适用小批量卷烟生产的制丝工艺香精添加方法
2022-10-24罗开才李存华马继成侯琪琛陈晓峰
罗开才,李存华,马继成,侯琪琛,陈晓峰
(红塔烟草集团有限责任公司,云南玉溪 653100)
0 引言
在烟草行业,决定卷烟品质除原料外就是生产工艺,其中制丝工序非常关键,各卷烟品牌品规对应相关烟丝原料和生产工艺。因此,正式推向市场的卷烟品牌都是大规模化地在特定的生产线上完成,比如有的品牌烟丝生产量可达10 t/h 以上。由于制丝量较大,香精的添加量和添加速度也随之变大,因此应具有完整的含PLC 控制的自动化系统,比如压力控制阀、香精进出量的自动控制等。基于成本等考虑,显然不适合仅添加几百毫升香精的少量烟丝生产。所以,规模化的制丝生产线往往不适合小批量、小样的卷烟生产,也往往不适合卷烟产品的试制研究。每一种卷烟品牌生产前,都要进行大量的试制工作,关键工艺在制丝过程中的烟丝原料和香精的配伍过程,以便遴选出最优的烟丝的调香工艺。香料在烟丝中的添加,本质是通过管道向烟丝均布的过程,根据不同的用途、不同的场景等而采取的不同技术方案。因此,为解决小批量卷烟生产中对制丝中的香精添加,研究小批量烟草制丝工艺上的香精添加方法很有必要,对提升卷烟品质研究有重要意义。
1 工艺设计原理
1.1 香精添加原理
卷烟生产中的香精添加系统采用压缩空气与液体混合引射雾化,双介质喷嘴均匀喷洒至烟丝的低压液、气压系统实现。配置有:带搅拌器的香精储存桶、泵、流量计、加香精与回料管路、压缩空气控制与引射雾化管路、双介质喷嘴、各种控制元件、电控系统等。配制好的香精置于香精桶内并搅拌均匀,当需要添加香精时,系统发出信号,各控制元件按程序动作,香精经过泵的作用,流经流量计(计量)至双介质喷嘴的中心管,压缩空气经过其管路同时进入双介质喷嘴的外管,并在喷口处与香精混合,通过其压力和流速将香精引射、雾化后均匀喷洒到烟丝上。被加香精后的烟丝通过翻滚混合,实现香精的均匀性吸收,完成香精添加过程。一般料液系统的设置压力小于0.15 MPa。为解决小批量卷烟生产中对制丝中的香精添加,借鉴卷烟生产中的香精添加原理,结合香精的添加量设计储罐,设计原理如图1 所示。
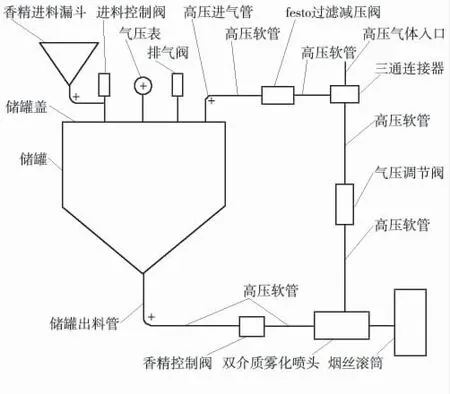
图1 香精添加方法设计原理示意
1.2 储罐及主要附件装配设计
香精进料漏斗、进料控制阀、气压表、排气阀、高压进气管通过焊接安装于储罐盖上;其中,香精进料漏斗采用锥形设计,圆锥角60°,锥底直径90 mm,如图2 所示。

图2 各附件原理示意
如储罐容量设计为2000 mL 以内,上部采用圆柱体、下部采用圆锥体设计。圆柱体的直径为D=170 mm、高H=50 mm,圆锥体锥角设计为a=90°,大致容积约1700 mL以内,符合设计要求。当然可将圆柱体的高H设计为250 mm,则储罐的可达6000 mL,具体储罐容量依具体需求而定,如图3 所示。
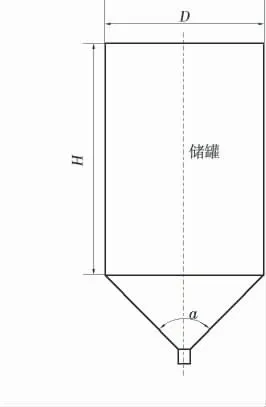
图3 储罐设计示意
1.3 储罐盖和储罐的装配和密闭
