highest yield strength;however,theKIcvalue was small.In contrast,theKIcvalue of the heat-treated RS ribbon-consolidated alloys increased by~1.5-times that of the non-heat-treated alloy.Fig.2(c) shows the relationship between theKIcand the elongation of the RSribbon-consolidated alloys.KIcwas equal to~9.5 MPa m1/2even with a uniform elongation of only 0.3%;nevertheless,this value increased with increasing elongation.
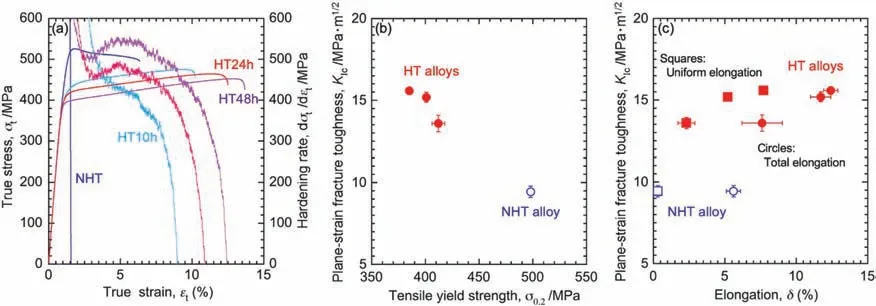
Fig.2.(a)Typical true stress-strain curves of the RS ribbon-consolidated Mg96.75Zn0.85Y2.05Al0.35 alloys deformed under tension at room temperature.Changes in the strain hardening rates are also displayed.(b) Relationship between the plane-strain fracture toughness and the tensile yield strength.(c) Relationship between the plane-strain fracture toughness and the elongation.
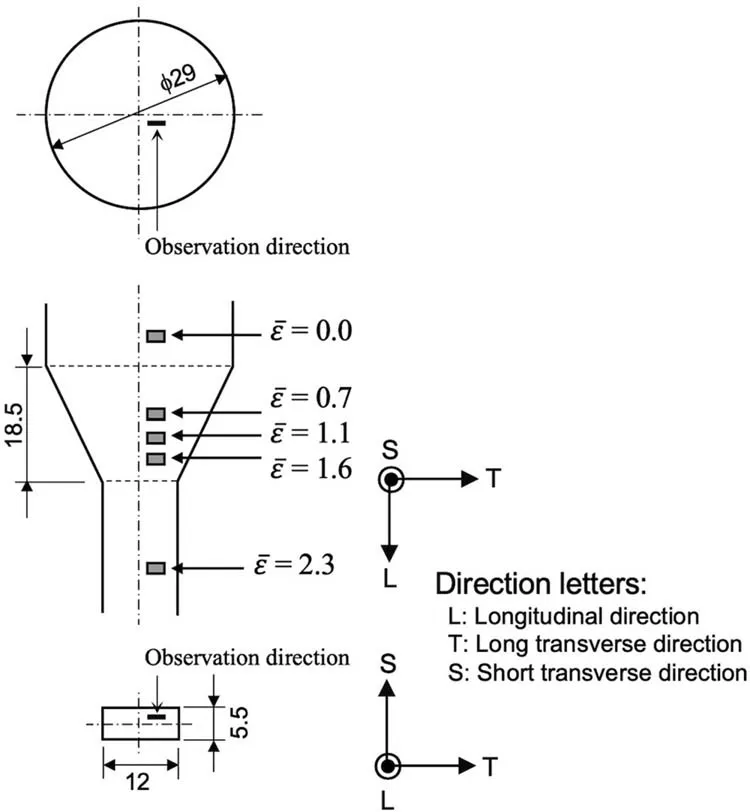
Fig.3.Schematic diagram of the positions of the SEM and EBSD observations.

Fig.4.(a) Cross-sectional SEM image and (b) IPF map of the as-quenched RS Mg96.75Zn0.85Y2.05Al0.35 alloy ribbon.(c) Schematic diagram of the beam direction.(d) (0001) and (100) discrete pole figures obtained from the non-contact side and the roll-contact side.
