多轴锻造与T852热处理对Al-Cu-Li合金组织及力学性能的影响
2022-10-21钟立伟冯朝辉高文理陈军洲
钟立伟, 冯朝辉, 高文理, 陈军洲, 陆 政
(1. 中国航发北京航空材料研究院 铝合金研究所, 北京 100095;2. 中国航发北京航空材料研究院 北京市先进铝合金材料及应用工程技术研究中心, 北京 100095;3. 湖南大学 材料科学与工程学院, 湖南 长沙 410082)
铝锂合金因其显著的减重效应而被广泛用作航空与航天器结构件[1-2]。基于第二、三代铝锂合金的研制经验,北京航空材料研究院开发出了新型轻质高强Al-Cu-Li合金,其Cu、Li主合金化元素含量按临近饱和限设计,并且与大部分铝合金一样具有较高的层错能。基于这些特点,Al-Cu-Li合金在高温与低应变速率下单轴压缩至较大应变时也难以发生再结晶[3],并且在均匀化退火后的空冷过程中容易析出粗大第二相粒子,这些粒子容易引起应力集中,并成为裂纹源,从而对合金的力学性能产生不利影响。
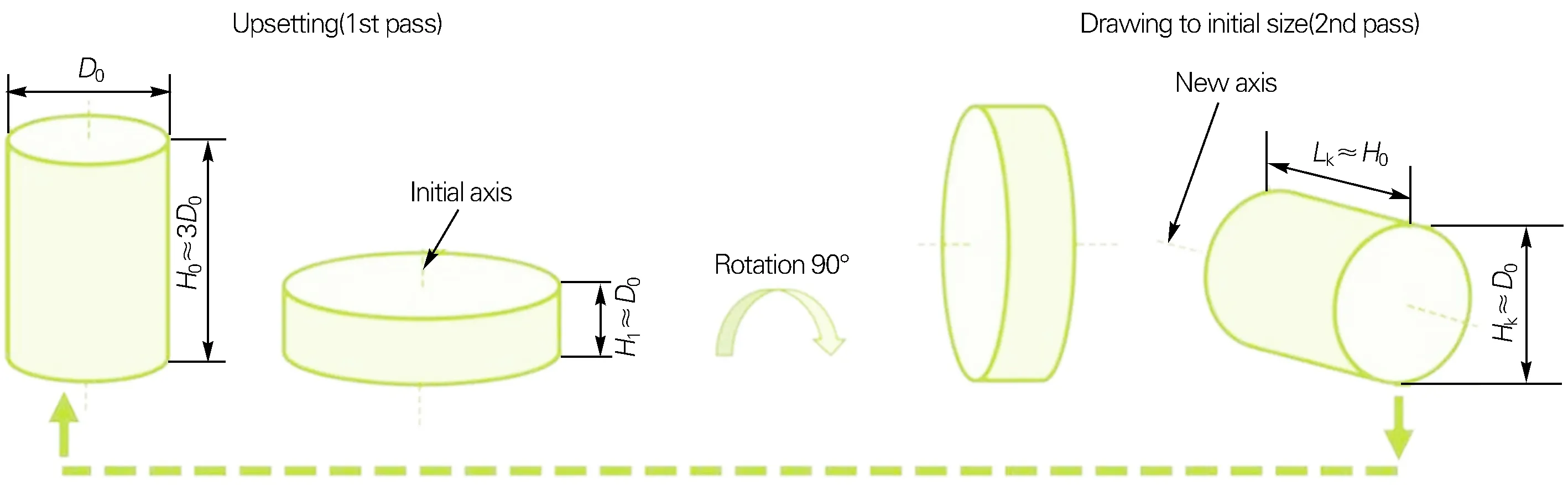
图1 多轴锻造工艺示意图Fig.1 Schematic diagram of multi-axial forging
大量研究[4-5]表明,微观组织细化处理是提高合金力学性能的重要手段,均匀及微细化的组织结构不仅可以使合金获得良好的强度、韧性匹配,而且有利于提升合金的耐腐蚀性及疲劳性能。然而,常规的挤压与轧制等工艺对合金的组织细化作用有限,故诸多学者提出了多种可以将晶粒细化至亚微米,甚至纳米级的大塑性变形技术[6]。与高压扭转、等径角挤压及往复镦挤等大塑性变形技术相比,多轴锻造工艺具有流程简便、无需特殊设备和模具及执行成本低的优点,适用于制备大型锻件及锻坯[7]。与传统的单轴压缩工艺不同,多轴锻造的加载轴是变化的,这非常有利于细化晶粒,并且降低材料的各向异性[8]。目前,关于多轴锻造镁合金[9]、钛合金[10]及常规铝合金的报道较多,而多轴锻造铝锂合金的相关研究暂未见公开报道。Zhao等[11]研究了多轴锻造应变速率和温度参数对Al-Zn-Mg-Cu合金晶粒结构的影响,结果表明,晶粒细化效果受动态再结晶机制控制,当连续动态再结晶为主要再结晶机制时,应变速率的降低或温度的升高会促进新晶粒的形成。Rao等[12]在液氮温度下对6061铝合金进行多轴锻造,获得平均尺寸为250 nm的亚晶粒组织,且随着累积应变增加至5.4,合金的抗拉强度和硬度均得到提升。由于多轴锻造后Al-Cu-Li合金中亚结构、亚稳相等微观组织不稳定,尤其是在较高温度下容易发生复杂变化,并且该合金为可热处理强化型合金,故可对锻造态合金进行后续热处理,以达到提高合金性能与组织稳定性的目的。
