Z型提升机的结构分析与探究
2022-10-11刘建华恽利军江玉琦梁彦兵
赵 峰,刘建华,恽利军,江玉琦,梁彦兵
(1.中粮工科金麦科技(无锡)有限公司,江苏 无锡 214035;2.无锡中粮工程科技有限公司,江苏 无锡 214035;3.中粮工程装备(张家口)有限公司,河北 张家口 076250)
在酒厂和食品厂颗粒物料、粉状物料的输送过程中,通常有水平和垂直两个方向。合理选用良好技术性能和正常技术状态的输送设备,不仅影响企业的生产效率和经济效益,而且影响企业劳动条件和环境保护等[1]。目前水平输送一般采用带式输送机、刮板输送机或螺旋输送机等,垂直方向物料提升一般采用斗式提升机或螺旋输送机等设备实现,尽管带式输送机、刮板输送机和螺旋输送机也都能按照一定角度倾斜安装或者做成弯带式输送机和弯刮板输送机,但是均不适用于大角度的倾斜安装,且在工艺处理上比较复杂,难以满足使用要求。单台Z型提升机可以同时完成水平输送、垂直输送、多点进料和多点出料等输送散装物料任务,并且可以实现水平输送到垂直输送的90°输送方向改变。目前Z型提升机多用于称重包装的供料、色选机的供料、复选供料以及自动化生产线的立体循环上下供料等,涉及粮油食品、宠物食品、化工医药、五金电料和包装等多个行业。
1 结构和工作原理
1.1 主要结构
Z型提升机的结构主要由喂料装置、驱动装置、输送装置、卸料装置、张紧装置、壳体和控制系统等组成。Z型提升机只是对该类型提升机的一个统称,Z型提升机适用范围广泛,输送形式多变。可以做成C型,甚至于做成多个90°转向的楼梯形式。其主要结构如图1所示。
1.2 工作原理
Z型提升机沿工艺输送路径布置两条平行且同步运行的专用链条,两条链条之间安装有诱导畚斗,链条由减速电机驱动。经喂料装置中的投料斗投料后,物料经喂料装置进入到诱导畚斗中,诱导畚斗随着输送链条的运行对物料进行输送。其中在输送过程中诱导畚斗始终保持水平状态,防止畚斗内物料抛洒。
2 Z型提升机的结构分析
2.1 喂料装置
喂料装置是物料进入Z型提升机的关键,喂料装置的喂料速度和喂料方式直接影响着设备产量和效率。常用的Z型提升机喂料形式有两种。一种是振动喂料器喂料,一种是叶轮喂料器喂料。
2.1.1振动喂料装置
振动喂料装置由投料斗、支腿、电磁振动给料器和调节支腿等组成,电磁振动给料器由电磁振动器和振动喂料斗组成,如图2所示。投料斗位于振动喂料器的上方,与振动喂料器有一定的间隙,可以通过调节支腿的高度来调整投料斗和振动喂料器之间的间隙。振动喂料器下方安装有电磁振动器,电磁振动给料器安装在壳体上:①由振动喂料槽和振动喂料器内物料组成盛料部分;②由电磁振动器的线圈、铁芯、衔铁、主振弹簧和壳体等组成振动部分。两质量体由两根弹簧组装在一起形成了一个双质量定向强迫振动弹性系统,根据谐振原理,当给料机的自有频率与电磁激振频率相接近时,整个系统产生共振,此时振幅最大;反之振幅最小[2-4]。
在投料斗上投料后,物料进入到振动喂料器,经过振动喂料器的振动,物料均匀地沿振动喂料槽的右侧进入到诱导畚斗中实现喂料,可以通过调节电磁振动器的振幅来调整振动喂料斗的振动幅度,进而调节喂料产量,该喂料装置产量调整比较方便,而且产量的调整是连续的。由于喂料是连续动态进行的,在畚斗的边缘上会有留有物料,尽管会在喂料后的壳体段设置挡料板清除畚斗边缘的积料,但是难以清除干净,往往在输送过程会有部分物料撒落。