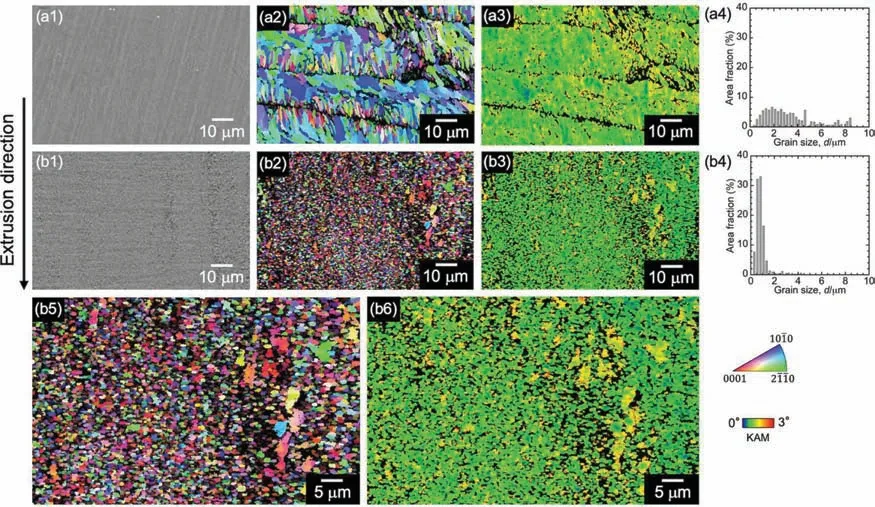
Fig.5.(a1,b1) SEM images,(a2,b2) IPF maps,(a3,b3) KAM maps,and (a4,b4) grain size distributions of the as-quenched RS ribbon-consolidated Mg96.75Zn0.85Y2.05Al0.35 alloy at the positions where (a) =0 and (b) =2.3.(b5,b6) Magnified IPF and KAM maps at =2.3.
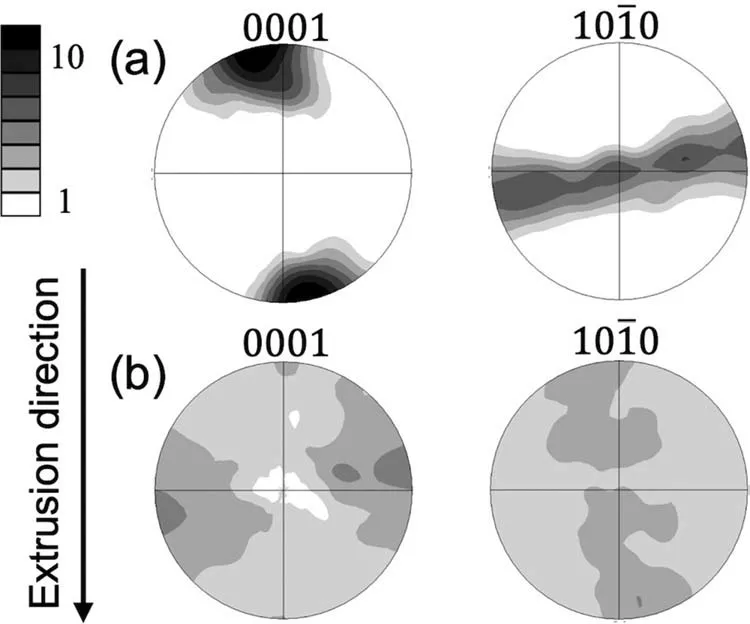
Fig.6.EBSD-derived (0001) and (100) pole figures of the as-quenched RS ribbon-consolidated Mg96.75Zn0.85Y2.05Al0.35 alloy taken from the positions where(a) =0 and (b)=2.3.