本文通过对国产Al-Cu-Li合金进行不同道次多轴锻造与热处理试验,研究合金的显微组织和力学性能变化规律,分析强韧化机制,为铝锂合金的国产化及应用提供理论与试验参考。
1 试验材料与方法
本文所采用的试验材料为均匀化退火态Al-Cu-Li合金铸锭,其化学成分见表1。从直径为φ450 mm且长度为3000 mm的铸锭中切取多个直径为φ60 mm且长度为180 mm的柱形试样。采用Y032型12.5 MN的液压机对试样进行多轴锻造试验,其中变形温度与模具温度分别为440 ℃和350 ℃,高温润滑剂为一种石墨基混合物,变形速率为8 mm/s。多轴锻造工艺简图如图1 所示,先将试样镦粗至初始高度的1/3,然后将其翻转90°并换向拔长至初始尺寸。通过2道次、4道次和6道次变形,试样中分别引入1.7、3.4和5.1的累积真应变。道次真应变由ε=ln(h0/h)计算,其中h0和h分别为试样初始高度与最终高度。然后将6道次锻造试样进行T852热处理(520 ℃×2 h+5%冷压缩+140 ℃×24 h)。

表1 试验合金的化学成分(质量分数,%)
统一从锻件的相同心部位置取样用于组织分析及性能检测。光学显微镜(OM)型号为Leica DM4000 M,腐蚀试剂为Keller’s溶液(2 mL HF+3 mL HCl+5 mL HNO3+90 mL H2O);配备电子背散射衍射(EBSD)及能谱(EDS)附件的扫描电镜(SEM)型号为JEOL JSM-7900F,电解抛光腐蚀液为10%(体积分数,下同)HClO4+90%C2H5OH;透射电镜(TEM)型号为TECNAI G2 F20,双喷电解腐蚀液为30%HNO3+70% CH3OH。室温拉伸试验使用INSTRON 4507电子万能材料试验机,依据GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》进行。拉伸试样是直径为φ5 mm,原始标距为25 mm的标准样,计算3次有效数据的平均值及标准偏差。
2 试验结果与讨论
2.1 均匀化退火态组织
Al-Cu-Li合金经过均匀化退火后的微观组织见图2。均匀化处理后合金中枝晶偏析基本消除,未出现过烧现象,晶界清晰,晶粒呈等轴状且均匀分布,由划线法统计的平均晶粒尺寸约450 μm,如图2(a)所示。由SEM照片可观察到,亮白色粗大第二相沿晶界呈链状分布,并且X射线能谱分析(EDS)结果表明,其由Cu及Al元素组成,如图2(b)所示。