2.1.2叶轮喂料装置
叶轮喂料装置主要由进料口、链轮、叶轮、喂料器壳体和出料口组成,如图3所示。叶轮喂料装置的链轮是由输送链条驱动的,不用单独配置动力。叶轮由6个叶片和轴组成,叶片和壳体将叶轮喂料器腔体均分成6个小腔体,叶轮边缘开口尺寸a小于诱导畚斗宽度尺寸b,叶轮厚度c大于两诱导畚斗边缘尺寸d,并且每个小腔体的容积是诱导畚斗容积的0.7~0.8。
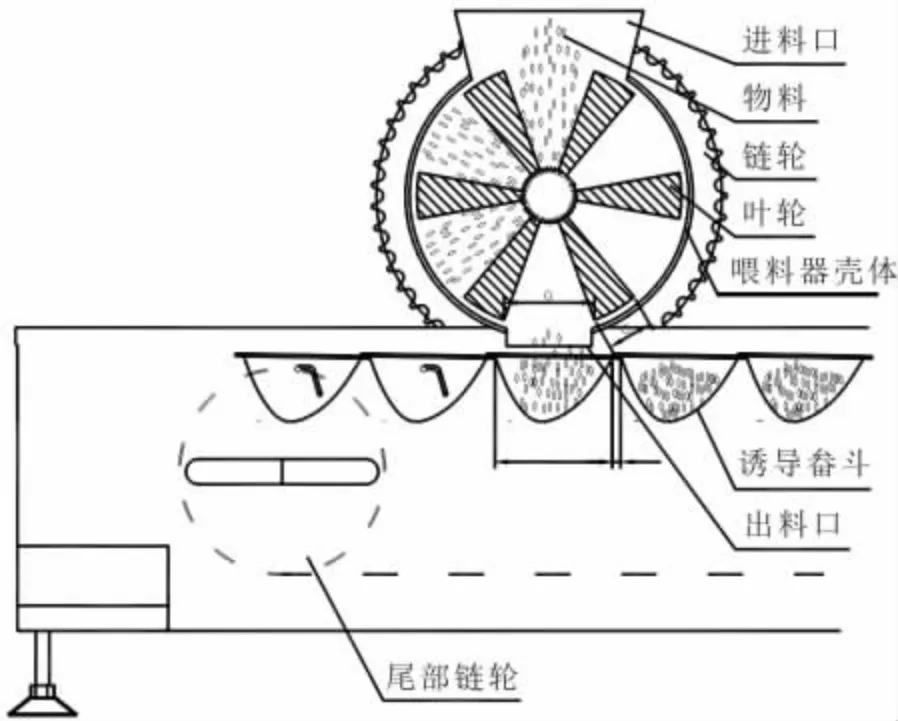
图3 叶轮喂料装置图
在设计时需要注意叶轮的直径和叶轮喂料器的链轮大小相匹配,这样叶轮外圆的线速度和链条的线速度就一致。安装时叶轮的小腔体正好对应诱导畚斗,这样在使用过程中无论链速高低,卸料时叶轮每个小容积内物料始终是卸到一个诱导畚斗中,不会有物料卸到诱导畚斗外或边缘处,杜绝了Z型提升机撒料的发生。叶轮喂料装置喂料稳定,但是制作上较振动喂料装置复杂,成本较高,并且单纯依靠叶轮喂料装置本身不能调整喂料产量。
2.2 驱动装置
Z型提升机的动力选择电动机,连接减速机减速,再配合以链传动或带传动做二级减速。二级减速选用带传动时,其优点是传动平稳、结构简单、造价低、无需润滑及吸振等;缺点是启动瞬间或者皮带松弛的情况下容易出现皮带打滑,线速度出现偏差。二级减速选用链传动时,其优点是链轮受力好,承载能力大,传动比准确,具有一定缓冲和减振性能,且适合于工况比较复杂环境;缺点是运行时有噪音,需定期润滑,磨损后不及时张紧会发生跳齿[5-6]。在二级传动的过程中,可以配以扭力限制器,当因堵料造成过载或者因机械故障造成设备负载超过设定值时,扭力限制器会以打滑的形式来限制所传动的扭矩,当过载情况消失后自动恢复联结。这样可以防止设备损坏,避免了不必要的停机。
2.3 输送装置
输送装置主要由链轮、链条和诱导畚斗组成。链条是采用的专用链条,在链板侧面有供诱导畚斗安装的安装柱销。链条的路径是根据物料输送的工艺要求进行布置的,组成一个回环。头部链轮和尾部链轮使链条完成180°转向,中间的链轮使链条完成90°转向实现了水平输送和垂直输送的互换。无论是在水平输送还是在垂直输送过程中诱导畚斗都是处于水平状态,这个也是由于诱导畚斗的独特设计实现的,诱导畚斗两侧安装在两条平行且同步运行链条的链板安装柱销上,可自由转动,其重心位置自然靠下,在输送过程中诱导畚斗就是一个行走的双耳吊蓝,该畚斗无论垂直还是水平输送保证了输送物料的不撒、不漏。
2.4 卸料装置
卸料装置分为两种,单出口卸料装置和多出口卸料装置。多出口卸料装置如图4所示。主要由诱导板、连杆机构和气缸组成。某卸料口不卸料时,气缸呈伸长状态,诱导板不与诱导畚斗相接触,诱导畚斗水平状态通过;该卸料口卸料时,气缸收回,诱导板在连杆机构的作用下上升,诱导板的上部曲面与诱导畚斗侧面的诱导面相接触,使诱导畚斗沿输送方向旋转90°进行卸料,诱导板上部诱导面有一定的长度可以使诱导畚斗与诱导面接触,保持畚斗旋转90°的状态一定的时间,保证完全卸料。单出口卸料装置的诱导板是固定的,没有气缸和连杆机构,在畚斗通过卸料口时完成卸料。

图4 中间卸料装置图
2.5 张紧装置