3.2.Microstructure
To clarify the texture development and dynamic recrystallization behavior during plastic flow consolidation of the rapidly solidified Mg96.75Zn0.85Y2.05Al0.35alloy ribbons,the microstructures of the RS ribbon and the RS-ribbonconsolidated alloys were observed using SEM and EBSD.The material remaining in the extrusion die was also observed.The average equivalent strainwas obtained by the following equation [40],

The remaining materials were picked from two positions at=0 (R1) and 2.3 (R10) for the specimen prepared from the as-quenched RS ribbons,and from five positions at=0,0.7(R2),1.1 (R3),1.6 (R5),and 2.3 for the specimen prepared from the heat-treated RS ribbons.Fig.3 shows a schematic diagram of these positions.
3.2.1.Microstructural evolution during extrusion of the as-quenched RS ribbons
Initially,the microstructures of the as-quenched RS ribbons were investigated.More specifically,Fig.4 shows the SEM image,the inverse pole figure (IPF) map,and the discrete pole figures of the ND-RD section of an as-quenched RS ribbon.The slight contrast between the grains in the backscatter electron (BSE) image indicates that the as-solidified structure differed significantly between the roll-contact side and the non-contact side,with the former consisting of fine grains and the latter consisting of distorted columnar crystals.The IPF map also revealed that the structure close to the roll-contact surface consisted of fine grains with random orientations,and columnar crystals grew from the center of the ribbon to the upper region in the direction opposite to the roll rotation direction.The EBSD-derived (0001) and (100)pole figures indicate that the as-quenched RS ribbons possessed strong basal texture in which thec-axes of the grains were parallel to the normal direction,although this texture tendency weakened close to the roll-contact surface.
Fig.5 shows the SEM images,IPF maps,KAM maps,and grain size distribution histograms taken from the L-T section of the bulk Mg96.75Zn0.85Y2.05Al0.35alloy prepared by consolidation of as-quenched RS ribbons.At=0 (initial microstructure),the BSE-SEM image did not show obvious contrast,but the IPF map clearly showed that the RS ribbons were stacked in such a way that the ND of the RS ribbon was parallel to the ED.At the position where=2.3 (final microstructure),sub-micron-sized fine grains and coarse worked grains were observed.The volume fractions of the former and latter were~94% and~6%,respectively.The average grain size of theα-Mg DRXed grains was~0.5 μm.The worked grains can be characterized by a relatively high intra-granular misorientation,which can be detected by color gradation in the IPF map and high KAM angles.

Fig.7.(a) Cross-sectional SEM image and (b) IPF map of the RS Mg96.75Zn0.85Y2.05Al0.35 alloy ribbon heat-treated at 738 K for 24 h.(c) Schematic diagram of the beam direction.(d) (0001) and (100) discrete pole figures obtained from the non-contact side and the roll-contact side.
Fig.6 shows the (0001) and (100) pole figures obtained from the positions where=0 and 2.3.More specifically,the initial microstructure at=0 had a strong basal texture,in which the〈0001〉axis became parallel to the ED.This may be caused by the original texture of the columnar grains in the RS ribbon,as shown in Fig.4.The final microstructure at=2.3 hada <100>fiber texture in which the<100>axis was parallel to the ED,but its intensities became weak.The extrusion process resulted in grain refinement and texture weakening owing to the dynamic recrystallization.
3.2.2.Microstructural evolution during extrusion of the heat-treated RS ribbons
Fig.7(a) shows a BSE-SEM image of the ND-RD section of the heat-treated RS ribbon,which indicates a duplex microstructure.The bright contrast region corresponds to the LPSO phase enriched with both Zn and Y.As indicated,the precipitation morphology of the LPSO phase differed between the roll-contact and the non-contact sides.In addition,the IPF map shown in Fig.7(b) displays the grain boundaries,wherein the roll-contact side maintained fine grains and the non-contact side maintained coarse columnar crystals after heat-treatment at 783 K for 24 h.The results of BSESEM and IPF observations therefore revealed that the LPSO phase in the roll-contact side was precipitated as coarse grains along the grain boundaries,while the LPSO phase on the noncontact side was finely precipitated inside theα-Mg matrix grain.Fig.7(d)shows the(0001)and(100)discrete pole figures obtained from the non-contact-side and the roll-contactside of the heat-treated RS ribbon.The texture in each region was similar to that of the as-quenched RS ribbon,as shown in Fig.4.Heat-treatment to the RS ribbon therefore caused the grain growth and LPSO precipitation,although the texture that developed during solidification still remained.