相关研究[13]表明,这是合金在凝固或空冷过程中由于基体中的溶质原子容易在能量较高的晶界处偏聚而形成的Al2Cu相。另外,在晶粒内部可观察到许多长6~15 μm的板条状第二相。为了进一步确定板条状第二相的结构,采用TEM进行观察,从明场像(见图2(c))可知该相宽度约48 nm,并且由沿[112]Al晶带轴的选区电子衍射(SAED)花样可知,该相为T1(Al2CuLi)相(见图2(d))。这些T1相是在均匀化保温后的空冷过程中从过饱和固溶体中析出的,较慢的冷却速率导致T1相在析出过程中发生粗化,并长大至较大尺寸。该结果与Wang等[14]和Yu等[15]对Al-Cu-Li合金的观察结果吻合。
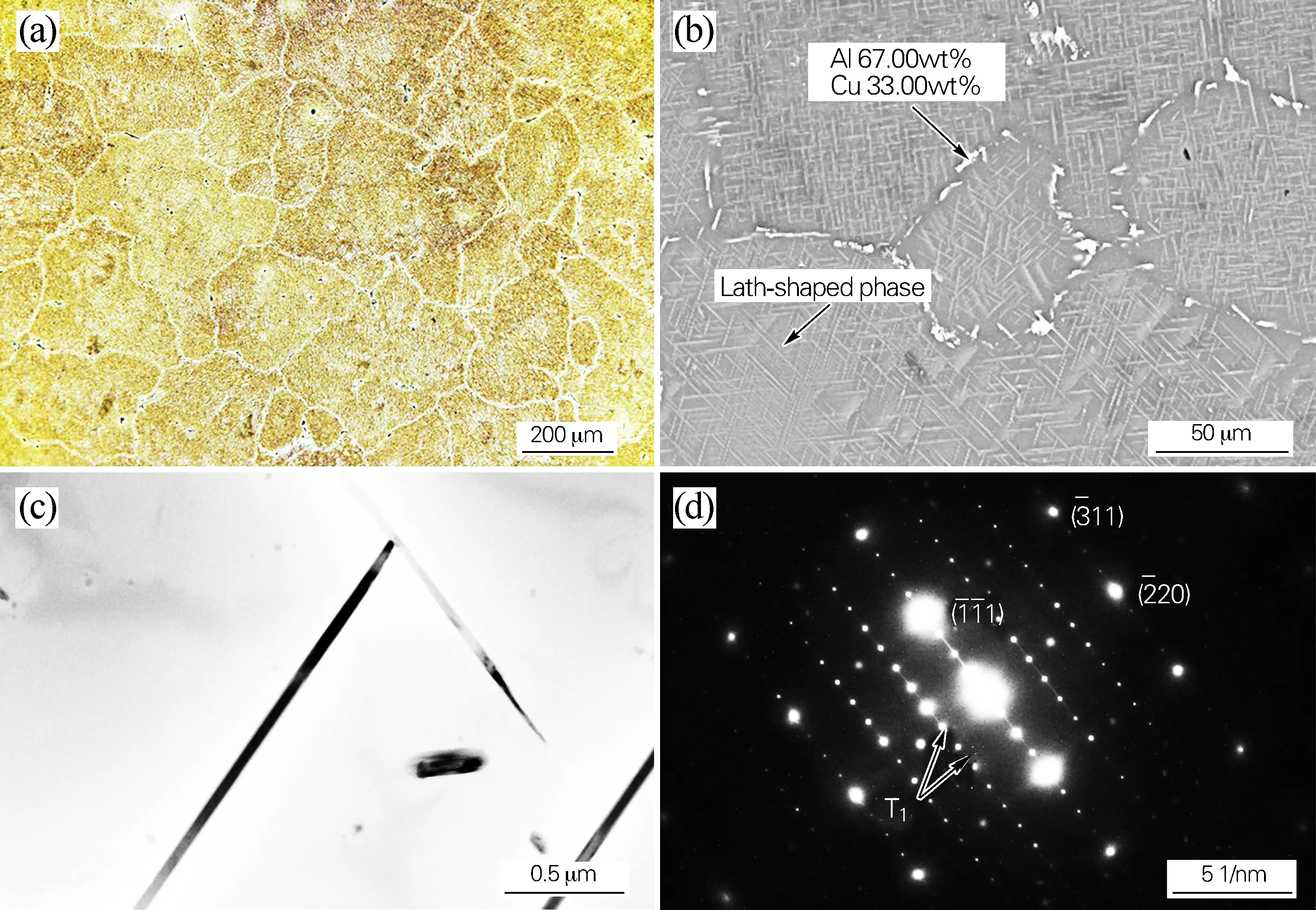
图2 均匀化退火态Al-Cu-Li合金的微观组织(a)OM照片;(b)SEM照片和EDS结果;(c)T1相沿[112]Al晶带轴的TEM明场像;(d)T1相沿[112]Al晶带轴的SAED花样Fig.2 Microstructure of the as-homogenized Al-Cu-Li alloy(a) OM image; (b) SEM image and EDS result; (c) bright field image of T1 phase along [112]Al zone axis; (d) SAED pattern of T1 phase along [112]Al zone axis
2.2 多轴锻造后组织
图3为Al-Cu-Li合金经不同道次多轴锻造后取向成像图与晶界图的叠加图,图中的颜色表示取向信息,粗黑线为大角度晶界(>15°),细白线为小角度晶界(2°~15°),AD为轴向,RD为径向。当合金经过2道次锻造后(见图3(a)),粗大原始晶粒沿RD方向被压扁,并沿AD方向被拉长,微观组织主要由大量拉长的原始晶粒及少量细小等轴状动态再结晶晶粒组成。晶界因不均匀应变作用而发生较明显起伏,有少量细小动态再结晶晶粒在原始晶界处生成,如图3(a)中黑色箭头所指。另外,晶内形成大量小角度晶界,有一些动态再结晶晶粒在原始晶粒内部形成,如图3(a)中白色箭头所指。当合金经过4道次锻造后(见图3(b)),动态再结晶晶粒的数量相比2道次时明显增多,并且组织中仍然存在拉长的原始晶粒。在变形的原始晶粒内部可观察到不少大角度晶界,如图3(b)中箭头所指。当锻造道次进一步增加至6道次(见图3(c)),动态再结晶晶粒数量继续增加,晶界起伏程度明显减轻,晶粒尺寸及分布更均匀,视野中由细白线标示的小角度晶界的含量显著减少,微观组织结构向大量动态再结晶晶粒及少量残余的原始晶粒转变。