储罐盖和储罐配合采用螺纹配合,并内置密封圈,或储罐盖和储罐配合采用焊接,两种方案各有优缺点,采用焊接整体解构强度较好,但储罐内不易清洁;采用螺纹配合,储罐内易清洁,装配方便快捷,但制造工艺较复杂,如图4所示。
2 调试与工作过程
如图1、图4 所示,气压表的量程可采用0~1 MPa,由于该方案小批量制丝生产,高压软管均可采用Φ6 mm,软管长度可根据实际工作环境裁剪。
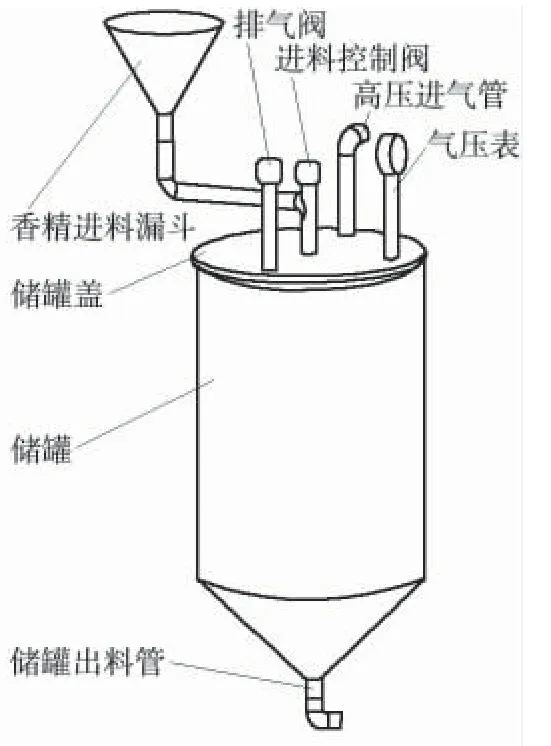
图4 附件装配示意
过程:①通过气压表检查储罐内气压,利用排气阀泄压;②关闭FESTO 过滤减压阀、排气阀及香精控制阀;③打开进料控制阀,将配制好的、定量的香精通过香精进料漏斗注入到储罐中,关闭进料控制阀;④将高压气体接入高压气体入口,使气体进入三通连接器,经过高压软管,进入FESTO 过滤减压阀,调压并打开,气体经高压软管,通过高压进气管注入到储罐中;⑤根据气压表上的技术参数开启香精控制阀,高压气体通过高压软管和高压软管,将香精注入双介质雾化喷头中;⑥高压气体经三通连接器后,气体经高压软管通过气压调节阀调压,再通过高压软管进入双介质雾化喷头,将香精雾化、均匀喷洒在烟丝滚筒内的烟丝中;⑦香精添加完成后,将系统移到非工作位置,把清洗水通过香精进料漏斗注入到储罐中,运行以上步骤和流程,对系统进行清洗;⑧当清洗排出的水清澈干净时,停止清洗水,通过压缩空气对系统进行吹扫,保持系统无积液、清洁干燥。
3 效果分析与讨论
本技术方案解决了小批量卷烟生产中对制丝中的香精添加,有利于卷烟试制的研究,提高卷烟的试制及研究烟丝和香精配伍的效率。由于储罐设计仅按几升容量设计,而正式制丝生产线上的香精储罐有几十升或上百升,因此本方案仅适合小批量、小样的制丝和卷烟生产,利于卷烟产品的试制研究。由于采用高压软管连接各阀门控制端口,利用高压软管的可塑性,可以在任何合适的位置实现人工将雾化的香精均匀喷洒在烟丝滚筒内的烟丝中,实现了人工添加,解决了小批量烟草制丝香精的难题,避免了在大型制丝生产线上进行制丝调香研究的影响。由于香精控制阀只有在储罐内盛有规定要求的香精且气压符合要求才开启,使雾化香精在滚筒内对烟丝的添加更均匀通透,这种用压缩气加压的新方式比常规制丝生产线上用齿轮泵、膜片泵供料更具优异性,也界定了烟丝加香是小样还是大规模生产;排气阀具有泄压作用,简单讲就是储罐有压力时,不能打开进料控制阀,具体的气压值由气压表测定,由于FESTO 过滤减压阀具有较强的空气过滤作用,避免了压缩空气中的杂质等进入储罐中,人工操作更方便灵活、高效。小批量卷烟生产中对制丝中的香精添加一直是技术难点,难点在于添加的香精少,通常几百毫升,不适于在大型制丝生产线上完成;其次,小批量制丝中香精添加的均布性和通透性要求更高,本技术方案能更好解决。
4 结论
综上所述,本技术方案有利于卷烟试制的研究,也适于小批量的制丝和卷烟生产,具有人工操作方便、结构原理简洁可靠、添加香精精准等特点,可提高卷烟的试制及研究烟丝和香料配伍的效率,利于提高卷烟品质的研究,有较高推广应用价值。