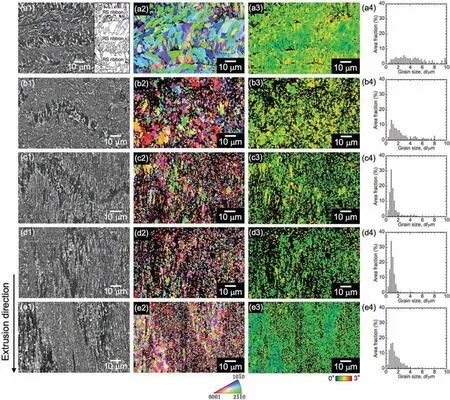
Fig.8.(a1-e1) SEM images,(a2-e2) IPF maps,(a3-e3) KAM maps,and (a4-e4) grain size distributions of the heat-treated RS ribbon-consolidated Mg96.75Zn0.85Y2.05Al0.35 alloy at the positions where (a) =0,(b) =0.7,(c) =1.1,(d) =1.6,and (e) =2.3.
Fig.8 shows the SEM images,IPF maps,KAM maps,and grain size distribution obtained from the L-T section of the bulk Mg96.75Zn0.85Y2.05Al0.35alloy prepared from heattreated RS ribbons.More specifically,the BSE-SEM image and the IPF map of the initial microstructure at=0 show that as in the case of the as-quenched RS ribbons,the heattreated RS ribbons were stacked in such a way that the ND of the RS ribbon was parallel to the ED.The BSE-SEM images taken from the positions at=0.7 to 2.3 show that the stacking bundle of the RS ribbons rotated gradually toward the ED with an increase in the average equivalent strain.The plastic flow subjected the RS ribbons to strong shear deformation,which promoted the densification of the RS ribbons,thereby resulting in densification and consolidation of the RS ribbons accompanied by surface oxide film breakdown and bonding between fresh metallic surfaces.The IPF map indicates that no dynamic recrystallization occurred at=0 (initial microstructure),although dynamic recrystallization began at=0.7,especially in the coarse columnar grains with a highly dispersed LPSO phase.Furthermore,the volume fraction of the DRXed grains was found to increase with an increasing the equivalent strain.Almost all DRXed grains at=0.7,1,1,and 1.6 maintained submicron grain sizes,while heterogeneous grain growth was observed at=2.3.The final microstructure at=2.3 was a trimodal microstructure consisting of submicron-sized DRXed grains,micron-sized DRXed grains,and worked grains.The grain size distribution spread widely from~300 nm to~3 μm,and the average grain size of the DRXed grains was~1.1 μm.These results indicate that it is quite difficult to separate the grains into two groups of submicron-sized and micron-sized grains.The KAM values also seemed to be bimodally distributed in accordance with the dynamic recrystallization behavior;the values in the worked grains tended to be higher than those in the DRXed grains.Changes in the KAM distribution are discussed in detail later.
As shown in Fig.9,the (0001) and (100) pole figures show the textural development during extrusion in the bulk Mg96.75Zn0.85Y2.05Al0.35alloy prepared from heat-treated RS ribbons.Although,the strong basal texture that originates from the texture formed during the fabrication of the RS ribbons was maintained at=0,lattice rotation,in which the<100>axes turned from the RD to the ED,began at=0.7.As the equivalent strain increased,the intensity of the texture became weak,and the final microstructure exhibited a weak texture of<100>//ED.
4.Discussion
4.1.Multimodal microstructural evolution

Fig.9.EBSD-derived (0001) and (100) pole figures of the heat-treated RS ribbon-consolidated Mg96.75Zn0.85Y2.05Al0.35 alloy taken from the positions where(a) =0,(b) =0.7,(c)=1.1,(d) =1.6,and (e) =2.3.