图3 不同道次锻造Al-Cu-Li合金的取向成像图与晶界图的叠加图(a)2道次;(b)4道次;(c)6道次Fig.3 Overlayed maps of orientation image and grain boundary diagram of the Al-Cu-Li alloy with different forging passes(a) 2 passes; (b) 4 passes; (c) 6 passes
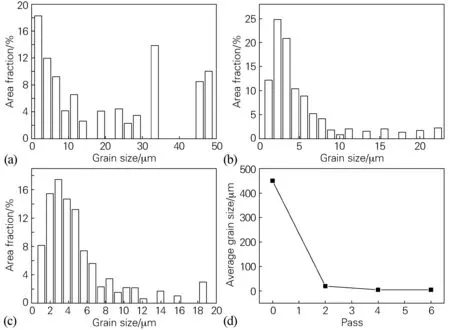
图4 不同道次锻造Al-Cu-Li合金的晶粒尺寸分布(a~c)及平均晶粒尺寸(d)(a)2道次;(b)4道次;(c)6道次Fig.4 Grain size distribution(a-c) and average grain size(d) of the Al-Cu-Li alloy with different forging passes(a) 2 passes; (b) 4 passes; (c) 6 passes

图5 不同道次锻造Al-Cu-Li合金的晶粒取向差分布(a)2道次;(b)4道次;(c)6道次Fig.5 Misorientation distribution of the Al-Cu-Li alloy with different forging passes(a) 2 passes; (b) 4 passes; (c) 6 passes
Al-Cu-Li合金经不同道次锻造后的晶粒尺寸与取向差分布均由EBSD定量分析,结果分别如图4和图5所示。从图4可以看出,随着锻造道次的增加,最大晶粒尺寸从约48 μm降低至约18 μm,且小尺寸晶粒比例增加;平均晶粒尺寸首先从均匀化退火态的约450 μm大幅减小至2道次的约20 μm,然后再逐渐缓慢减小至6道次的约5 μm。由图5可知,随着锻造道次数由2道次增加至6道次,平均取向差由19.52°逐渐增加至28.0°,而小角度晶界比例由62.73%逐渐减小至36.70%。
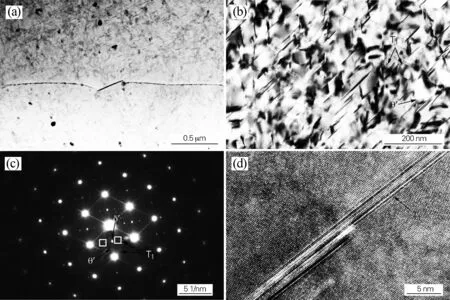
图6 多轴锻造6道次及T852热处理后Al-Cu-Li合金沿[110]Al晶带轴的TEM照片(a)晶界明场像;(b)晶内明场像;(c)SAED花样;(d)HRTEM照片Fig.6 TEM images along [110]Al zone axis of the Al-Cu-Li alloy after 6 passes multi-axial forging and T852 heat treatment(a) bright field image of grain boundary; (b) bright field image of grain interior; (c) SAED pattern; (d) HRTEM image