Z型提升机采用链条输送的形式时,随着链条在使用过程中的磨损、伸长,需要设置张紧装置,并设置一个比较合理的张紧行程,保证链条链轮磨损后的啮合性能,同时也便于安装与拆卸。一般张紧行程X可按式(1)选定:

式中:X为张紧行程;P为输送链条节距。
当提升机很长时,可以适当地加大张紧行程。常用的张紧方式有3种,即螺杆张紧、弹簧张紧和重力张紧[7]。
2.5.1螺杆张紧
螺杆张紧是使用最广泛的张紧方式,一般适用于短距离输送的Z型提升机。螺杆张紧一般在链轮的两侧各设置一根T型螺杆,手动旋转螺杆实现张紧调节。有两种运动方式:一种是螺母固定,T型螺杆旋转并前后移动;第二种是T型螺杆只旋转不移动,螺母实现调节的前后移动。按照螺杆的受力方向,又分为螺杆受压力和受拉力两种形式。目前,大多数螺杆张紧的链式输送机采用的是螺杆受压方式。螺杆张紧的优点是尺寸较小,结构简单、紧凑,调节方便、可靠。缺点是没有自动调节功能,需要人工定期进行维护,并且在张紧时,要求两根螺杆需要同时张紧且张紧距离一致,不能出现张得过紧或过松,对维护工人的技术水平要求较高。
2.5.2弹簧张紧
弹簧张紧结构主要由内锁紧棘齿、外锁紧棘齿、移动装置和中间墙板组成,其中移动装置由螺杆、螺母、压缩弹簧和尾轴组成,如图5所示。中间墙板和壳体相连,螺杆的一端安装在中间墙板上,另外一端安装有压缩弹簧,通过调节螺母可以调节压缩弹簧在张紧时的张紧力。当Z型提升机使用一段时间后,随着链条和链轮磨损时,链条变得松弛,压缩弹簧伸长,内锁紧棘齿向右移动,外锁紧棘齿抬起,当伸长一齿时外锁紧棘齿重新落下锁紧,以此来实现自动张紧。弹簧张紧的优点是可以实现在一定范围内的调整,由于弹簧的弹性作用,当链条的牵引力减少时,弹簧会伸长,使链条始终处于一种合理的张紧状态,这一功能是螺杆式张紧无法实现的。其缺点是结构比较复杂,弹簧选择必须合理,不同长度的Z型提升机需要配备相应的压缩弹簧,刚性太大或太小均不能很好地起到应有的作用,而且由于增加了一个压缩弹簧,使尾部的长度增加,占地空间和成本也随之增加。
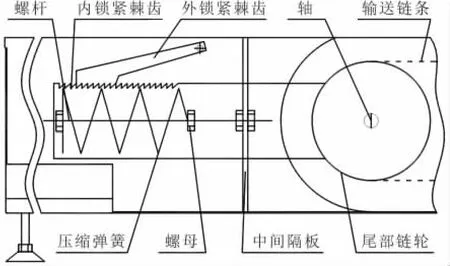
图5 弹簧张紧图
2.5.3重力张紧
重力张紧是根据Z型输送距离在尾部链轮处设置一定重量的配重来实现的,由于是靠配重的重力,所以要求高度有足够的安装空间,分为配重在地上和地下两种。重力张紧能够自动的保持链条的牵引力恒定,但是结构比较复杂且庞大,适用于大型的长距离的Z型提升机。
2.6 控制系统
控制系统是Z型提升机的“大脑”,控制着Z型提升机的运行,并能及时反馈运行状态。Z型提升机有手动功能和自动功能。档位开关拨到手动状态,可以手动启停设备,适用于检修和调试;档位开关拨到自动状态,可以连接到中控室,按照设置的控制程序运行。对于振动喂料的Z型提升机可以在控制系统中调节电磁振动器的振幅,振幅的大小会影响Z型提升机的输送量,可以根据生产需求在一定范围内调整。除了调节振动器的振幅调节输送量外,也可以通过调节提升链速来调整输送量,直接旋转控制面板上的变频器的调节档位即可。对于叶轮喂料装置的Z型提升机仅能通过调整链速来调整输送产量。
3 结语
Z型提升机各装置部件根据其优缺点可灵活运用,布置形式多样,可同时完成水平和垂直输送散装物料,并可实现多点进料和多点出料,粒状物料输送时不易破碎,设备应用范围广、适应能力强,是一种很好的物料输送设备。