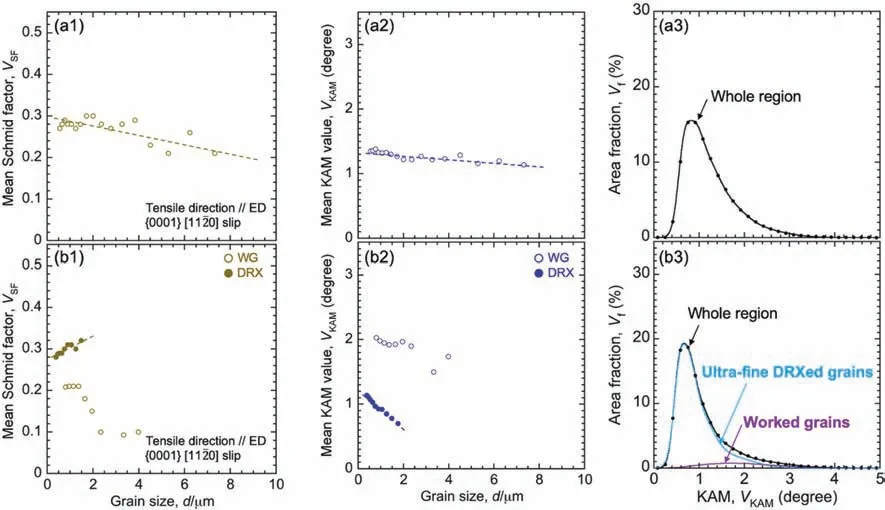
Fig.10.(a1,b1) Bivariate plot graph of the grain size (d) and the mean Schmid factor (VSF) for basal slip.(a2,b2) Bivariate plot graph of the grain size(d) and the mean KAM value (VKAM).(a3,b3) Results of the peak separations for the KAM distribution curves of the as-quenched RS ribbon-consolidated Mg96.75Zn0.85Y2.05Al0.35 alloy taken from the positions where (a)=0 and (b) =2.3.
The results of SEM/EBSD measurements indicated that the Mg96.75Zn0.85Y2.05Al0.35bulk alloy prepared from the asquenched RS ribbons exhibited a bimodal microstructure consisting of fine DRXed grains and non-crystallized (worked)grains.Furthermore,the alloy prepared from heat-treated RS ribbons appeared to possess a trimodal microstructure composed of ultrafine DRXed grains,fine DRXed grains,and worked grains.In the latter case,however,it was difficult to clarify the difference between the ultrafine DRXed grains and the fine DRXed grains only from the grain size distribution.Thus,multivariate plots of the grain size,Schmid factor,and KAM values of the alloys were used to define each characteristic microstructure.
Fig.10 shows the bivariate plot graphs of the grain size(d)and the Schmid factor (VSF) for the basal slip,in addition to the corresponding plots ofdand the KAM angle (VKAM) for the alloy prepared from the as-quenched RS ribbons.More specifically,thed-VSFbivariate plot of the position where=0 (Fig.10(a1)) showed a single mode with a negative relationship (ΔVSF/Δdis negative.),and the Schmid factors were found to range from 0.2 to 0.3.Thed-VKAMbivariate plots of the position where=0 (Fig.10(a2)) also displayed a single mode with a slight negative relationship;the KAM values fell in the range of 1.1 to 1.4°.On the other hand,thed-VSFandd-VKAMbivariate plot graphs of the position where=2.3 (Figs.10(b1) and 10(b2)) showed that the alloy formed two groups that consisted of the worked grains with low Schmid factors and high KAM angles (hereafter,called Group 1) and fine DRXed grains with high Schmid factors and low KAM angles (Group 2).In particular,thed-VKAMbivariate plots clearly displayed a bimodal microstructure;Group 1 of the worked grains was characterized by a micrometer grain size,high KAM angles (1.5–2.1°),and a negative relationship.On the other hand,Group 2 of the ultrafine DRXed grains exhibited lower KAM angles (0.6–1.2°),and a substantial negativeΔVKAM/Δd.According to this grouping,the peak separation for the KAM distribution curve shown in Fig.10(b3) was conducted.The volume fractions of Groups 1 and 2 were 6 and 94%,respectively.