结合试验结果可知,Al-Cu-Li合金在多轴锻造过程中发生了连续动态再结晶及不连续动态再结晶,并且以连续动态再结晶为主。经2道次锻造后(见图3(a)),被拉长的原始大晶粒内生成一些细小新晶粒及大角度晶界,呈现出明显的连续动态再结晶特征。其中,新生成的晶内大角度晶界与变形带的发展相关联,这些晶界可以为动态再结晶晶粒提供形核点[16]。另外,该条件下晶界起伏较明显,有少量细小新晶粒在原始大角度晶界处形核并长大,呈不连续动态再结晶特征。当锻造道次增加至4道次时(见图3(b)),累积应变量和加载轴变换次数的增加促进了晶粒的破碎及变形带的形成,部分原始大晶粒中能观察到细小新晶粒呈条带状分布,晶粒尺寸进一步减小(见图4)。Al-Cu-Li合金在加载轴变换的多轴锻造过程中存在不均匀变形,引发晶界的不协调滑移,产生局部应变梯度,促进变形带的形成,为连续动态再结晶晶粒形核提供了有利位置。Sitdikov等[17]在450 ℃对Al-Mg合金进行多轴锻造后也发现变形带的形成,及其促进连续动态再结晶的行为。当锻造道次继续增加至6道次时,在加载轴向变化的应变作用下,变形带间的交割作用加剧,交割区域位错间相互作用加强,位错晶界不断吸收周围的位错,促使小角度晶界更多地向大角度晶界转变,大角度晶界的比例及平均取向差逐渐增加(见图5),进而使更多粗大原始晶粒被分割成许多细小新晶粒,再结晶比例及晶粒尺寸均匀性显著提高。
2.3 热处理后组织
经6道次锻造及预变形量为5%的T852热处理后,Al-Cu-Li合金沿[110]Al晶带轴的TEM照片如图6所示。由图6(a)可知,合金中未观察到均匀化退火态时粗化T1相,说明其已回溶至基体中,另外晶界析出相呈断续分布。Lin等[18]在2099铝锂合金的研究中指出,晶界析出相的断续分布可以缓解晶界处的位错塞积与应力集中,进而有益于提升合金的伸长率。在晶内(见图6(b))可以观察到许多沿不同取向析出的细小板条相,结合试样沿[110]Al晶带轴的SAED花样(见图6(c))与相关文献[19]可知,衍射花样中最小平行四边形中心亮点代表δ′相(Al3Li,L12型结构),过中心的短对称轴代表θ′相(Al2Cu,四方晶),四条边和中间对称的两个亮点代表T1相(六方晶),T1相的高分辨透射电镜(HRTEM)照片见图6(d),故Al-Cu-Li合金经T852热处理后析出了不同数量的T1相、θ′相及δ′相。此外,在[110]Al方向的明场相及衍射花样(见图6(b,c))还可以看出,T1相为主要析出相,沿两个交叉方向分布,且长度范围为25~85 nm,其取向分布与均匀化退火态的一样,但尺寸发生显著细化;θ′相的含量较少,其长度范围为25~48 nm。
文献[20]指出,对于Al-Cu-Li-X系合金,当Cu/Li比为2.5~4.0时,常见的析出序列为SSSS(过饱和固溶体)→GP区→GP区+δ′→θ″+θ′+δ′→δ′+T1→T1。δ′相是铝锂合金在时效前期形成的共格强化相,其同铝基体间的错配度仅为0.08%,并且界面能低至14 mJ/m2,因而δ′粒子的形核激活能较小且驱动力较大,使其可以快速析出。θ′相是由淬火后或人工时效前期生成的GP区(预脱溶原子偏聚区)演变而来,其是半共格亚稳相,在时效前期呈细小针状。T1相的三维形貌为六角柱形体,其与铝基体部分共格且在基体中产生较大的畸变能,形核功较高,故比δ′相更难形核析出。Al-Cu-Li合金在T852热处理过程中,高温固溶阶段大部分第二相粒子回溶到Al基体中,以形成过饱和固溶体,淬火后合金中产生大量空位缺陷。时效前的预压缩处理让Al基体中形成很多位错,紧接着在时效过程中位错与溶质原子和空位缺陷产生相互作用,并影响析出动力学。一方面,位错与空位间的相互作用使空位浓度降低,进而削减了δ′相的析出形核位置[21]。另一方面,位错可给溶质原子提供诸多便利的扩散通道,使Cu、Li等原子向位错处聚集,从而让位错及其附近区域成为溶质的过饱和区,为θ′相与T1相的析出形核提供大量优势位置[22]。随着时效时间的逐渐延长,析出相间的竞争关系将促使T1相为了争夺Li原子而消耗δ′相,并且为了争夺Cu原子而消耗θ′相,导致时效后期δ′相与θ′相的数量减少,而T1相的数量显著增加。
2.4 拉伸性能与断口形貌
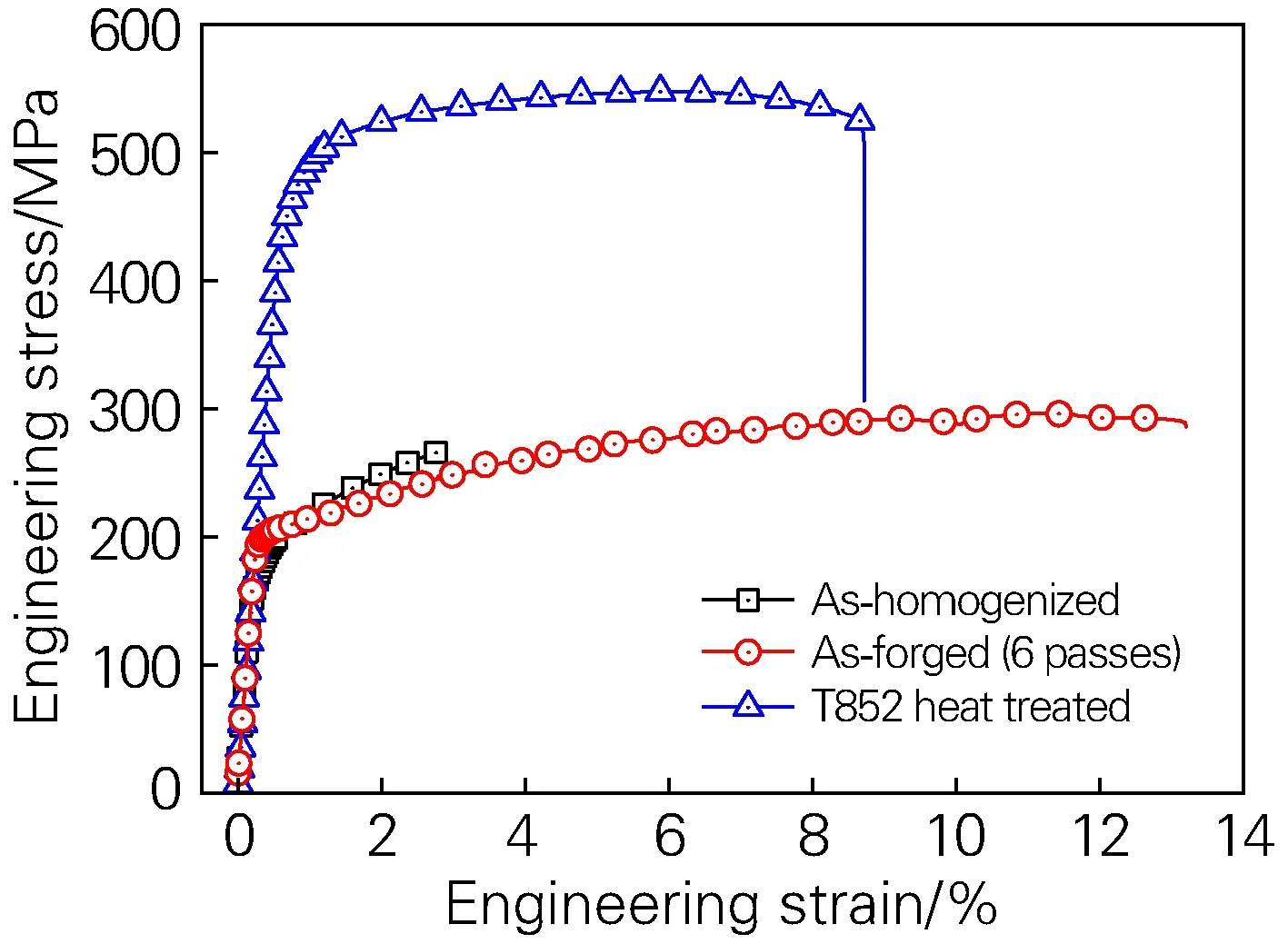
图7 不同状态Al-Cu-Li合金的典型工程应力-应变曲线Fig.7 Typical engineering stress-strain curves of the Al-Cu-Li alloy in different states
不同状态Al-Cu-Li合金的典型工程应力-应变曲线及拉伸性能分别如图7和表2所示。结果表明,多轴锻造与T852热处理可以大幅提升均匀化退火态合金的拉伸性能。均匀化退火态合金具有一定的强度,然而其平均伸长率仅为2.1%。经6道次锻造后,合金强度得到一定程度的提升,平均伸长率增加至11.6%,约为均匀化退火态的5.5倍。锻造态合金经后续T852热处理后,力学性能得到了进一步提升,抗拉强度、屈服强度及伸长率分别达544 MPa、462 MPa及8.6%,依次为均匀化退火态的2.0倍、2.4倍及4.1倍。