Fig.11 shows thed-VSFandd-VKAMbivariate plot graphs of the alloy prepared from the RS ribbons heat-treated at 783 K for 24 h.At=0,thed-VSFbivariate plots(Fig.11(a1)) exhibited a single mode with a slight negative relationship and a small amount of scattering.Thed-VKAMbivariate plots also presented a single mode;the mean KAM value did not depend on the grain size and maintained a constant value of~1.2°.Dynamic recrystallization began at=0.7;consequently,two groups (i.e.,worked grains and fine DRXed grains) appeared in thed-VKAMandd-VKAMbivariate plots at=1.6,as shown in Figs.11(b1) and 11(b2).Group 1 of the worked grains was characterized by low Schmid factors and high KAM values with large amounts of scatter.By contrast,Group 2 of the ultrafine DRXed grains was characterized by high Schmid factors with a large positiveΔVSF/Δdand intermediate KAM angles with a large negativeΔVKAM/Δd.Unlike the alloy prepared from the asquenched RS ribbons,the alloy prepared from the heat-treated RS ribbons produced the third group when subjected to plastic flow deformation at≥2.3.Group 3 could be characterized by micron-sized grains with a grain size of>2 μm,high Schmid factors,and low KAM values with a slightly negativeΔVKAM/Δd.Following thed-VKAMbivariate plot analysis for the trimodal microstructure evolution,peak separation was performed for the KAM distribution curve of the alloy prepared from the heat-treated RS ribbons,as shown in shown in Fig.11(c3).The volume fractions of Groups 1,2,and 3 were 9,57,and 34%,respectively.
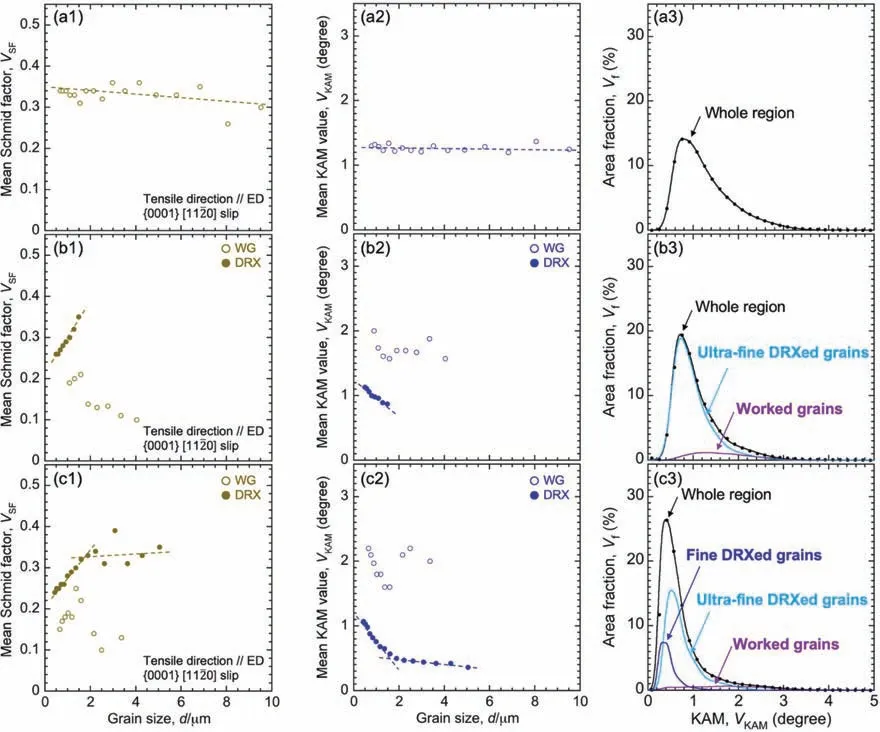
Fig.11.(a1–c1) Bivariate plot graph of the grain size (d) and the mean Schmid factor (VSF) for basal slip.(a2–c2) Bivariate plot graph of the grain size(d) and the mean KAM value (VKAM).(a3–c3) Results of the peak separations for the KAM distribution curves of the heat-treated RS ribbon-consolidated Mg96.75Zn0.85Y2.05Al0.35 alloy taken from the positions where (a) =0,(b)=1.6,and (c) =2.3.
A comparison between the alloys prepared from the asquenched and heat-treated RS ribbons clarified the contribution of each group that was formed in the alloys.The former alloy with Groups 1 and 2 exhibited the highest tensile yield strength with highly strain-hardened characteristics,where further strain-hardening did not occur after yielding as shown in Fig.2.This may be because both of groups possessed relatively high KAM angles.Note that work-softening was also observed in this alloy.This work-softening may be because of the activation of the grain boundary sliding in nanocrystalline materials [41,42].The latter alloys containing Groups 1,2,and 3 showed a large uniform elongation with strain-hardening.It was therefore considered that plastic deformation begins with the plasticity of the fine DRXed grains belonging to Group 3 since their mean Schmid factors for the basal 〈a〉 slip were higher than those of the other groups.Furthermore,the production of those fine grains with low KAM angles (i.e.,with a low dislocation density) afforded ample room for strain-hardening after yielding.It should be noted in this context that strain hardenability has a positive effect in terms of improving the fracture toughness of the alloys.More specidically,Groups 1 and 2 contribute to the alloy strengthening while Group 3 contributes greatly to improving the ductility and strain-hardenability,ultimately resulting in an enhancement in the fracture toughness.
4.2.Role of heat-treatment in determining the mechanical properties
SEM observations and EBSD measurements carried out on the as-quenched and heat-treated RS ribbons provided some helpful information that allowed us to develop an improved understanding of the multimodal microstructural development during extrusion.More specifically,the as-quenched RS Mg96.75Zn0.85Y2.05Al0.35alloy ribbon fabricated by the single-roller melt-spinning technique with a cooling rate of~1.4 × 105K s-1consisted of a super-saturated solid solution [25];however,there was a significant difference in the grain structure between the roll-contact side and the noncontact side,as shown in Figs.4(a) and 4(b).On the rollcontact side,a fine grain band with a mean grain size of~1 μm and a thickness of~10 μm was formed from the roll contact surface.By contrast,on the non-contact side,the distorted columnar crystal band grew with a thickness of~10 μm from the top surface.Heat-treatment of the supersaturated solid solution of the RS alloy at 783 K for 24 h resulted in LPSO phase precipitation along the grain boundaries and inside theα-Mg matrix (see Fig.7).The morphology of the LPSO phase were also quite different between the roll-contact and the non-contact sides.In the fine grain band region (i.e.,the roll-contact side),the coarse block-shaped LPSO phase precipitated along the grain boundaries,accompanied by the advent of a solute-lean matrix region next to the coarse block-shaped LPSO phase.On the other hand,in the columnar crystal band region (i.e.,the non-contact side),the fine LPSO phase tended to precipitate inside theα-Mg matrix.This duplex microstructure formation seemed to be caused by the difference in grain boundary densities between the two regions,wherein the density of the grain boundary in the fine grain band region is significantly higher than that in the coarse columnar crystal band region.It should be noted that the formation of the block-shaped LPSO phase that contains~6 at% Zn and~9 at% Y produced a solute-leanα-Mg matrix region.The variation in the solute concentration between the solute-leanα-Mg matrix and the plate-shaped LPSO phase containing theα-Mg matrix therefore influences the dynamic recrystallization process taking place during extrusion.Moreover,the BSE-SEM image and IPF map obtained from the final microstructure (=2.3) of the heattreated RS ribbon-consolidated alloys (Figs.8(e1) and 8(e2))revealed that grain growth occurred in the solute-leanα-Mg matrix region.This indicates that Group 3,which consisted of fine DRXed grains with low KAM angles,originated in the solute-leanα-Mg grains.From both a metallurgical and a thermo-mechanical viewpoint,it is therefore necessary to apply equivalent strains of ≥2.3 to the heat-treated RS ribbons possessing the variation in the solute concentration in theα-Mg matrix to produce an inherited multimodal microstructure that is effective in enhancing the tensile toughness properties of the alloys.This study focused on trimodal microstructure development rather than dispersion and deformation of the LPSO phase.However,morphology of LPSO phase strongly affects fracture toughness of the Mg-Zn-Yα-Mg/LPSO twophase alloys [13,35].The effect of LPSO phase dispersion on fracture toughness and the dispersion and deformation of LPSO phase during extrusion are currently ongoing,and their results will be reported elsewhere.