表2 不同状态Al-Cu-Li合金的拉伸性能
不同状态Al-Cu-Li合金拉伸断口的SEM照片如图8所示。显然,均匀化退火态合金的断口形貌与锻造态及T852热处理态的不同。由图8(a)可知,均匀化退火态合金为明显的脆性断裂,断口表面由许多小平面及台阶组成,台阶间的夹角与图2(b,c)中粗化板条状T1相间的夹角接近,故可推断小平面的形成是由晶内粗化T1相引起的。在拉伸载荷的作用下,Al基体与粗化T1相的界面上先形成位错堆积,然后发展成微裂纹,并沿界面扩展,最后微裂纹合并导致断裂,进而在断口上形成小平面特征。然而,锻造态及T852热处理态合金的断裂模式主要是以许多相互连接的韧窝为特征的穿晶韧性断裂。由图8(b)可知,经6道次锻造后,合金断口表面主要由大量等轴韧窝组成,有些韧窝的尺寸小,而有些韧窝的尺寸大且深度深,证明合金在断裂前发生了明显的塑性变形。由图8(c,d)可知,锻造态合金经T852热处理后,断口表面韧窝数量减少,且韧窝尺寸变浅,韧窝中可见不同尺寸的第二相粒子,该结果表明,断口中的韧窝是由第二相粒子周围的微孔隙生长与合并而成,这是典型的穿晶韧窝断裂模式[23]。因此,锻造态与T852热处理态合金同均匀化退火态合金在断裂机理上存在明显差异。
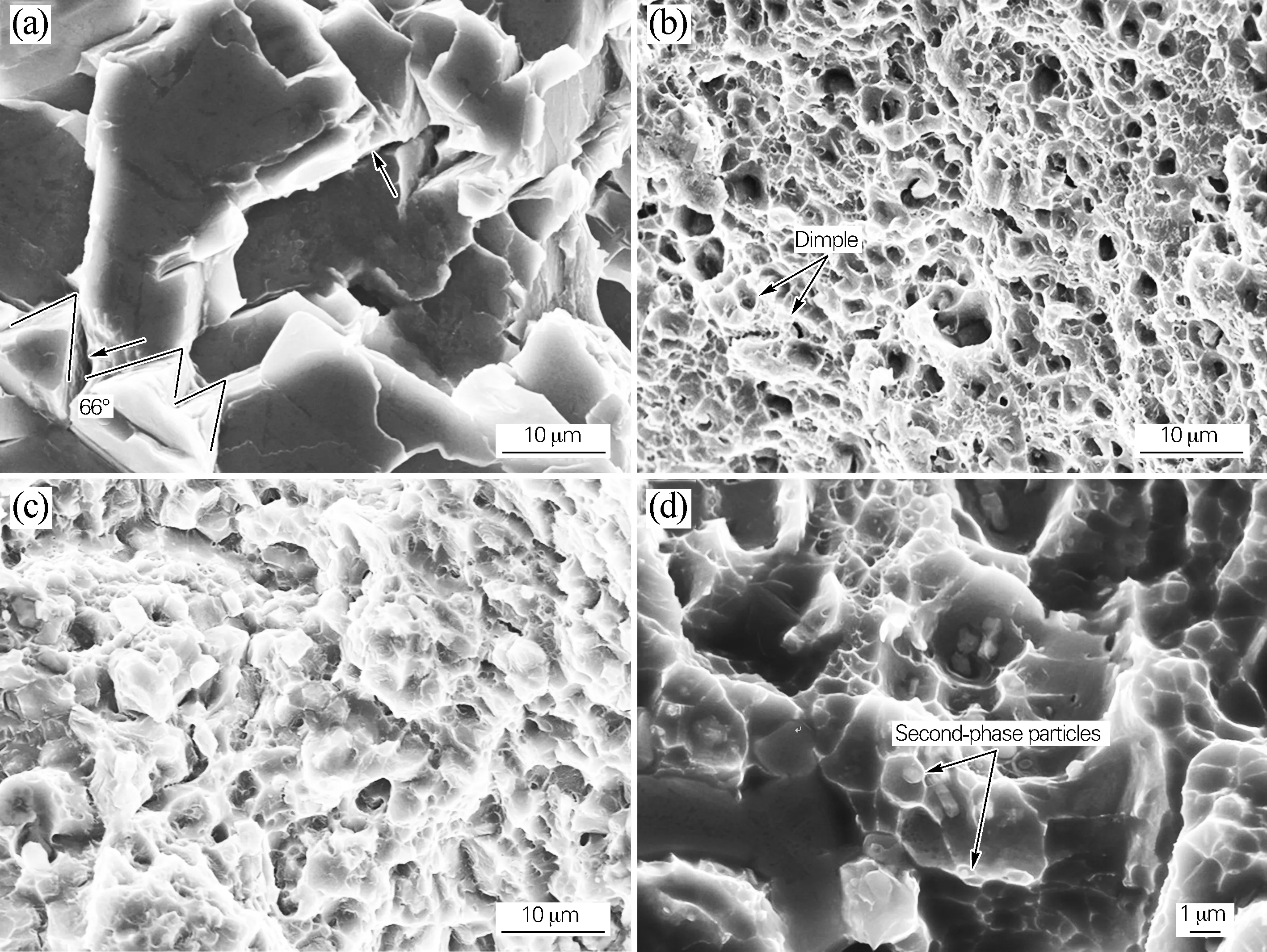
图8 不同状态Al-Cu-Li合金的拉伸断口形貌(a)均匀化退火态;(b)锻造态(6道次);(c,d)T852热处理态Fig.8 Tensile fracture morphologies of the Al-Cu-Li alloy in different states(a) as-homogenized; (b) as-forged (6 passes); (c,d) T852 heat treated
2.5 组织演变对力学性能的影响
力学性能的显著改善是由于多轴锻造及T852热处理,使均匀化退火态Al-Cu-Li合金的微观组织发生了重大变化。其中,屈服强度可用公式(1)表示[24]:
σYS=σ0+ΔσPs+ΔσGbs+ΔσDis+ΔσSS
(1)
式中:σYS为屈服强度;σ0为基础强度;ΔσPs为析出强化增量;ΔσGbs为晶界强化增量;ΔσDis为位错强化增量;ΔσSS为固溶强化增量。结合本工作的工艺及试验结果可知,晶界强化与析出相强化是主要强化机制。