Conclusions
In this study,the effect of multimodal microstructural evolution on the tensile and fracture toughness properties of rapidly solidified (RS) ribbon-consolidated Mg96.75Zn0.85Y2.05Al0.35alloys was investigated,and the textural development and dynamic recrystallization behaviors during plastic flow consolidation of the RS ribbons were clarified.
(1) A ductile Mg96.75Zn0.85Y2.05Al0.35alloy exhibiting a high fracture toughness was produced by consolidating the RS ribbons heat-treated at 783 K for 24 h.TheKIcof the alloy was in the range of~15 MPa m1/2,while theσ0.2and the total elongation in the tensile test were~400 MPa and~11%,respectively.The uniform elongation estimated using the Considére criterion was~5.2%.
(2) The as-quenched RS ribbon was found to possess a duplex microstructure that consisted of a fine grain band with a thickness of~10 μm on the roll-contact surface,and a distorted columnar crystal band with a thickness of~10 μm on the non-contact side.Heat-treatment of the super-saturated solid solution of the RS alloy at 783 K caused long-period stacking ordered (LPSO)phase precipitation;in the fine grain band region,the coarse block-shaped LPSO phase precipitated along the grain boundaries accompanied by the advent of a soluteleanα-Mg matrix region near the block-shaped LPSO phase,while in the columnar crystal band region,the fine LPSO phase precipitated inside theα-Mg matrix grains.
(3) Extrusion to promote plastic flow consolidation of the heat-treated RS ribbons produced inherited multimodal microstructure consisting of worked grains with high KAM values (Group 1),ultrafine DRXed grains with intermediate KAM angles (Group 2),and fine DRXed grains with low KAM angles (Group 3).Groups 1 and 2 were found to contribute to the alloy strengthening,while Group 3 contributed greatly to improving the ductility and strain-hardenability,resulting in an enhanced fracture toughness.To form the multimodal microstructure,it was necessary to apply an equivalent strain of≥2.3 to the heat-treated RS ribbons possessing the variation in the solute concentration in theα-Mg matrix.
Data availability statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
CRediT authorship contribution statement
Soya Nishimoto:Conceptualization,Experimental investigation,Data curation,Formal analysis,Writing -Original Draft,Michiaki Yamasaki:Conceptualization,Methodology,Experimental investigation,Formal analysis,Writing-Review&Editing,Yoshihito Kawamura:Project administration,Resources,Funding acquisition.
Acknowledgments
This study was supported by the JSPS KAKENHI for Scientific Research on Innovative Areas “MFS Materials Science” (JP18H05476) and for Scientific Researches(JP20H00312 and JP21H01673).S.N.is also thankful for support from the Research Fellowships of the JSPS for Young Scientists (21J13431).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Microstructures and mechanical properties of titanium-reinforced magnesium matrix composites: Review and perspective
- Effects of deformation twins on microstructure evolution,mechanical properties and corrosion behaviors in magnesium alloys -A review
- A review of effective strides in amelioration of the biocompatibility of PEO coatings on Mg alloys
- The mechanisms of grain growth of Mg alloys: A review
- A new nano-scale surface marking technique for the deformation analysis of Mg-based alloys
- Additive friction stir deposition of AZ31B magnesium alloy