合金在外加载荷的作用下,位错滑移先在有利取向晶粒内发生,因晶界原子排列不规则,且点阵畸变大,所以位错不能直接穿过晶界,而是需要在更大外力作用下使相邻晶粒内的位错开动,让位错滑移传递到相邻晶粒内,该过程中晶界对位错的阻碍作用使合金的强度得到提高。另外,晶粒细化使单位体积内晶界面积及晶粒个数增加,晶粒更容易发生滑移、转动,等量的应变可以分散到较多个晶粒内,能减少应力集中并提升变形均匀性,使合金的伸长率得到提升。由Hall-Petch公式[24]可知,屈服强度与平均晶粒等效直径成反比,故晶粒直径越小,单位体积的晶界面积越大,相应的强化贡献越大。均匀化退火态Al-Cu-Li合金经多轴锻造后晶粒尺寸发生显著细化(见图3和图4),强度得到提升,同时伸长率大幅改善,对应的断裂模式也由脆性断裂向穿晶韧窝断裂转变。
第二相的数量、形貌、尺寸、分布、性质及其与Al基体界面结合强度对合金的力学性能也有重要影响。一般情况下,塑性较差或尺寸较大的第二相粒子与铝基体界面结合较弱,越容易引发裂纹,使合金的伸长率明显降低;第二相尺寸越小、数量越多且越弥散,越能通过切过机制或绕过机制有效地钉扎位错以提升强度,并且使位错更均匀分布,以增加变形的均匀性[25]。6道次锻造Al-Cu-Li合金经预压缩量为5%的T852热处理后,合金中的析出强化相主要有T1、θ′及δ′,这些粒子的平均等效半径及体积分数均不同,每一种析出相产生的强化贡献不同,这些粒子对Al基体的强化贡献总和较大,使合金的伸长率略微降低,而屈服强度由锻造态的207 MPa显著提升至T852态的462 MPa(见表2),后者约为前者的2.2倍。
3 结论
1) 多道次锻造变形使均匀化退火态Al-Cu-Li合金的晶粒发生显著细化,其平均晶粒尺寸由初始的450 μm降低至2道次锻造后的20 μm,再进一步降低至6道次锻造后的5 μm。晶粒细化过程伴随连续动态再结晶机制与不连续动态再结晶机制,且以前者为主。
2) T852热处理使6道次锻造Al-Cu-Li合金晶界析出相呈断续分布,晶内析出大量细小板条状T1相,沿两个交叉方向分布,且长度范围为25~85 nm;而θ′相的含量较少,且长度范围为25~48 nm。其中,时效态T1相的取向分布与均匀化退火态的粗化T1相一致,但尺寸发生明显细化。
3) 6道次锻造变形与T852热处理使初始Al-Cu-Li 合金的力学性能得到大幅提升,其抗拉强度、屈服强度与伸长率分别达到544 MPa、462 MPa和8.6%,依次为均匀化退火态的2.0、2.4及4.1倍,并且合金的拉伸断裂模式由脆性断裂向韧性断裂转变。
